一种多工位并行理包空筐自动回传系统的制作方法
1.本实用新型属于旅客随身行李安检技术领域,具体涉及一种旅客随身行李安检通道的多工位并行理包空筐自动回传系统。
背景技术:
2.目前,在需要进行安检的场所,例如机场、地铁或者火车站等场所,传统的旅客随身行李安检系统中,旅客过检后取走行李,安检工作人员需在安检机尾部不断收集空行李筐,并将其人工搬运至安检机前端,供旅客使用。现有的安检系统中,旅客一般在安检机前端的主输送通道上整理行李,在这种串行作业模式下,多个旅客在进行整理行李时,前端的旅客会影响末端旅客行李往安检机传送,造成堵塞,影响过检效率。
3.因此,需要设置一种能够多工位并行理包的自动空筐回传系统。
技术实现要素:
4.本实用新型在主输送通道一侧延展设置平行于主输送通道的不锈钢多工位理包台面用于整理行李,实现多工位并行理包,目的在于提出一种旅客随身行李安检通道的多工位并行理包空筐自动回传系统。
5.为解决上述的技术问题,本实用新型采用以下技术方案:
6.多工位并行理包空筐自动回传系统,包括上层行李过检系统、下层空筐自动回传系统、控制系统;
7.上层行李过检系统包括不锈钢多工位理包台面、动力辊道输送机、安检机和无动力滚珠链板,动力辊道输送机靠近旅客一侧并排设置有与动力辊道输送机长度一致的不锈钢多工位理包台面,用于旅客整理行李且不影响主输送通道行李的正常通行,动力辊道输送机可实现行李或行李筐自动向安检机输送,无需工作人员拖拉,动力辊道输送机和无动力滚珠链板分别与安检机入口和出口对接,无动力滚珠链板出口端设置有开包台,采用无动力滚珠链板,实现行李筐/行李借助安检皮带机的动力轻便地向前推送,无需安检工作人员拖拉行李筐/行李以免造成安检机阻塞,同时确保旅客小件物品不会掉落到下层空筐回传通道内。
8.下层空筐自动回传系统设置在上层行李过检系统下方,并且下层空筐自动回传系统包括从安检机下方通过的多台模块化辊道输送机,可以实现多个空筐缓存,将空筐穿过安检机正下方,相互无挤压地积放输送到取筐口,供旅客重复取用。
9.上层行李过检系统和下层空筐自动回传系统之间设置有取筐口和投筐口,取筐口设置在不锈钢多工位理包台面一侧,投筐口设置在安检机后端线体末端的工作人员侧;
10.控制系统包括在上层行李过检系统的动力辊道输送机以及下层空筐自动回传系统多台模块化辊道输送机上设置的检测器件、控制卡、控制箱、操作盒,操作盒设置在系统末端,可控制下层空筐自动回传系统的启停、故障复位以及紧急停机,
11.空筐由工作人员通过投筐口逐一投入下层空筐回传系统,下层空筐回传系统将空
筐穿过安检机下方自动回传到取筐口,旅客从取筐口取用一个行李筐后,系统自动将行李空筐供应到取筐口,确保旅客可持续取筐。
12.模块化辊道输送机之间还设置有级联功能,当下游输送机发生堵包或故障停止时,上游输送机自动停止并等待,下游设备恢复运行时,上游设备自动启动。
13.进一步,动力辊道输送机下方设置有动力辊道输送机长度一致的接料盘,用于承接掉落的旅客物品,并易于从辊子之间拾取。
14.动力辊道输送机也可在辊筒之间设置填充板,用于防止细小物品掉落至下层,同时允许行李直接在辊道输送机上输送。
15.进一步,动力辊道输送机和无动力滚珠链板分别与安检机对接处下方设置有接料抽屉,便于取出该接口处掉落的异物。
16.进一步,安检机底部设置有用于将安检机抬高的支撑系统,便于下层空筐回传系统下穿通过安检机底部,并且在支撑系统上设置有万向活动脚轮。
17.进一步,安检机后端线体工作人员侧可设有火种类、电池类、刀具类、液体类等违禁品分类回收柜体;在安检机前端线体工作人员侧设置有储物柜。
18.进一步,上层行李过检系统和下层空筐自动回传系统之间除了取筐口、投筐口位置之外均设置有外饰板和踢脚板,无外露螺钉,便于维保人员单独拆开维修内部设备。
19.进一步,取筐口处设置有灯带,充分吸引旅客目光,引导旅客自行取筐,避免工作人员频繁的提醒旅客取筐。
20.进一步,动力辊道输送机与安检带式输送机同启同停。
21.进一步,每台模块化积放式辊道输送机、检测器件、控制卡和操作盒均为成熟技术产品,且控制电路通过本领域的技术人员简单的编程即可实现,属于本领域的公知常识,仅对其进行使用,不进行改造,故不再详细描述控制方式和电路连接。
22.与现有技术相比,本实用新型至少具有以下有益效果之一:
23.1.传统空筐回传系统在安检机前的主输送通道上整理行李,为串行作业模式,且旅客将行李入筐后,需由工作人员人工推送至安检机进行安检。当有多名旅客同时在整理随身行李时,后端旅客的行李需等待前端旅客整理好行李后方可送入安检机进行安检,较大影响了过检的及时性及过检效率。而本技术多工位并行理包系统包括主输送通道的动力辊道输送机以及其侧面并排设置有与动力辊道输送机长度一致的不锈钢多工位理包台面,能够实现多名旅客多工位并行理包,且不影响主输送通道上已有行李的正常传送,大大提高旅客过检效率。同时,动力辊道输送机与安检机同启同停,可实现行李筐自动向安检机输送,无需工作人员手动送入安检机,有效降低工作人员的劳动强度。
24.2. 本实用新型能够实现行李空筐的自动回传,通过下层多台模块化辊道输送机,实现多个空筐缓存,将空筐穿过安检机正下方,相互无挤压地积放输送到取筐口,供旅客重复取用。
25.3. 安检机入口段和出口段均采用无动力滚珠链板,无动力滚珠链板表面为自由滚珠,方便旅客及安检工作人员将行李省力推动滑行,且可以确保旅客小件物品不会掉落到系统内部。
26.4.设置有支撑系统,方便下层空筐回传系统设置在安检机下方,并且设置有万向活动脚轮,方便维修时将安检机和支撑系统一同拉出或推回。
27.5. 系统四侧面均设置具有易拆装结构的外饰板,无外露螺钉,便于维保人员单独拆开维修内部设备。
附图说明
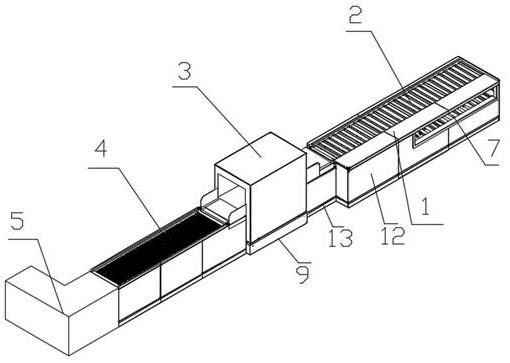
28.图1 为本实用新型旅客侧视角结构示意图。
29.图2为本实用新型工作人员侧视角结构示意图。
30.图3为实用新型侧视图。
31.图4为图3中b-b向视图。
32.图5为控制部分设置结构示意图。
33.图中, 1-不锈钢多工位理包台面; 2-动力辊道输送机 3-安检机; 4-无动力滚珠链板; 5-开包台; 6-模块化辊道输送机、7-取筐口、8-投筐口、9-支撑系统、10-储物柜、11-违禁品分类回收柜体、12-外饰板、13-踢脚板。
具体实施方式
34.如图1-5所示,为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
实施例
35.多工位并行理包空筐自动回传系统,包括上层行李过检系统、下层空筐回传系统、控制系统。
36.上层行李过检系统包括不锈钢多工位理包台面1、动力辊道输送机2、安检机3和无动力滚珠链板4,动力辊道输送机2一侧设置有与动力辊道输送机2长度一致的不锈钢多工位理包台面1,能够实现多名旅客多工位并行整理随身物品,且不影响主输送通道上已有行李的正常传送,动力辊道输送机2与安检机同启同停,可实现行李筐自动向安检机输送,动力辊道输送机2和无动力滚珠链板4分别与安检机3入口和出口对接,无动力滚珠链板4出口端设置有开包台5。
37.下层空筐回传系统设置在上层行李过检系统下方,并且下层空筐回传系统包括多台模块化辊道输送机6。
38.如图5所示,控制系统包括在上层行李过检系统的动力辊道输送机2以及下层空筐自动回传系统多台模块化辊道输送机6上设置的检测器件(光电管)、控制箱、控制卡、可控制下层空筐自动回传系统的启停、故障复位以及紧急停机的操作盒,操作盒设置在系统末端,控制箱负责给回传线供电及提供相关的控制功能,控制箱通过多芯电缆和操作盒连接,接收操作盒相关的操作指令,并给出相应的控制功能输出。控制箱引出的设备电源接入回传线的起始端辊筒控制卡,然后依次串接至回传线的末端,为各个控制卡提供电源。
39.每台设备的光电管(检测器件)以及电动辊筒接入控制进行控制,控制卡之间用以太网进行通讯,传递上下游的设备状态以及传感器的状态。从而实现下游空闲时物料向下游输送,下游故障或者下游检测到物料时停止向下游输送;
40.多工位并行理包空筐自动回传系统和安检机采用无源干接点方式进行联动,当安
检机运行时,采集安检机运行以及正转信号,将信号反馈给多工位并行理包空筐自动回传系统,多工位并行理包空筐自动回传系统接收到安检机的正转和运行信号以后,启动上层行李过检系统的动力辊道输送机2向安检机输送过检行李,当安检机停止或者反转时,上层行李过检系统的动力辊道输送机2立即停止,不会对安检机内的行李造成挤压。
41.上层行李过检系统和下层空筐回传系统之间设置有取筐口7和投筐口8,取筐口7设置在不锈钢多工位理包台面1下方,投筐口8设置在安检机3后端线体工作人员侧。
42.动力辊道输送机2下方设置有动力辊道输送机2长度一致的接料盘,用于承接掉落的旅客物品,并易于从辊子之间拾取,动力辊道输送机2和无动力滚珠链板4分别与安检机3对接处下方设置有接料抽屉,便于取出该接口处掉落的异物。
43.安检机3底部设置有用于将安检机3抬高的支撑系统9,便于多台模块化辊道输送机6从安检机下方通过,并且在支撑系统9上设置有万向活动脚轮,维修时可以将安检机和支撑组件一同拉出或推回。
44.安检机3后端线体工作人员侧设有火种类、电池类、刀具类、液体类柜体11;在安检机3前端线体工作人员侧设置有储物柜10。
45.系统四周设置有易拆结构的外饰板12和踢脚板13,确保系统整体美观且易拆装,便于维保人员单独拆开维修内部设备。
46.在安检机后端线体工作人员侧设有火种类、电池类、刀具类、液体类等违禁品分类回收柜体;在安检机前端线体工作人员侧设置有储物柜。
47.取筐口7处设置有灯带,充分吸引旅客目光,引导旅客自行取筐,避免工作人员频繁的提醒旅客取筐。
48.系统运行时,旅客在取筐口拿取空筐,在不锈钢多工位理包台面整理随身行李并装入空筐内,随即将入筐行李推送至与不锈钢多工位理包台面并行的动力辊道输送机上,动力辊道输送机与安检机同启同停,将入筐行李自动输送至安检机进行安检,经安检后的行李经由无动力滚珠链板被推行至行李提取区,空筐由工作人员收集并通过投筐口逐一投入下层空筐回传系统。需开包的行李由工作人员直接从无动力滚珠链板上拖拽至开包台。下层空筐回传系统将空筐穿过安检机下方自动回传到取筐口。旅客从取筐口取用一个行李筐后,系统自动将行李空筐供应到取筐口,确保旅客可持续取筐,且行李空筐的传送过程中不会出现挤、卡等难以取出的情况。
49.尽管这里参照本实用新型的多个解释性实施例对本实用新型进行了描述,但是,应该理解,本领域技术人员可以设计出很多其他的修改和实施方式,这些修改和实施方式将落在本技术公开的原则范围和精神之内。更具体地说,在本技术公开、附图和权利要求的范围内,可以对主题组合布局的组成部件和/或布局进行多种变型和改进。除了对组成部件和/或布局进行的变形和改进外,对于本领域技术人员来说,其他的用途也将是明显的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1