片状物料输送系统及加工设备的制作方法
1.本技术涉及片状物料输送及加工技术领域,尤其涉及一种片状物料输送系统及加工设备。
背景技术:
2.多层pcb板以其设计灵活、稳定可靠的电气性能和优越的经济性能,现已广泛应用于电子产品的生产制造中。在多层pcb板的生产过程中,为了降低钻孔加工成本和提高加工效率,一般需要将pcb板叠到一定的厚度进行钻孔加工。另外对于pcb板的钻孔加工前处理,需要先将铝板、多层pcb板和纸垫板进行叠加,其中铝板位于上方,纸垫板位于下方,例如在对多层pcb板进行钻孔加工时,增设铝板可以起到定位、散热、防止钻头打滑、抑制pcb板在钻孔过程中产生毛刺等作用,增设纸垫板能够降低钻头钻到工作台面的风险。
3.在现有技术中的pcb钻孔加工前处理和后处理的输送系统中,铝片、多层pcb叠板、纸垫板一般是通过2-3根销钉进行pcb板的叠板定位,然后用美纹胶对叠板的板边进行粘贴固定,该方式工序繁多,在自动化生产线需配套上pin机、下pin机、贴胶机、解胶机等,导致pcb板的输送效率较低。
技术实现要素:
4.本技术提供了一种片状物料输送系统及加工设备,能够实现片状物料加工前处理及后处理的自动化,提高了多层片状物料在叠加和拍板定位时的效率。
5.第一方面,本技术提供一种片状物料输送系统,包括堆叠设备,所述堆叠设备包括堆叠装置和定位装置;
6.所述堆叠装置与所述定位装置相邻设置,所述堆叠装置能够堆叠所述片状物料,并能够将堆叠后形成的多层片状物料输送至所述定位装置;
7.所述定位装置包括第一抵推组件、第二抵推组件、第一阻挡组件和第二阻挡件,所述第一抵推组件能够沿第一方向运动,以使所述多层片状物料沿所述第一方向的侧边能够被夹在所述第一抵推组件和所述第一阻挡组件之间,所述第二抵推组件能够沿第二方向运动,以使所述多层片状物料沿所述第二方向的侧边能够被夹在所述第二抵推组件和所述第二阻挡件之间。
8.在一种可能的设计中,当所述多层片状物料被夹在所述第一抵推组件与所述第一阻挡组件之间及所述第二抵推组件与所述第二阻挡件之间时,所述多层片状物料的各个侧边均对齐;
9.所述堆叠设备还包括与所述定位装置相邻设置的下料接收装置,其中,所述第一阻挡组件能够升降,以使所述第一抵推组件能够抵推所述多层片状物料沿所述第一方向运动至所述下料接收装置。
10.在一种可能的设计中,所述第一抵推组件包括第一驱动件和第一抵推件,所述第一阻挡组件包括第二驱动件和第一阻挡件,所述第一驱动件能够驱动所述第一抵推件沿所
述第一方向运动,所述第二驱动件能够驱动所述第一阻挡件升降,以使所述多层片状物料沿所述第一方向的侧边能够被夹在所述第一抵推件与所述第一阻挡件之间。
11.在一种可能的设计中,所述第一抵推件设置有第一安装部和多个沿所述第二方向间隔且并排设置的第一抵推部,所述第一安装部与所述第一驱动件连接,所述第一抵推部的一端与所述第一安装部连接;
12.所述第一阻挡件设置有第二安装部和多个沿所述第二方向间隔且并排设置的阻挡部,所述阻挡部的一端与所述第二安装部连接,所述第二安装部与所述第二驱动件连接;
13.其中,所述第一抵推部和所述阻挡部能够分别与所述多层片状物料沿所述第一方向相对的两个侧边抵接。
14.在一种可能的设计中,所述第二抵推组件包括第三驱动件和第二抵推件,所述第三驱动件能够驱动所述第二抵推件沿所述第二方向运动,以使所述多层片状物料沿所述第二方向的侧边能够被夹在所述第二抵推件与所述第二阻挡件之间。
15.在一种可能的设计中,所述第二抵推件包括驱动部和第二抵推部,所述驱动部与所述第三驱动件连接,所述驱动部能够驱动所述第二抵推部升降,所述第二抵推部用于与所述多层片状物料沿所述第二方向远离所述第二阻挡件的一个侧边抵接。
16.在一种可能的设计中,所述第二抵推组件还包括滑块和安装块,所述第三驱动件与所述安装块连接,所述滑块和所述第二抵推件均安装于所述安装块,所述定位装置还包括沿所述第二方向延伸的轨道,所述滑块与所述轨道滑动配合。
17.在一种可能的设计中,所述定位装置设置有第一承载区,用于承载所述多层片状物料;
18.所述片状物料输送系统还包括储料箱,所述下料接收装置包括第一升降组件和第二承载板,所述储料箱能够放置于所述第二承载板,所述第一升降组件能够驱动所述第二承载板升降,以使所述储料箱的下料位与所述第一承载区对齐,所述第一抵推组件能够抵推所述多层片状物料运动至所述储料箱。在一种可能的设计中,所述第二阻挡件包括挡块,所述挡块设置有与所述第二方向垂直的抵接面,所述抵接面用于与所述多层片状物料沿第二方向的一个侧边抵接。
19.在一种可能的设计中,所述第二阻挡件包括多个沿所述第一方向间隔设置的所述挡块。
20.在一种可能的设计中,所述定位装置设置有第一承载区,用于承载所述多层片状物料;
21.所述第一承载区设置有多个第一安装座和多个第一滚珠,所述第一滚珠滚动设置于所述第一安装座,所述第一安装座能够通过所述第一滚珠支撑所述多层片状物料。
22.在一种可能的设计中,所述堆叠装置包括:
23.第一输送机构,用于输送所述片状物料,并能够将所述片状物料输送至所述定位装置,沿所述第一输送机构的输送方向,所述第一输送机构设置有多个上料位;
24.多个上料机构,每个所述上料位均对应设置有所述上料机构;
25.多个供料机构,每个所述上料机构均对应设置有所述供料机构,所述片状物料能够放置于所述供料机构;
26.其中,所述上料机构能够将对应的所述供料机构处的所述片状物料移动至所述上
料位,并能够将所述供料机构处的所述片状物料叠放于对应所述上料位的所述片状物料上。
27.在一种可能的设计中,每个所述上料位均设置有限位组件,所述限位组件能够升降,以使所述限位组件能够限制所述片状物料沿所述第一输送机构的输送方向运动。
28.在一种可能的设计中,所述片状物料输送系统还包括分离设备,所述分离设备包括:
29.第二输送机构,所述多层片状物料能够放置于所述第二输送机构,所述第二输送机构能够输送所述多层片状物料,沿所述第二输送机构的输送方向,所述第二输送机构设置有多个下料位;
30.多个下料机构,与多个所述下料位对应设置;
31.多个收料机构,与多个所述下料机构对应设置,当所述多层片状物料被输送至所述下料位时,对应的所述下料机构能够将所述多层片状物料的其中一层移动至对应的所述收料机构。
32.在一种可能的设计中,所述分离设备还包括储料装置和取料装置,所述取料装置位于所述第二输送机构的上料侧,所述多层片状物料能够存放于所述储料装置,所述取料装置设置有第二承载区、取料组件和第三抵推组件,所述取料组件能够靠近或远离所述储料装置,以使所述取料组件能够将所述多层片状物料从所述储料装置移动至所述第二承载区,所述第三抵推组件能够靠近或远离所述第二输送机构,以使所述第三抵推组件能够抵推所述多层片状物料运动至所述第二输送机构。
33.在一种可能的设计中,所述片状物料输送系统还包括储料箱,所述储料装置包括第二升降组件,所述第二升降组件能够驱动所述储料箱升降,以使所述储料箱的下料位与所述第二承载区对齐;
34.所述取料组件包括第四驱动件、支撑板和抵接板,所述抵接板的一端安装于所述支撑板的支撑面;
35.在所述储料箱升降的过程中,所述第四驱动件能够驱动所述支撑板和所述抵接板伸入所述储料箱内,所述抵接板能够与所述多层片状物料远离所述第二承载区的一侧抵接,所述支撑板能够支撑所述多层片状物料。
36.第二方面,本技术还提供给一种加工设备,包括:
37.片状物料输送系统,所述片状物料输送系统为以上所述的片状物料输送系统;
38.加工系统,所述片状物料输送系统能够将所述多层片状物料输送至所述加工系统,所述加工系统能够对所述多层片状物料进行加工。
39.本技术的有益效果包括:
40.本技术提供的片状物料输送系统及加工设备,实现了片状物料在堆叠和分离的自动化,该输送系统简化了现有输送系统的工序流程,提高了多层片状物料在板件叠加和分离的运输效率。堆叠装置能够堆叠片状物料,并将片状物料输送至定位装置,定位装置能够对多层片状物料进行拍板定位实现了片状物料堆叠及拍板定位的自动化;即本技术提供的方案,简化了片状物料加工的前处理及后处理的工序步骤。目前在对多层板进行堆叠后,只需要对多层板的侧边进行拍板定位,使多层板的侧边对齐;在拍板定位后,即可将多层板输送至下一工位。相对于现有技术的输送系统及加工设备,本方案简化了工序流程,同时大大
提高了片状物料的前处理和后处理的输送效率。
41.应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本技术。
附图说明
42.图1为本技术所提供堆叠设备在一种具体实施例中的结构示意图;
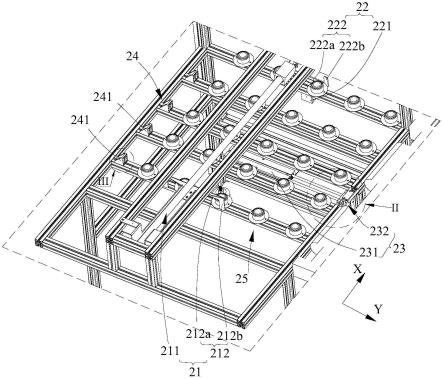
43.图2为图1中i处的放大图;
44.图3为图2中ii处的放大图;
45.图4为图2中iii处的放大图;
46.图5为本技术所提供的堆叠设备在一种具体实施例中另一视角的结构示意图;
47.图6为图5中iv处的放大图;
48.图7为图1中上料机构和供料机构在一种具体实施例中的结构示意图;
49.图8为图1中下料接收装置在一种具体实施例中的结构示意图;
50.图9为本技术所提供分离设备在一种具体实施例中的结构示意图;
51.图10为图9中v处的放大图;
52.图11为图10中vi处的放大图;
53.图12为图9中下料机构和收料机构在一种具体实施例中的结构示意图;
54.图13为图9中储料装置在一种具体实施例中的结构示意图。附图标记:
55.100-堆叠设备;
56.1-堆叠装置;
57.11-第一输送机构;
58.12-上料机构;
59.121-第一抓取组件;
60.122-第一水平移动件;
61.123-第一升降气缸;
62.13-供料机构;
63.131-第二升降气缸;
64.132-第一承载板;
65.14-限位组件;
66.141-限位件;
67.142-第五驱动件;2-定位装置;
68.21-第一抵推组件;
69.211-第一驱动件;
70.212-第一抵推件;
71.212a-第一安装部;
72.212b-第一抵推部;22-第一阻挡组件;
73.221-第二驱动件;
74.222-第一阻挡件;
75.222a-第二安装部;
76.222b-阻挡部;
77.23-第二抵推组件;
78.231-第三驱动件;
79.232-第二抵推件;
80.232a-驱动部;
81.232b-第二抵推部;
82.233-滑块;
83.234-安装块;
84.24-第二阻挡件;
85.241-挡块;
86.241a-抵接面;
87.25-第一承载区;
88.26-轨道;
89.27-第一安装座;
90.28-第一滚珠;3-下料接收装置;
91.31-第一升降组件;
92.32-第二承载板;200-分离设备;
93.4-第二输送机构;5-下料机构;
94.51-第二抓取组件;
95.52-第二水平移动件;
96.53-第三升降气缸;
97.6-收料机构;
98.61-第四升降气缸;
99.62-第三承载板;7-储料装置;
100.71-第二升降组件;
101.8-取料装置;
102.81-第二承载区;
103.82-第三抵推组件;
104.821-第三抵推件;
105.822-第六驱动件;
106.83-取料组件;
107.831-抵接板;
108.832-支撑板;
109.833-第四驱动件;
110.84-第二安装座;
111.85-第二滚珠;
112.9-储料箱。
113.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。
具体实施方式
114.为了更好的理解本技术的技术方案,下面结合附图对本技术实施例进行详细描述。
115.应当明确,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本技术保护的范围。
116.在本技术实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。
117.应当理解,本文中使用的术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
118.需要注意的是,本技术实施例所描述的“上”、“下”、“左”、“右”等方位词是以附图所示的角度来进行描述的,不应理解为对本技术实施例的限定。此外,在上下文中,还需要理解的是,当提到一个元件连接在另一个元件“上”或者“下”时,其不仅能够直接连接在另一个元件“上”或者“下”,也可以通过中间元件间接连接在另一个元件“上”或者“下”。
119.本技术实施例提供一种片状物料输送系统,能够对pcb(printed circuit board,印制电路板)板、玻璃板、显示屏等片状物料进行加工,例如在多层pcb板的生产过程中,该种片状物料输送系统能够将纸垫板、pcb板和铝板进行堆叠,使纸垫板、pcb板和铝板组成多层板,其中纸垫板位于pcb板的下方,铝板位于pcb板上方,纸垫板和铝板之间的pcb板可以为一个或多个,当多层板在钻孔加工时,由于铝板位于pcb板上方,钻头先接触铝板,且铝板硬度较软,故铝板可以起到定位、散热、防止钻头打滑、抑制pcb板在钻孔过程中产生毛刺等作用;由于纸垫板位于pcb板和钻机工作台之间,具有一定厚度,且钻头切削刃具有一定角度的尖角,在保证pcb板钻穿的前提下,为了防止钻头下钻后,钻头前端损伤钻机工作台,采用一定厚度的纸垫板进行缓冲,故纸垫板能够降低钻头钻到工作台面的风险。
120.如图1-4所示,该种片状物料输送系统包括堆叠设备100,堆叠设备100包括堆叠装置1和定位装置2,堆叠装置1与定位装置2相邻设置,堆叠装置1能够堆叠片状物料,并能够将堆叠后形成的多层片状物料输送至定位装置2;定位装置2包括第一抵推组件21、第二抵推组件23、第一阻挡组件22和第二阻挡件24,第一抵推组件21能够沿第一方向x运动,以使多层片状物料沿第一方向x的侧边能够被夹在第一抵推组件21和第一阻挡组件22之间,也即,第一抵推组件21沿第一方向x运动,能够使多层片状物料沿第一方向x的侧边被夹在第一抵推组件21和第一阻挡组件22之间;第二抵推组件23能够沿第二方向y运动,以使多层片状物料沿第二方向y的侧边能够被夹在第二抵推组件23和第二阻挡件24之间,也即,第二抵推组件23沿第二方向y运动,能够使多层片状物料沿第二方向y的侧边被夹在第二抵推组件23和第二阻挡件24之间。
121.本实施例中,堆叠装置1能够堆叠片状物料,并将片状物料输送至定位装置2,定位装置2能够对多层片状物料的侧边进行拍板定位,实现了片状物料堆叠及拍板定位的自动化,有利于提高片状物料的生产效率。
122.其中,沿垂直于片状物料的方向,第一抵推组件21的投影可以与第一阻挡组件22
的投影沿第一方向x相对设置。
123.此外,第一方向x与第二方向y可以垂直。
124.进一步地,堆叠设备100还包括与定位装置2相邻的下料接收装置3,该定位装置2还可以配置为:当多层片状物料被夹在第一抵推组件21与第一阻挡组件22之间及第二抵推组件23与第二阻挡件24之间时,多层片状物料的各个侧边均对齐;其中,第一阻挡组件22能够升降,以使第一抵推组件21能够抵推多层片状物料沿第一方向x运动至下料接收装置3。
125.在片状物料堆叠过程中,由于堆叠装置1在多次运行时存在误差等因素,可能导致互相堆叠的相邻片状物料之间存在片状物料的侧边没有对齐的情况,因此,当多层片状物料被输送至定位装置2后,定位装置2会使堆叠的相邻片状物料的各个侧边均对齐;而且定位装置2中,第一抵推组件21和第一阻挡组件22不仅仅能够对多层片状物料沿第一方向x的侧边进行拍板定位,且第一抵推组件21还能够将拍板定位后的多层片状物料推动至下料接收装置3上的储料箱9,同时该储料箱9可在堆叠设备100和分离设备200中适配使用,进而实现了多层片状物料的中转储存及中转运输。具体地,如图2所示,第一抵推组件21包括第一驱动件211和第一抵推件212,第一阻挡组件22包括第二驱动件221和第一阻挡件222,第一驱动件211能够驱动第一抵推件212沿第一方向x运动,第二驱动件221能够驱动第一阻挡件222升降,以使多层片状物料沿第一方向x的侧边能够被夹在第一抵推件212与第一阻挡件222之间。
126.更具体地,第一抵推件212设置有第一安装部212a和多个沿第二方向y间隔且并排设置的第一抵推部212b,第一安装部212a与第一驱动件211连接,第一抵推部212b的一端与第一安装部212a连接;第一阻挡件222设置有第二安装部222a和多个沿第二方向y间隔且并排设置的阻挡部222b,阻挡部222b的一端与第二安装部222a连接,第二安装部222a与第二驱动件221连接;其中,第一抵推部212b和阻挡部222b能够分别与多层片状物料沿第一方向x相对的两个侧边抵接。
127.例如当第一驱动件211为气缸时,第一安装部212a与气缸的活塞杆连接,使得气缸能够驱动由第一安装部212a和多个第一抵推部212b组成的第一抵推件212沿第一方向x运动。
128.当第一抵推件212和第一阻挡件222对多层物料沿第一方向x的侧边进行拍板定位时,具体是多个第一抵推部212b与多个阻挡部222b与多层物料沿第一方向x的侧边抵接。
129.本实施例中,第一抵推件212由第一安装部212a和多个第一抵推部212b组成,第一阻挡件222由第二安装部222a和多个阻挡部222b组成,结构简单。
130.其中,多个第一抵推部212b与第一安装部212a可以一体成型,也可以是焊接、粘接等;多个阻挡部222b与第二安装部222a可以一体成型,也可以是焊接、粘接等。
131.在一种具体实施例中,如图2所示,第二抵推组件23包括第三驱动件231和第二抵推件232,第三驱动件231能够驱动第二抵推件232沿第二方向y运动,以使多层片状物料沿第二方向y的侧边能够被夹在第二抵推件232与第二阻挡件24之间。
132.具体地,如图3所示,第二抵推件232包括驱动部232a和第二抵推部232b,驱动部232a与第三驱动件231连接,驱动部232a能够驱动第二抵推部232b升降,第二抵推部232b用于与多层片状物料沿第二方向y远离第二阻挡件24的一个侧边抵接。
133.更具体地,第二抵推组件23还包括滑块233和安装块234,第三驱动件231与安装块
234连接,滑块233和第二抵推件232均安装于安装块234,定位装置2还包括沿第二方向y延伸的轨道26,滑块233与轨道26滑动配合。
134.在第三驱动件231驱动安装块234沿第二方向y运动的过程中,安装块234带动滑块233沿轨道26滑动,且安装块234带动第二抵推件232沿第二方向y运动,进而提高了第二抵推件232沿第二方向y的运动稳定性。
135.在一种具体实施例中,如图4所示,第二阻挡件24包括挡块241,挡块241设置有与第二方向y垂直的抵接面241a,抵接面241a用于与多层片状物料沿第二方向y的一个侧边抵接。挡块241可以起到防止多层片状物料从定位装置2上脱离,而且还可以与第二抵推组件23配合,以对多层片状物料的侧边进行拍板定位。
136.具体地,第二阻挡件24包括多个沿第一方向x间隔设置的挡块241,结构简单,便于制作。
137.在一种具体实施例中,如图5所示,堆叠装置1包括第一输送机构11、多个上料机构12和多个供料机构13,第一输送机构11用于输送片状物料,并能够将片状物料输送至定位装置2,沿片状物料的输送方向,第一输送机构11设置有多个上料位,每个上料位均对应设置有上料机构12,每个上料机构12均对应设置有供料机构13,片状物料能够放置于供料机构13;其中,上料机构12能够将对应的供料机构13处的片状物料移动至上料位,并能够将供料机构13处的片状物料叠放于对应上料位的片状物料上。
138.当需要对片状物料进行堆叠时,位于起始位置的上料机构12将对应的供料机构13处的片状物料移动至起始位置的上料位,然后第一输送机构11将片状物料输送至下一个上料位,此时,下一个上料位对应的上料机构12将对应的供料机构13处的片状物料叠放于此上料位的片状物料上,以形成两层片状物料,接着第一输送机构11继续输送两层片状物料至再下一个上料位,再下一个上料位的上料机构12动作,以此类推,逐渐将多个片状物料堆叠起来,形成多层片状物料。
139.具体地,第一输送机构11可以为输送带式的输送机构。在其他实施例中,第一输送机构11具体还可以由输送辊和驱动电机组成。本实施例对第一输送机构11的具体组成零件不做限定。
140.其中,上料机构12可为可升降带吸盘的机械手和直线模组或同步带驱动装置等;供料机构13可为可升降的带托盘的电机装置。
141.如图7所示,上料机构12可以包括第一抓取组件121、第一水平移动件122和第一升降气缸123,第一升降气缸123能够驱动第一抓取组件121升降,第一水平移动件122可以驱动第一升降气缸123水平移动,进而带动第一抓取组件121水平移动。第一抓取组件121可以为吸盘组件或其他可以抓取物料的机构。第一水平移动件122可以为水平移动电缸、直线丝杆模组、同步带电机输送机构等具有直线移动的机构。
142.供料机构13可以包括第二升降气缸131和第一承载板132,片状物料能够放置于第一承载板132,第二升降气缸131能够驱动第一承载板132升降。其中,供料机构包括容纳空间,可以通过运输车将片状物料运输至容纳空间内,并将片状物料放置于第一承载板132上。运输车具体可以是agv(automated guided vehicle)小车等。
143.具体地,第一输送机构11能够沿第二方向y输送片状物料,在第一输送机构11沿第二方向y输送多层片状物料的过程中,驱动部232a驱动第二抵推部232b下降,避免第二抵推
部232b与多层片状物料产生干涉,而影响多层片状物料移动至定位装置2上;当多层片状物料沿第二方向y被输送至定位装置2上时,由于第二阻挡件24位于远离第一输送机构11的一侧,使得多层片状物料在脱离第一输送机构11后,在惯性力的作用下,会在远离第一输送机构11的方向继续滑移一段距离,使得多层片状物料靠近第一输送机构11一侧的板边越过第二抵推部232b;然后,驱动部232a驱动第二抵推部232b上升,第三驱动件231驱动第二抵推件232靠近第二阻挡件24,使得多层片状物料被夹在第二抵推件232与第二阻挡件24之间。
144.在一种具体实施例中,定位装置2设置有第一承载区25,用于承载多层片状物料;第一承载区25设置有多个第一安装座27和多个第一滚珠28,第一滚珠28滚动设置于第一安装座27,第一安装座27能够通过第一滚珠28支撑多层片状物料。
145.在第一输送机构11将多层片状物料输送至第一承载区25的过程中,多层片状物料的底面与多个第一安装座27上的第一滚珠28接触,由于第一滚珠28滚动设置于第一安装座27,使得多层片状物料与第一滚珠28之间为滚动摩擦,摩擦力较小,便于多层片状物料从第一输送机构11运动至第一承载区25;而且在第一抵推件212抵推多层片状物料时,由于多层片状物料与第一滚珠28之间为滚动摩擦,便于将多层片状物料抵推至下料接收装置3。
146.此外,本实施例中,第一承载区25也可为皮带、同步带、辊筒输送结构。
147.更具体地,第一驱动件211、第三驱动件231可为气缸、液压缸、同步带、皮带等具有使物料直线运动的机构;第二驱动件221、驱动部232a可以为气缸、液压缸等机构。本实施例中,第一驱动件211为磁偶无杆气缸,其包括缸体和缸筒,缸体沿着第一方向x延伸,第一抵推件212与缸筒连接。第二驱动件221为有杆气缸,第一阻挡件222与有杆气缸的活塞杆连接。第三驱动件231为有杆气缸,第二抵推件232与有杆气缸的活塞杆连接。驱动部232a为有杆气缸,有杆气缸的缸体与安装块234连接,有杆气缸的活塞杆与第二抵推部232b连接。
148.其中,如图6所示,每个上料位均设置有限位组件14,限位组件14能够升降,以使限位组件14能够限制片状物料沿第一输送机构11的输送方向运动,即限位组件14可以使得片状物料停止在上料位。
149.具体地,限位组件14包括第五驱动件142和限位件141,第五驱动件142能够驱动限位件141升降。
150.在一种具体实施例中,如图8所示,下料接收装置3包括第一升降组件31和第二承载板32,下料接收装置3的储料箱9能够放置于第二承载板32,储料箱9设置有物料出入口,第一升降组件31能够驱动第二承载板32升降,以带动储料箱9升降,使得物料出入口朝向第一承载区25,第一抵推组件21能够推动多层片状物料从物料出入口进入储料箱9内。第一升降组件31具体可以是电机、螺母丝杠、液压升降起重机构等。
151.在一种具体实施例中,以pcb板叠板工艺为例,由于纸垫板位于pcb叠板的底层,pcb板需堆叠多层进行pcb板钻孔加工前处理,铝片位于pcb叠板的顶层,所以起始位置的供料机构13可放置纸垫板,中间位置的供料机构13,可放置待加工的pcb板,靠近定位装置2的供料机构13可放置铝片。另外为考虑自动线的节拍问题,位于中间堆叠pcb板的机构也可在相邻位置再增加若干上料机构12、供料机构13;此外,堆叠pcb板的机构也可为两侧供料,中间设置两个机械手同步进行抓取操作的机构,即在上料机构12的两侧,相对地设置两个供料机构13。该方式可以根据pcb板的堆叠层数,选择对应数量的上料机构12和供料机构13工作,保证堆叠装置1的节拍最大化,而且其余上料机构12和供料机构13可以处于待机状态,
节约能源损耗。
152.具体地,pcb板叠板工艺的工作过程为:起始位置的上料机构12将纸垫板移动至起始位置的上料位,具体可以是第二升降气缸131驱动第一承载板132上升,第一承载板132带动纸垫板上升,第一升降气缸123驱动第一抓取组件121下降,第一抓取组件121抓取纸垫板,然后第一升降气缸123驱动第一抓取组件121上升,第一水平移动件122将第一升降气缸123从第一承载板132上方移动至起始位置上料位的上方,第一升降气缸123驱动第一抓取组件121下降,第一抓取组件121将纸垫板放置于起始位置上料位;然后第一输送机构11输送纸垫板至中间位置的上料位,中间位置的上料机构12可以将pcb板叠放于纸垫板上,其中pcb板可以叠放一层或多层,上料机构12的具体工作过程可以参考上述起始位置上料机构12工作过程的描述,此处不再赘述;然后第一输送机构11再将处于叠放状态的纸垫板和pcb板输送至靠近定位装置2的上料位,此处的上料机构12将铝板叠放于pcb板上方,完成纸垫板、pcb板和铝板的叠板操作。
153.然后第一输送机构11沿第二方向y将多层板件输送至定位装置2的第一承载区25,驱动部232a驱动第二抵推部232b升起,第三驱动件231驱动第二抵推件232沿第二方向y靠近第二阻挡件24,同时第二驱动件221驱动第一阻挡件222升起,第一驱动件211驱动第一抵推件212沿第一方向x靠近第一阻挡件222,使得多层板件沿第二方向y的两个侧边被夹在第二抵推部232b与第二阻挡件24之间,多层板件沿第一方向x的两个侧边被夹在第一抵推件212与第一阻挡件222之间,进而使得多层板件的各个侧边均对齐,完成多层板件的拍板定位;然后,第二驱动件221驱动第一阻挡件222下降,第一驱动件211驱动第一抵推件212运动,第一抵推件212沿第一方向x将多层板件推至下料接收装置3的储料箱9中。
154.在一种具体实施例中,该种片状物料输送系统还包括分离设备200,在片状物料被堆叠设备100堆叠后,多层片状物料可以被移动至钻机等加工设备中以进行加工,加工后的多层片状物料可以放置于分离设备200中,分离设备200可以将多层片状物料逐层拆分为单层片状物料。
155.如图9所示,该种分离设备200包括第二输送机构4、多个下料机构5和多个收料机构6,多层片状物料能够放置于第二输送机构4,第二输送机构4能够输送多层片状物料,沿多层片状物料的输送方向,第二输送机构4设置有多个下料位,每个下料位均对应设置有下料机构5,每个下料机构5处均对应设置有收料机构6,当多层片状物料被输送至下料位时,对应的下料机构5能够将多层片状物料的其中一层移动至对应的收料机构6,以将多层片状物料逐层放置于多个收料机构6中,完成多层片状物料的分离。
156.本实施例中,分离设备200设置有多个下料机构5,可以根据需要分离的多层片状物料的层数,选择对应的下料机构5工作,保证分离设备200的节拍最大化,而且其余下料机构5可以处于待机状态,节约能源损耗。
157.具体地,第二输送机构4可以是输送带式的输送机构。在其他实施例中,第二输送机构4具体还可以由输送辊和驱动电机组成。本实施例对第二输送机构4的具体组成零件不做限定。
158.如图12所示,下料机构5可以包括第二抓取组件51、第二水平移动件52和第三升降气缸53,第三升降气缸53能够驱动第二抓取组件51升降,第二水平移动件52可以驱动第三升降气缸53水平移动,进而带动第二抓取组件51水平移动。第二抓取组件51可以为吸盘组
件或其他可以抓取物料的机构。第二水平移动件52可以为水平移动电缸、直线丝杆模组、同步带电机输送机构等具有直线移动的机构。
159.收料机构6可以包括第四升降气缸61和第三承载板62,片状物料能够放置于第三承载板62,第四升降气缸61能够驱动第三承载板62升降。
160.在一种具体实施例中,如图10-11所示,分离设备200还包括储料装置7和取料装置8,储料装置7位于第二输送机构4的上料侧,多层片状物料能够存放于储料装置7,取料装置8设置有第二承载区81、取料组件83和第三抵推组件82,取料组件83能够靠近或远离储料装置7,以使取料组件83能够将多层片状物料从储料装置7移动至第二承载区81,第三抵推组件82能够靠近或远离第二输送机构4,以使第三抵推组件82能够抵推多层片状物料运动至第二输送机构4。
161.第三抵推组件82包括第三抵推件821和第六驱动件822,第六驱动件822能够驱动第三抵推件821靠近或远离第二输送机构4。
162.取料装置8还包括多个第二安装座84和多个第二滚珠85,多个第二安装座84间隔设置于第二承载区81,第二滚珠85滚动设置于第二安装座84,第二安装座84能够通过第二滚珠85支撑多层片状物料。
163.在取料组件83将多层片状物料移动至第二承载区81的过程中,多层片状物料的底面与多个第二安装座84上的第二滚珠85接触,由于第二滚珠85滚动设置于第二安装座84,使得多层片状物料与第二滚珠85之间为滚动摩擦,摩擦力较小,便于多层片状物料从储料装置7运动至第二承载区81;而且在第三抵推件821抵推多层片状物料时,由于多层片状物料与第二滚珠85之间为滚动摩擦,便于将多层片状物料抵推至第二输送机构4。
164.具体地,如图13所示,储料装置7包括第二升降组件71,第二升降组件71能够驱动片状物料输送系统中的储料箱9升降,以使储料箱9的下料位与第二承载区81对齐;取料组件83包括第四驱动件833、支撑板832和抵接板831,抵接板831的一端安装于支撑板832的支撑面;在储料箱9升降的过程中,第四驱动件833能够驱动支撑板832和抵接板831伸入储料箱9内,抵接板831能够与多层片状物料远离第二承载区81的一侧抵接,支撑板832能够支撑多层片状物料。在抵接板831和支撑板832复位的过程中,抵接板831能够将多层片状物料从储料箱9内拉动至第二承载区81。
165.在一种具体实施例中,以pcb板分板工艺为例,分离设备的工作过程为:取料装置8的取料组件83从储料装置7的储料箱9中将多层板件移动至第二承载区81;第三抵推组件82将位于第二承载区81的多层板件抵推至第二输送机构4;第二输送机构4将多层板输送至起始位置的下料位,起始位置的下料机构5将铝板移动至收料机构6中,具体可以是第三升降气缸53驱动第二抓取组件51下降,第二抓取组件51抓取铝板,第二水平移动件52将第三升降气缸53从下料位的上方移动至第三承载板62上方;第三升降气缸53驱动第二抓取组件51下降,第二抓取组件51将铝板放置于第三承载板62;然后第二输送机构4将叠放的pcb板和纸垫板输送至中间位置的下料位,中间位置的下料机构5将pcb板移动至中间位置的收料机构6中;第二输送机构4再将剩余的pcb板和纸垫板向后输送,直至将pcb板逐层移动至对应的收料机构6中;最后第二输送机构4将纸垫板输送至与第二输送机构4的下料端相邻的收料箱中。
166.按照上述步骤逐层对多层板件进行分离。此过程中,可以通过人工的方式将板件
从第三承载板62上取走,或通过运输车将第三承载板62上的片状物料取走。运输车具体可以是agv(automated guided vehicle)小车等。
167.本技术另一方面还提供一种加工设备,包括片状物料输送系统和加工系统,片状物料输送系统为以上任一实施例所述的片状物料输送系统;片状物料输送系统能够将多层片状物料输送至加工系统,加工系统能够对多层片状物料进行加工。加工系统具体可以是钻机等,片状物料输送系统中的运输车可以将储存有多层片状物料的储料箱9运送至加工系统,加工系统将储料箱9中的多层片状物料取出,并进行钻孔等加工。
168.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1