胶片手套用辅助包装机的制作方法
1.本实用新型属于胶片手套加工领域,具体地说,尤其涉及一种胶片手套用辅助包装机。
背景技术:
2.胶片手套的加工工艺如下:先将原胚(织物手套)套到手模上,然后经过加热、浸胶和烘干,再经过印花和脱模工序后完成胶片手套的制作,最后将胶片手套放入包装袋中进行打包作业。胶片手套在打包时,根据客户的包装需求和包装袋规格不同,一个包装袋中需要放入5-20副不等的手套。目前主要以人工包装为主,打包时先将手套叠放整齐,然后通过辅助工具将多副手套压紧,然后人工撑开包装袋后,将手套装入完成打包,该包装方式打包不整齐工作效率低,且工人劳动强度大,易出现数量装包错误的情况发生。
技术实现要素:
3.本实用新型要解决的技术问题是:克服现有技术的不足,提供一种胶片手套用辅助包装机,其结构简单,通过皮带输送机与相对设置的活动导向机构和固定导向机构配合,实现竖向放置的多副手套在输送过程中自动挤压,并通过后方向内侧靠拢的第二导向板辅助装袋,使打包后的手套码放整齐,打包效率大大提高。
4.所述的胶片手套用辅助包装机,包括机架,机架上设有皮带输送机,机架上沿长度方向的一侧设有固定导向机构,机架另一侧固定连接有两个以上的l型架,l型架底部设有滑轨,滑轨上滑动连接有滑块,滑块底部与活动导向机构连接,活动导向机构与固定导向机构相对配合设置,活动导向机构上远离固定导向机构的一侧设有用于调整活动导向机构与固定导向机构间距的伸缩机构。通过间距可调节的活动导向机构与固定导向机构相配合,实现不同数量的手套在输送过程中自动挤压,灵活性更高。
5.优选地,所述皮带输送机包括两个与机架转动连接的转轴,两转轴之间设有输送皮带,机架一侧设有减速齿轮箱,减速齿轮箱与其中一个转轴连接,机架底部设有电机,电机的输出端与减速齿轮箱连接。皮带输送机通过减速齿轮箱进行减速,方便手套竖向码放与运输,使每一打手套之间间隔一定距离,方便皮带输送机后方工作人员直接装袋。
6.优选地,所述机架上固定连接有支架,伸缩机构固定于支架上,伸缩机构的伸出端与活动导向机构连接。伸缩机构可以采用气缸或电动推杆,伸缩机构只有在对活动导向机构和固定导向机构的间距调整时才动作。
7.优选地,所述活动导向机构和固定导向机构均包括导向架,导向架上转动连接有多个导向轮,导向轮的轴线与皮带输送机的传动方向垂直。导向架采用铝合金制作,导向轮采用空心塑料滚轮,其质量轻又能起到很好的导向作用。
8.优选地,所述活动导向机构和固定导向机构的前端分别设有向皮带输送机外侧张开的第一导向板,活动导向机构和固定导向机构的后端分别设有向皮带输送机内侧靠拢的第二导向板。向外张开的第一导向板起到导向作用,方便排列好的多副手套放入活动导向
机构和固定导向机构的导向轮之间进行挤压;向内靠拢的第二导向板方便套袋,使多副手套整齐顺利地套入包装袋内。
9.优选地,所述l型架和伸缩机构安装于机架上靠近减速齿轮箱的一侧。这种方式可以节省车间空间,方便多组包装机并列安装。
10.与现有技术相比,本实用新型的有益效果是:
11.1、本实用新型采用皮带输送机与两个相对设置的导向机构配合,通过皮带输送机辅助手套打包输送,避免了车间内手套大量堆积,同时节省手套转运时间,工人将脱模后的手套在皮带输送机前端根据打包要求将相应数量的手套进行纵向并列叠放,两个导向机构将多副纵向并列叠放的手套进行挤压及导向输送,皮带输送机后方只需要人工套袋即可,大大提高了工作效率,降低了工人劳动强度,也使出错率大大降低;
12.2、活动导向机构与固定导向机构之间的间距可调,可根据打包手套数量不同,调节活动导向机构与固定导向机构之间的间距,以保证每一组手套在输送过程中被挤压,从而方便后续套袋及包装;
13.3、两个导向机构前端增设向外张开的第一导向板,方便多副手套整齐地进入活动导向机构和固定导向机构的导向轮之间进行挤压;两个导向机构后端增设向内靠拢的第二导向板,第二导向板向内靠拢方便套袋,从而提高了包装效率。
附图说明
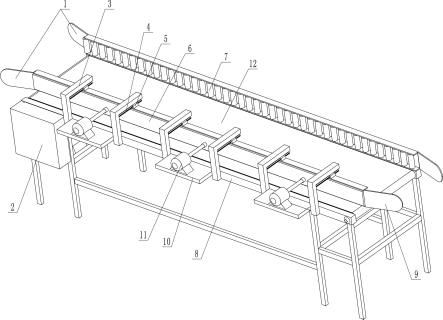
14.图1为本实用新型的结构示意图一;
15.图2为本实用新型的结构示意图二;
16.图3为图2中a部分的局部放大图;
17.图4为本实用新型的使用状态参考图。
18.图中,1、第一导向板;2、减速齿轮箱;3、l型架;4、滑轨;5、滑块;6、活动导向机构;7、固定导向机构;8、机架;9、第二导向板;10、支架;11、伸缩机构;12、皮带输送机;13、电机;14、导向轮;15、导向架;16、手套。
具体实施方式
19.下面结合附图对本实用新型作进一步说明:
20.如图1所示,所述的胶片手套用辅助包装机,包括机架8,机架8上设有皮带输送机12,机架8上沿长度方向的一侧设有固定连接的固定导向机构7,机架8另一侧固定连接有两个或多个l型架3,l型架3的数量根据皮带输送机12的长度确定,相邻两个l型架3的间距控制在50-80cm,l型架3底部设有滑轨4,滑轨4上滑动连接有滑块5,滑块5卡接在滑轨4上,滑块5底部与活动导向机构6固定,活动导向机构6底部与皮带输送机12之间存在间隙,活动导向机构6与固定导向机构7相对配合设置,活动导向机构6上远离固定导向机构7的一侧设有用于调整活动导向机构6与固定导向机构7间距的伸缩机构11;l型架3和伸缩机构11安装于机架8上靠近减速齿轮箱2的一侧。
21.通过伸缩机构11可以调节活动导向机构6与固定导向机构7之间的间距,实现多种包装规格的手套在输送过程中自动挤压,灵活性更高;且通过皮带输送机12辅助包装,在提升工作效率的同时,避免了车间内手套16堆积,占用大量空间,同时,节省手套16转运时间,
降低了工人劳动强度;l型架3和伸缩机构11安装于机架8上靠近减速齿轮箱2的一侧,可以节省车间空间,方便多组包装机并列安装。
22.如图2所示,皮带输送机12包括两个与机架8转动连接的转轴,两转轴之间设有输送皮带,机架8一侧设有减速齿轮箱2,减速齿轮箱2与其中任意一个转轴连接,机架8底部设有电机13,电机13的输出端与减速齿轮箱2连接。工作时,皮带输送机12通过减速齿轮箱2进行减速,方便手套纵向码放与运输,使每一打手套之间间隔一定距离,皮带输送机12前方的工人只负责将正确数量的手套16放入皮带输送机12,皮带输送机12后方工人只负责套袋,使出错率大大降低。
23.如图1和图3所示,机架8上固定连接有支架10,伸缩机构11固定于支架10上,伸缩机构11的伸出端与活动导向机构6连接。伸缩机构11可以选用气缸或电动推杆,且伸缩机构11只有在对活动导向机构6和固定导向机构7的间距调整时才动作。
24.活动导向机构6和固定导向机构7均包括导向架15,导向架15采用铝合金制作,其强度高且质量轻;导向架15上转动连接有多个导向轮14,导向轮14的轴线与皮带输送机12的传动方向垂直,导向轮14采用空心塑料滚轮,在保证较轻质量的同时又能起到很好的导向作用。活动导向机构6和固定导向机构7均采用轻质材料制作,降低了l型架3和滑轨4的吊装压力。
25.如图1和图2所示,活动导向机构6和固定导向机构7的前端分别设有向皮带输送机12外侧张开的第一导向板1,活动导向机构6和固定导向机构7的后端分别设有向皮带输送机12内侧靠拢的第二导向板9。向外张开的第一导向板1起到导向作用,方便并列排放的多副手套16进入活动导向机构6和固定导向机构7的导向轮之间进行挤压;向内靠拢的第二导向板9方便套袋,使多副手套16能整齐顺利地套入包装袋内。
26.如图4所示,本实用新型在使用时,第一导向板1下方根据需要安装工作台;根据包装袋内需要放入手套16的数量调整活动导向机构6和固定导向机构7的间距,调整时,启动伸缩机构11,伸缩机构11带动活动导向机构6移动,直到活动导向机构6和固定导向机构7的间距达到要求,伸缩机构11停止并锁定。
27.打包时,启动电机13,电机13带动输送皮带转动,工人将多副手套16并列排放,即手套16手掌部位与导向轮14相对,多副手套16经第一导向板1导向,并在皮带输送机12的前进作用下,进入活动导向机构6和固定导向机构7之间进行挤压,经皮带输送机12和导向机构的导向输送,进入皮带输送机12后方,工人将包装袋套在两个第二导向板9上,第二导向板9将包装袋撑开,使多副手套16可以顺利装入包装袋中,完成打包作业。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1