一种智能线边芯片仓储系统的制作方法
1.本实用新型涉及线边库技术领域,具体为一种智能线边芯片仓储系统。
背景技术:
2.线边库通常是指用线边芯片控制的暂存库,是生产企业的物流仓库包含了常规仓库和生产线边上的暂存库,线边仓通常为方便产线生产的通用性物料存放点。
3.如申请号:cn201922097082.7,本实用新型公开了一种线边自动化立体仓库,包括:箱体,所述箱体的一侧表面铰接有开关门,所述箱体的内底壁设置有货架,两个所述货架以箱体的轴线为对称中心呈对称分布。本实用新型解决了现有的堆垛起重机在将物品放置在货架上的过程中,因堆垛起重机插板的伸缩移动,进而易导致物品从货架上掉落,对物品造成损坏的技术问题。
4.类似于上述申请的线边自动化立体仓库目前还存在以下不足:目前大多数公司生产车间的产品或者配件都是由周转箱来存放,当需要存入仓库,或者从仓库取出物料时,需要人工去找料,再由人工进行存放,或取出,浪费人力,且效率底。
5.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提出一种智能线边芯片仓储系统,以期达到更具有更加实用价值性的目的。
技术实现要素:
6.本实用新型的目的在于提供一种智能线边芯片仓储系统,以解决上述背景技术中提出的问题。
7.为实现上述目的,本实用新型提供如下技术方案:包括仓储库和堆料组件,所述仓储库底部一体式固定安装有底板,用于物料堆叠码放的所述堆料组件等间距分布于底板顶部,所述堆料组件包括货架、螺栓、气缸、托板和货箱,所述货架底部螺纹连接有螺栓,且货架通过螺栓固定安装于底板顶部两侧,所述货架内部底端设置有气缸,且气缸顶部输出端固定连接有托板,所述托板顶部端面贴附设置有货箱。
8.进一步的,所述堆料组件还包括转辊,所述货架中部纵向等间距分布有转辊,且转辊通过中部轴承与货架旋转连接。
9.进一步的,所述堆料组件还包括平直面、挡辊和斜面,所述转辊顶部开设有平直面,且平直面左侧顶部贴合设置有挡辊,所述挡辊与货架侧壁固定连接,所述转辊右侧开设有斜面。
10.进一步的,所述底板顶部中端固定安装有轨道,且轨道顶部滑动安装有堆垛机。
11.进一步的,所述底板顶部一体式固定安装有壳体,且壳体四周等间距开设有视窗。
12.进一步的,所述壳体正面左侧嵌入安装有控制面板,且壳体正面右侧开设有入料口。
13.进一步的,所述入料口顶部中端固定安装有扫码器,且入料口内部设置有入料辊筒。
14.与现有技术相比,本实用新型的有益效果是:提供一种智能线边芯片仓储系统,与现有线边库相比,解决周转箱的自动存放和取料机构设计,及设备软件与车间生产系统的对接。
15.1.本实用新型通过入料辊筒的设置,仓储库整体采用巷道式结构,层高要求低,空间利用率高;仓储库配备标准底板,无需地面打孔施工,可根据仓库或车间布局定制长度机高度;货架采用标注冲压货架,成本低,安装简单;入料口可对接出入料辊筒,使用agv或人工取放,适用性更强;
16.2.本实用新型通过堆料组件的设置,可以快速完成多组货箱的堆叠码放,极大提升货箱的堆垛效率,优于使用堆垛机进行物料码放的效率,结构简单且货箱置于堆料组件内码放平稳,不易晃动脱落,便于后续堆垛机的取货;
附图说明
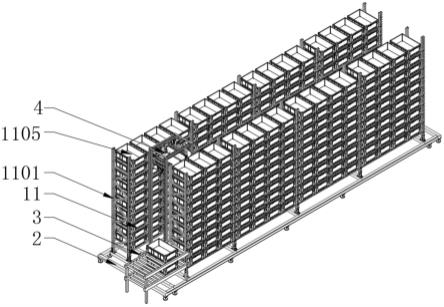
17.图1为本实用新型整体外部结构示意图;
18.图2为本实用新型整体内部结构示意图;
19.图3为本实用新型图1中a处放大结构示意图;
20.图4为本实用新型堆料组件正视结构示意图。
21.图中:1、仓储库;2、底板;3、轨道;4、堆垛机;5、壳体;6、视窗;7、控制面板;8、入料口;9、扫码器;10、入料辊筒;11、堆料组件;1101、货架;1102、螺栓;1103、气缸;1104、托板;1105、货箱;1106、转辊;1107、平直面;1108、挡辊;1109、斜面。
具体实施方式
22.如图1-3所示,仓储库1底部一体式固定安装有底板2,底板2顶部中端固定安装有轨道3,且轨道3顶部滑动安装有堆垛机4,底板2顶部一体式固定安装有壳体5,且壳体5四周等间距开设有视窗6,壳体5正面左侧嵌入安装有控制面板7,且壳体5正面右侧开设有入料口8,入料口8顶部中端固定安装有扫码器9,且入料口8内部设置有入料辊筒10,人工或agv将货箱1105送至仓储库1的入料辊筒10上,由入料口8顶部的扫码器9进行扫码记录,系统自动确定货箱1105存放位,仓储库1根据需求讯息确定物料位置,并通知内部堆垛机4将指定货箱1105取出;
23.如图4所示,用于物料堆叠码放的堆料组件11等间距分布于底板2顶部,堆料组件11包括货架1101、螺栓1102、气缸1103、托板1104和货箱1105,货架1101底部螺纹连接有螺栓1102,且货架1101通过螺栓1102固定安装于底板2顶部两侧,货架1101内部底端设置有气缸1103,且气缸1103顶部输出端固定连接有托板1104,托板1104顶部端面贴附设置有货箱1105,堆料组件11还包括转辊1106,货架1101中部纵向等间距分布有转辊1106,且转辊1106通过中部轴承与货架1101旋转连接,堆料组件11还包括平直面1107、挡辊1108和斜面1109,转辊1106顶部开设有平直面1107,且平直面1107左侧顶部贴合设置有挡辊1108,挡辊1108与货架1101侧壁固定连接,转辊1106右侧开设有斜面1109,确定存放位后,货箱1105由入料辊筒10送入货架1101内部并受到托板1104承接,在气缸1103的顶升作用下,货箱1105挤压两侧转辊1106内侧斜面1109,驱使转辊1106向上旋转,货箱1105通过后收缩托板1104,货箱1105边沿在重力作用下承接于转辊1106顶部平直面1107,转辊1106平直面1107末端受到挡
辊1108的阻挡,使得转辊1106向下旋转的最大行程莫过于平直面1107与货架1101侧壁垂直,故而货箱1105被平稳承接于两侧转辊1106内部,可以快速完成多组货箱1105的堆叠码放。
24.工作原理:在使用该一种智能线边芯片仓储系统时,存放货箱1105时:人工或agv将货箱1105送至仓储库1的入料辊筒10上,由入料口8顶部的扫码器9进行扫码记录,系统自动确定货箱1105存放位,并将相应信息传至生产系统,确定存放位后,货箱1105由入料辊筒10送入货架1101内部并受到托板1104承接,在气缸1103的顶升作用下,货箱1105挤压两侧转辊1106内侧斜面1109,驱使转辊1106向上旋转,货箱1105通过后收缩托板1104,货箱1105边沿在重力作用下承接于转辊1106顶部平直面1107,转辊1106平直面1107末端受到挡辊1108的阻挡,使得转辊1106向下旋转的最大行程莫过于平直面1107与货架1101侧壁垂直,故而货箱1105被平稳承接于两侧转辊1106内部,可以快速完成多组货箱1105的堆叠码放;取出货箱1105时:人工选取或系统给出需取物料,仓储库1根据需求讯息确定物料位置,并通知内部堆垛机4将指定货箱1105取出,由人工取出货箱1105,或通知客户系统,由agv来取料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1