铝管加工生产线自动引拔上料机构的制作方法
1.本实用新型涉及引拔上料机构技术领域,尤其涉及铝管加工生产线自动引拔上料机构。
背景技术:
2.冷拔机按照床身结构方式,大致可分为三座分离式、框架式两种。按照传动方式,可分为链式、液压传动式、齿条式、丝杠式等各种类型的拔机。随着20世纪90年代,我国开始研究、应用冷拔钢管技术以来,冷拔钢管技术已广泛引用于单体液压缸筒及工程机械油缸的制造,冷拔机作为冷拔钢管的主要加工设备,它是用于常温下拔制黑色及有色金属棒料材和对热轧、挤压之后的荒管进行二次加工,是生产小口径,精密,薄壁,高机械性能管材的主要加工设备,在铝管塑性加工中也会使用到冷拉拔机。但是现有的引拔机上料,由人工徒手将材料搬到引拔机上,劳动强度大,人工参与的工作量大,效率低,物料摆放空间大,自动化程度低。鉴于此,我们提出一种铝管在加工生产线中自动引拔的上料机构。
技术实现要素:
3.本实用新型的目的是针对背景技术中存在的c,提出铝管加工生产线自动引拔上料机构。
4.本实用新型的技术方案:铝管加工生产线自动引拔上料机构,包括主架以及待上料的铝管,所述主架的两侧内侧分别安装有左侧提升机构和右侧提升机构,所述右侧提升机构的一侧设有用于夹持铝管一端的右侧取料机构,所述左侧提升机构相对右侧提升机构的一侧设有用于夹持铝管另一端的左侧取料机构,所述主架中部位置还设置有承载机构,所述承载机构的一侧设置有安装在主架内侧的管提升机构,所述管提升机构的顶部一侧设置有安装在主架顶部的送料机构;
5.所述管提升机构包括固定安装在主架内侧的无杆气缸,所述无杆气缸的一侧安装有连接杆,所述连接杆上阵列安装有多个提升组件,所述送料机构包括控制器驱动的伺服电机,所述伺服电机的一侧设置有通过传动带连接的送料组件,所述送料组件包括安装在主架顶部的安装座,所述安装座的一侧设置有与铝管适配的送料座,所述安装座的另一侧设置有与送料座同轴连接的传送轮。
6.优选的,相邻两个所述送料组件之间设置有用于传动的传动带,所述传动带套设在传送轮的外圈,所述安装座与主架的顶部通过螺栓连接。
7.优选的,所述连接杆的两端背面安装有导向块,所述主架的内侧竖向安装有与导向块对应的线轨,所述导向块沿线轨升降滑动。
8.优选的,所述提升组件包括安装在连接杆一侧的竖杆,所述竖杆的顶部连接有异形板。
9.优选的,两端所述异形板的一侧转动安装有用于调整异形板翻转角度的微型气缸,所述微型气缸的一侧设置有连接在主架上的安装板。
10.优选的,所述承载机构包括安装在主架上且倾斜设置的气缸一,所述气缸一的顶部输出端连接有承载板,所述承载板倾斜设置且承载板的底部与主架之间通过铰接连接的支撑柱连接。
11.优选的,所述左侧提升机构和右侧提升机构的一侧均连接有水平设置的气缸二,所述主架的一侧设置有用于控制的电器柜。
12.与现有技术相比,本实用新型具有如下有益的技术效果:
13.1、本实用新型通过控制设备将整个装置中的各个电器元件配合控制,使得整个设备的使用自动化程度提高,减少人工参与的作业量,将材料放入设备存料处,根据材料规格调整夹料模具,根据材料规格在显示器中找出对应程序,启动即可;
14.2、本实用新型通过左侧取料机构和右侧取料机构的设置将将一整排的铝管两端夹紧,并通过左侧提升机构和右侧提升机构的同步启动将整排铝管的高度提升,使得整排铝管高度提升后通过气缸二的拉动,将左侧提升机构和右侧提升机构同步拉动,使得整排铝管移料至承载板上,通过管提升机构的设置将承载板上的铝管一个一个的提升至送料组件上,逐个上料传输,减少人工搬移举升上料的作业强度;
15.3、综上所述,本实用新型自动化控制,引拔机自动上料,减轻了工人的劳动强度,提高了生产效率,实现了自动上料,升级改善设备,提高自动化程度。
附图说明
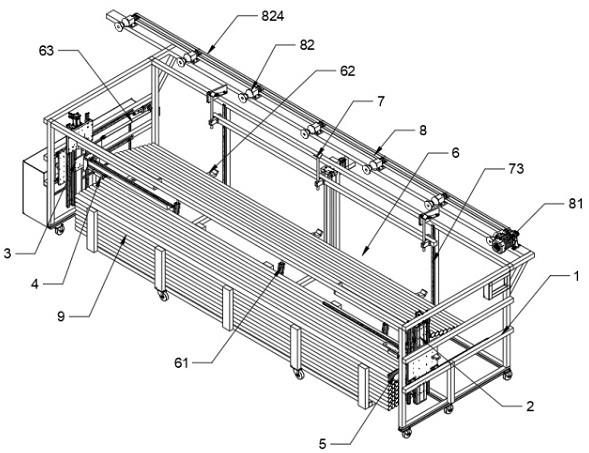
16.图1是铝管加工生产线自动引拔上料机构的主视图;
17.图2是图1中管提升机构的结构示意图;
18.图3是图1中送料机构的结构示意图。
19.附图标记:
20.1、主架;
21.2、右侧提升机构;
22.3、左侧提升机构;
23.4、左侧取料机构;
24.5、右侧取料机构;
25.6、承载机构;61、气缸一;62、承载板;63、气缸二;
26.7、管提升机构;71、无杆气缸;72、连接杆;73、线轨;74、导向块;75、提升组件;751、竖杆;752、安装板;753、微型气缸;754、异形板;
27.8、送料机构;81、伺服电机;82、送料组件;821、安装座;822、送料座;823、传送轮;824、传动带;
28.9、铝管。
具体实施方式
29.下文结合附图和具体实施例对本实用新型的技术方案做进一步说明。
实施例
30.如图1-3所示,本实用新型提出的铝管加工生产线自动引拔上料机构,包括主架1
以及待上料的铝管9,铝管9盛放在移动框架小车内,人工推着前行,减少搬运作业量,主架1的两侧内侧分别安装有左侧提升机构3和右侧提升机构2,左侧提升机构3和右侧提升机构2通过控制端同步控制,右侧提升机构2的一侧设有用于夹持铝管9一端的右侧取料机构5,左侧提升机构3相对右侧提升机构2的一侧设有用于夹持铝管9另一端的左侧取料机构4,主架1中部位置还设置有承载机构6,承载机构6包括安装在主架1上且倾斜设置的气缸一61,气缸一61的顶部输出端连接有承载板62,承载板62倾斜设置且承载板62的底部与主架1之间通过铰接连接的支撑柱连接,用于在气缸一61输出端推动的同时沿着支撑柱的顶部转动;左侧提升机构3和右侧提升机构2的一侧均连接有水平设置的气缸二63,气缸二63的输出端一端与右侧提升机构2或左侧提升机构3的一侧分别连接,另一端底座与主架1安装连接,主架1的一侧设置有用于控制的电器柜。承载机构6的一侧设置有安装在主架1内侧的管提升机构7,管提升机构7的顶部一侧设置有安装在主架1顶部的送料机构8;
31.如图2所示,管提升机构7包括固定安装在主架1内侧的无杆气缸71,无杆气缸71的一侧安装有连接杆72,连接杆72的两端背面安装有导向块74,主架1的内侧竖向安装有与导向块74对应的线轨73,导向块74沿线轨73升降滑动,用于将管提升机构7整体做直线升降运动,连接杆72上阵列安装有多个提升组件75,提升组件75包括安装在连接杆72一侧的竖杆751,竖杆751的顶部连接有异形板754,异形板754呈“v”字状结构;两端异形板754的一侧转动安装有用于调整异形板754翻转角度的微型气缸753,微型气缸753的一侧设置有连接在主架1上的安装板752,微型气缸753用于将承载在异形板754上的铝管翻转输送至送料组件82上。
32.如图3所示,送料机构8包括控制器驱动的伺服电机81,伺服电机81的一侧设置有通过传动带连接的送料组件82,送料组件82有多组,相邻两个送料组件82之间设置有用于传动的传动带824,传动带824套设在传送轮823的外圈,安装座821与主架1的顶部通过螺栓连接;送料组件82包括安装在主架1顶部的安装座821,安装座821的一侧设置有与铝管9适配的送料座822,安装座821的另一侧设置有与送料座822同轴连接的传送轮823。
33.本实施例中多个铝管9排放在移动小车内,移动小车推动至主架1的内部,通过控制启动左侧取料机构4和右侧取料机构5,使得左侧取料机构4和右侧取料机构5向相互靠近的一侧移动,即对一排铝管9的两端夹持,需要说明的是右侧取料机构5的一侧设置有多个对应铝管9的孔设置的插针,用于将铝管9的两端稳定夹持,夹持后通过同步控制启动左侧提升机构3和右侧提升机构2,使得左侧提升机构3和右侧提升机构2的高度提升对应承载板62的一端的高度,此时通过气缸二63的输出端的拉动,使得气缸二63将一排铝管通过左侧取料机构4和右侧取料机构5的移动,送料至承载板62上。
34.此时将管提升机构7启动,导向块74沿线轨73向下移动,使得异形板754与承载板62的另一端高度水平设置,此时将承载板62底部一端的气缸一61启动,气缸一61的输出端向上顶升,使得承载板62的另一端向下倾斜,此时的一个铝管9落在异形板754上,落在异形板754上后反向启动管提升机构7,使得管提升机构7的高度提升,挡异形板754对应送料组件82的高度后,将微型气缸753启动使得微型气缸753的输出端拉动,使得异形板754倾斜,此时的铝管9落在送料座822上,送料座822的形状构造,使得铝管9稳定放置。
35.送料时将伺服电机81启动使得伺服电机81的输出端通过传动带将传送轮823转动,使得传送轮823将同轴设置的送料座822转动,多组传送轮823转动将铝管9稳定的输送,
整个加工生产线输送系统人工参与的作业量少,提高生产效率。
36.上述具体实施例仅仅是本实用新型的优选的实施例,基于本实用新型的技术方案和上述实施例的相关启示,本领域技术人员可以对上述具体实施例做出多种替代性的改进和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1