一种车窗水切贴绒设备的制作方法
1.本实用新型涉及汽车配件加工的技术领域,具体是涉及一种车窗水切贴绒设备。
背景技术:
2.车窗水切作为汽车车门上的结构,能提高车门密封性,改善车窗玻璃升降时的噪音。专利cn202121191113.6公开了一种车门内水切条,其内水切条本体与车门玻璃接触处为内水切条唇边,内水切条唇边上贴有绒带,通过绒带贴车门玻璃,避免升降时噪音等问题的发生。目前,水切条上贴绒的自动化设备已经实现自动贴绒,如专利cn201721298626.0公开的双唇边无金属骨架内水切的在线翻边贴绒装置,在装置本体上设置第一绒带位置固定槽和第二绒带位置固定槽,通过第一绒带位置固定槽和第二绒带位置固定槽实现了对双绒带的送料导向,实现贴绒操作。上述的结构虽实现了后续的自动贴绒操作,但缺乏前期绒带的送料结构,而目前行业中仅是设置一可放置绒带卷的支架,使得绒带卷在支架上转动,从而实现绒带的放料,但是,绒带的放料仅是通过设置于贴绒入口处的单一动力设备拉动,并且无任何限制结构,导致拉动绒带卷转动时,绒带卷的转速不稳定,极易出现放料过多而导致的绒带缠绕或较松的问题,或出现放料卡住而导致拉断的问题,均会影响绒带的送料,从而影响贴绒操作。
技术实现要素:
3.针对现有技术中存在的上述问题,现旨在提供一种车窗水切贴绒设备,以在机架上设置卷架、送料组件以及监测组件,通过卷架安装绒带卷,通过送料组件拉动绒带卷转动并将绒带卷上的绒带输送至监测组件处,通过监测组件监测绒带输送过来的余量,可有效防止绒带输送过来时放料过多导致的缠绕或过松问题,也能防止绒带输送过来时过紧而拉断的问题,保证了绒带送料的顺畅,方便了后续的贴绒操作。
4.具体技术方案如下:
5.一种车窗水切贴绒设备,具有这样的特征,包括:
6.机架,机架的一端具有一台板,机架的另一端具有避让腔;
7.卷架,卷架设置于台板上且位于背离避让腔的一端,绒带卷转动安装于卷架上;
8.送料组件,送料组件设置于台板上且位于卷架和避让腔之间,送料组件包括送料驱动器、送料轮以及压轮,送料轮和压轮的轮面相互贴合,绒带卷上的绒带穿设于送料轮和压轮之间并进入至避让腔,送料轮的轮轴连接有送料驱动器;
9.监测组件,监测组件设置于机架上且位于避让腔的上方,监测组件的监测头朝向进入至避让腔内的绒带布置。
10.上述的一种车窗水切贴绒设备,其中,还包括阻尼器,卷架上转动安装有一转杆,绒带卷套设于转杆上,同时,阻尼器设置于卷架上,且阻尼器动力连接于转杆上。
11.上述的一种车窗水切贴绒设备,其中,转杆的两端均设置有套设于转杆上的料筒定位套,两料筒定位套相对的一端均呈圆台型布置,同时,每一料筒定位套上均开设有锁紧
孔,锁紧孔内螺纹连接有锁紧螺钉,且锁紧螺钉抵紧于转杆上。
12.上述的一种车窗水切贴绒设备,其中,还包括导向器,导向器设置于台板上且位于卷架和送料组件之间,导向器包括若干第一导向套和第一导向支架,第一导向支架安装于台板上,若干第一导向套安装于第一导向支架上,并且,若干第一导向套均沿送料轮的径向或切向布置。
13.上述的一种车窗水切贴绒设备,其中,第一导向套的套孔的两端的孔口处均设置有圆倒角。
14.上述的一种车窗水切贴绒设备,其中,还包括出料导向件,出料导向件包括第二导向套和第二导向支架,第二导向支架设置于机架上且位于避让腔背离送料组件的一侧,并且,监测组件位于第二导向支架和送料组件之间,第二导向套设置于第二导向支架上,避让腔内的绒带从第二导向套内穿过。
15.上述的一种车窗水切贴绒设备,其中,监测组件包括安装架和监测传感器,安装架设置于机架上且位于避让腔的腔口处,监测传感器安装于安装架上,且监测传感器的监测头朝向避让腔内布置。
16.上述的一种车窗水切贴绒设备,其中,还包括配重套,配重套设置于避让腔内,进入至避让腔内的绒带穿设于配重套内,并且,监测组件的监测头朝向配重套布置。
17.上述的一种车窗水切贴绒设备,其中,送料组件还包括送料支架和调节器,送料支架设置于台板上,送料轮转动安装于送料支架上,送料驱动器安装于送料支架上,且送料驱动器的驱动轴与送料轮的轮轴动力连接,同时,调节器设置于送料支架上且位于送料轮的上方,压轮设置于调节器上。
18.上述的一种车窗水切贴绒设备,其中,调节器包括调节板、调节丝杆以及调节座,调节板的一侧固定安装于送料支架上的上端,调节丝杆螺纹连接于调节板上且调节丝杆的下端穿过调节板后朝向送料轮延伸,调节座安装于调节丝杆的下端上,调节座滑设于送料支架上,压轮转动安装于送料支架上。
19.上述技术方案的积极效果是:
20.上述的车窗水切贴绒设备,通过在机架上设置卷架、送料组件以及监测组件,将绒带卷安装于卷架上,并通过送料组件拉动绒带卷在卷架上转动并将绒带卷上的绒带输送至监测组件处,通过监测组件监测绒带输送过来的余量,从而限制送料组件的动作快慢,在余量充足时放慢送料速度,在余量欠缺时加快送料速度,从而有效防止了绒带输送过来时放料过多导致的缠绕或过松问题,也能有效防止绒带输送过来时过紧而拉断的问题,从而保证了绒带送料的顺畅,方便了后续的自动贴绒操作。
附图说明
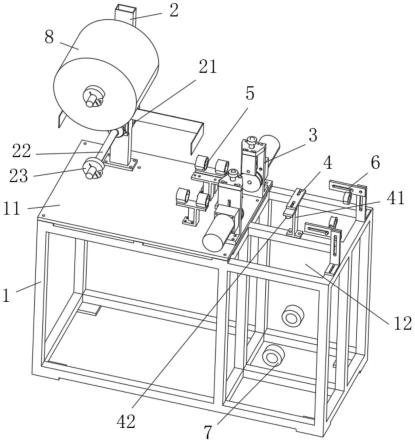
21.图1为本实用新型的一种车窗水切贴绒设备的实施例的结构图;
22.图2为本实用新型一较佳实施例的送料组件的结构图;
23.图3为本实用新型一较佳实施例的导向器的结构图;
24.图4为本实用新型一较佳实施例的出料导向件的结构图。
25.附图中:1、机架;11、台板;12、避让腔;2、卷架;21、阻尼器;22、转杆;23、料筒定位套;3、送料组件;31、送料驱动器;32、送料轮;33、压轮;34、送料支架;35、调节器;351、调节
板;352、调节丝杆;353、调节座;4、监测组件;41、安装架;42、监测传感器;5、导向器;51、第一导向套;52、第一导向支架;6、出料导向件;61、第二导向套;62、第二导向支架;7、配重套;8、绒带卷。
具体实施方式
26.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图1至附4对本实用新型提供的技术方案作具体阐述,但以下内容不作为本实用新型的限定。
27.图1为本实用新型的一种车窗水切贴绒设备的实施例的结构图。如图1所示,本实施例提供的车窗水切贴绒设备包括:机架1、卷架2、送料组件3以及监测组件4。
28.具体的,机架1放置于地面上,机架1的上部的一端设置有一台板11,台板11作为卷架2、送料组件3等结构的安装载体。同时,机架1的上部的另一端设置有向下内凹的避让腔12,为后续送料过程中绒带能适量储存于避让腔12内,实现送料缓冲提供了条件。
29.具体的,卷架2设置于台板11上,卷架2的底部通过螺纹紧固件安装于台板11上。并且,卷架2位于台板11背离避让腔12的一端,使得卷架2能远离避让腔12,从而使得卷架2和避让腔12之间留有足够大的空间,为后续送料组件3等结构的安装提供了空间。另外,绒带卷8转动安装于卷架2上,即通过卷架2为绒带卷8提供了安装载体,使得后续绒带卷8在卷架2上转动时能实现绒带的送出提供了条件。
30.图2为本实用新型一较佳实施例的送料组件的结构图。如图1和图2所示,送料组件3设置于台板11上且位于卷架2和避让腔12之间,使得从绒带卷8上送出的绒带在进入至避让腔12之前需要先经过送料组件3,通过送料组件3拉动绒带,从而驱动绒带卷8转动,即为绒带的送出提供了动力。此时,送料组件3又包括送料驱动器31、送料轮32以及压轮33,将送料轮32和压轮33的轮面相互贴合,同时,绒带卷8上的绒带穿设于送料轮32和压轮33之间,使得通过压轮33能将绒带压紧于送料轮32上,通过送料轮32的转动来拉动绒带移动,从而实现送料操作。另外,从送料轮32和压轮33之间经过的绒带被送至避让腔12中,通过避让腔12进行预存储,使得送出的绒带具有预定余量,实现绒带送料的缓冲,防止绒带被拉断的问题。另外,送料轮32的轮轴连接有送料驱动器31,即通过送料驱动器31能带动送料轮32转动,使得送料驱动器31能作为送料轮32转动的动力供给设备,满足送料需求。
31.更加具体的,监测组件4设置于机架1上且位于避让腔12的上方,此时,既能避免阻挡绒带进入至避让腔12内,又能对进入避让腔12内的绒带进行监测,结构设计更合理。另外,监测组件4的监测头朝向进入至避让腔12内的绒带布置,使得绒带的移动能被监测组件4监测到,从而实现对处于避让腔12内的绒带余量的监测,满足监测需求。
32.更加具体的,卷架2上还设置有阻尼器21,此时,卷架2上转动安装有一转杆22,并且,绒带卷8套设于转杆22上,即通过转杆22作为绒带卷8安装安装于卷架2上的支撑结构,同时,阻尼器21设置于卷架2上,且阻尼器21动力连接于转杆22上,即通过阻尼器21对转杆22施加阻尼,有效防止了转杆22转动过快的问题,同时也保证了安装于转杆22上的绒带卷8具有一定拉力,保证了绒带处于拉直的状态,从而避免了绒带过松的问题。值得指出的是,阻尼器21包括但不限定于型号为znq-a36460的磁阻尼扭矩控制器,能实现对转杆22的转动进行限制即可,因此其具体结构在此不再赘述。
33.更加具体的,转杆22的一端安装安装于卷架2上,此时,转杆22伸出卷架2外的一端上设置有两料筒定位套23,两料筒定位套23相对且间隔套设于转杆22上,同时,两料筒定位套23相对的一端均呈圆台型布置,安装绒带卷8时,绒带卷8套设于转杆22上且位于两料筒定位套23之间,通过两料筒定位套23分别抵紧绒带卷8的两端,从而实现绒带卷8在转杆22上的稳定安装,并且,料筒定位套23的圆台型的端部能适应不同规格型号的绒带卷8的卷筒的配合需求,结构适应性更高。同时,每一料筒定位套23上均开设有锁紧孔,且锁紧孔与对应的料筒定位套23的套孔连通,锁紧孔内螺纹连接有锁紧螺钉,并且,在料筒定位套23套设于转杆22上时,锁紧螺钉抵紧于转杆22上,即通过锁紧螺钉的松紧调节实现了料筒定位套23在转杆22上移动或锁紧,从而方便了绒带卷8在转杆22上的安装。
34.图3为本实用新型一较佳实施例的导向器的结构图。如图1和图3所示,台板11上还设置有导向器5,此时,导向器5位于卷架2和送料组件3之间,即使得从绒带卷8上送出的卷带能先经过导向器5后再进入至送料组件3中,即通过导向器5进行导向,防止了绒带出现卷边的问题。此时,导向器5又包括若干第一导向套51和第一导向支架52,将第一导向支架52安装于台板11上,并将若干第一导向套51安装于第一导向支架52上,即通过第一导向支架52为第一导向套51在台板11上的安装提供了条件,并且,若干第一导向套51均沿送料轮32的径向或切向布置,绒带卷8上送出的绒带在进入送料组件3前,先穿过第一导向套51的套孔,由于绒带在绒带卷8上缠绕时会出现偏移倾斜等问题,为了保证绒带进入至送料组件3处时能准确与送料轮32和压轮33配合,可通过第一导向套51为绒带导向,既能实现对绒带的展开,防止绒带出现卷边掉绒的问题,又能保证绒带准确从送料轮32和压轮33之间通过,结构设计更合理。
35.更加具体的,第一导向套51的套孔的两端的孔口处均设置有圆倒角,使得第一导向套51的套孔的孔口为圆滑过度,从而避免了绒带通过时刮掉绒毛的问题,结构设计更合理。
36.图4为本实用新型一较佳实施例的出料导向件的结构图。如图1和图4所示,机架1上还设置有出料导向件6,此时,出料导向件6又包括第二导向套61和第二导向支架62,将第二导向支架62设置于机架1上且位于避让腔12背离送料组件3的一侧,避免对避让腔12内绒带的通行造成阻碍,同时也能为后续绒带从避让腔12内送出时经过出料导向件6提供了条件。并且,监测组件4位于第二导向支架62和送料组件3之间,即经过监测组件4监测后的绒带才会经过出料导向件6,确保了经过出料导向件6的绒带为最后送出时的绒带,为绒带从避让腔12内送出提供了导向,从而方便了后续自动贴绒操作。另外,第二导向套61设置于第二导向支架62上,避让腔12内的绒带从第二导向套61内穿过,即通过第二导向套61为绒带提供导向。值得指出的是,第二导向支架62包括竖架和横架,竖架的底部安装于机架1上,竖架上开设有竖直布置的竖向调节孔,横架沿绒带的送出方向布置,且横架的一端安装于竖向调节孔内,横架上开设有横向调节孔,第二导向套61安装于横向调节孔内,从而实现了第二导向套61高度和水平面内位置的调节,从而适应不同的导向需求,结构设计更合理。
37.更加具体的,监测组件4包括安装架41和监测传感器42,此时,安装架41设置于机架1上且位于避让腔12的腔口处,避免了安装架41占用避让腔12内空间的问题。同时,监测传感器42安装于安装架41上,并且,监测传感器42的监测头朝向避让腔12内布置,由于绒带进入避让腔12内后会出现下垂的问题,且余量越大,在的避让腔12内的下垂深度越深,反之
则深度越浅,通过监测传感器42的监测头监测避让腔12内绒带的下垂深度,从而判断绒带送出速度是否合理,为控制送料驱动器31的转速提供了控制参考数据,结构设计更合理。值得指出的是,监测传感器42为超声波距离传感器,由于市面上型号较多,运用广泛,能满足监测需求即可,因此,监测传感器42的具体型号规格和结构在此不再赘述。
38.更加具体的,避让腔12内还设置有配重套7,此时,进入至避让腔12内的绒带穿设于配重套7内,使得配重套7悬空于避让腔12内,通过配重套7的重力拉紧进入至避让腔12内的绒带,保证了绒带能具有一定的拉紧力,避免了绒带送出时过松的问题。并且,监测组件4的监测头朝向配重套7布置,可保证配重套7处于绒带最低的位置处,保证了监测头监测准确性,从而避免了监测头监测到绒带的其他位置而出现误判的问题。
39.更加具体的,送料组件3除了送料驱动器31、送料轮32和压轮33外,还包括送料支架34和调节器35,此时,将送料支架34设置于台板11上,并将送料轮32转动安装于送料支架34上,同时,将送料驱动器31安装于送料支架34上,优选的,送料轮32和送料驱动器31分别位于送料支架34的两侧,实现了空间的充分利用,避免了结构的相互干扰。并且,送料驱动器31的驱动轴与送料轮32的轮轴动力连接,使得送料驱动器31能带动送料轮32转动,同时,调节器35设置于送料支架34上且位于送料轮32的上方,且压轮33设置于调节器35上,通过调节器35作为压轮33安装于送料支架34上的安装结构,为后续调节压轮33和送料轮32之间的间隙大小提供了条件。
40.更加具体的,送料组件3中的调节器35又包括调节板351、调节丝杆352以及调节座353,调节板351的一侧固定安装于送料支架34上的上端,调节丝杆352螺纹连接于调节板351上且调节丝杆352的下端穿过调节板351后朝向送料轮32延伸,调节座353安装于调节丝杆352的下端上,调节座353滑设于送料支架34上,压轮33转动安装于送料支架34上,即在需要调节压轮33时,操作者可转动调节丝杆352,调节丝杆352带动调节座353在送料支架34上进行升降,从而带动压轮33靠近或远离送料轮32,从而实现压轮33和送料轮32之间间隙的调节,从而适应不同厚度的绒带的通过需求,结构设计更合理。
41.作为优选的实施方式,压轮33的轮面上包裹有橡胶层,另外,送料轮32的轮面上设置有防滑花纹,均能增加压轮33和送料轮32与绒带之间的摩擦力,防止出现打滑的问题。
42.作为优选的实施方式,送料轮32的两侧设置有突出轮面的轮缘,压轮33伸入至两轮缘之间,防止了绒带通过送料轮32时出现偏移的问题。
43.作为优选的实施方式,送料支架34上且位于送料轮32和压轮33之间设置有进料导向块,进料导向块上开设有一横截面呈矩形的导向孔,此时,进料导向轮位于送料轮32靠近导向器5的一侧,即从第一导向套51中送出的绒带且在进入送料轮32和压轮33之前会先经过进料导向块上的导向孔,通过导向孔确保了进入至送料轮32和压轮33之间的绒带能展平,防止了绒带卷8边的问题。
44.本实施例提供的车窗水切贴绒设备,包括机架1、卷架2、送料组件3以及监测组件4;通过于机架1上依次设置卷架2、送料组件3和监测组件4,且机架1上且位于监测组件4的下方设置有避让腔12,通过卷架2安装绒带卷8,且绒带卷8上的绒带经过送料组件3拉动后进入至避让腔12内,通过监测组件4对避让腔12内绒带余量的监测,为调节送料组件3中的送料驱动器31的转速快慢提供了条件,从而控制绒带送出的快慢,既能有效避免绒带输送过来时放料过多导致的缠绕或过松问题,又能有效防止绒带输送过来时过紧而拉断的问
题,保证了绒带送料的顺畅性,方便了后续的自动贴绒操作。
45.以上仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本实用新型说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1