一种粉式防火涂料装袋封袋机的制作方法
1.本实用新型涉及防火涂料生产技术领域,具体为一种粉式防火涂料装袋封袋机。
背景技术:
2.防火涂料是用于可燃性基材表面,能降低被涂材料表面的可燃性、阻滞火灾的迅速蔓延,用以提高被涂材料耐火极限的一种特种涂料,施用于可燃性基材表面,用以改变材料表面燃烧特性,阻滞火灾迅速蔓延;或施用于建筑构件上,用以提高构件的耐火极限的特种涂料,防火涂料多为粉剂,使用时加水搅拌,涂在墙面上即可,防火涂料的生产是将多种原材料进行搅拌混合,随后进行装袋,现有技术中,防火涂料在装袋时,作业员直接打开储料仓下边的阀门,使涂料流入袋子内部,再此过程中,涂料在袋内容易激起扬尘,扬尘从袋口飘出,造成材料的浪费,同时还污染周围环境,无法为作业员提供一个良好的工作环境,为此,我们提出一种粉式防火涂料装袋封袋机。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种粉式防火涂料装袋封袋机,能够在材料装袋的过程中减少扬尘的产生,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种粉式防火涂料装袋封袋机,包括安装底板、下料机构和封袋机构;
5.安装底板:其上表面设有四个对称分布的支撑立柱,四个支撑立柱之间上端设有储料仓,储料仓的下端设有出料口,出料口的内部设有电磁阀;
6.下料机构:设置于储料仓的下端,下料机构的上端与出料口的下端开口处连通;
7.封袋机构:分别设置于左侧的两个支撑立柱之间以及右侧的两个支撑立柱之间;
8.其中:还包括plc控制器,所述plc控制器设置于右侧前方的支撑立柱外弧面下端,plc控制器的输入端电连接外部电源,电磁阀的输入端电连接plc控制器的输出端,能够在材料装袋的过程中减少扬尘的产生,减少材料的浪费,同时,减小扬尘对周围环境的污染,为作业员提供一个良好的工作环境。
9.进一步的,所述下料机构包括固定座、第一电动推杆、波纹管和锥形座,所述固定座对称设置于储料仓的底部端面下端,第一电动推杆分别设置于固定座的下端,波纹管设置于出料口的下端开口处,锥形座设置于波纹管的下端,第一电动推杆的伸缩端下端均与锥形座的上表面固定连接,第一电动推杆的输入端电连接plc控制器的输出端,在装袋过程中能够减少扬尘的产生。
10.进一步的,所述封袋机构包括夹板、伸缩柱、固定板、第二电动推杆和电热丝,所述固定板分别设置于左侧的两个支撑立柱之间以及右侧的两个支撑立柱之间,第二电动推杆分别设置于固定板的相对内侧面中部,夹板分别设置于第二电动推杆的伸缩端端头处,伸缩柱分别设置于相邻的夹板与固定板之间,电热丝分别设置于夹板的相对内侧面中部,第二电动推杆和电热丝的输入端均电连接plc控制器的输出端,能够对袋子进行自动封口作
业。
11.进一步的,所述封袋机构还包括挂耳,所述挂耳分别设置于夹板的上表面前后两端,便于对袋子进行固定。
12.进一步的,还包括电子秤,所述电子秤设置于安装底板的上表面中部,电子秤的输出端电连接plc控制器的输入端,对装袋的材料进行称重。
13.进一步的,还包括余料盒,所述余料盒设置于安装底板的上表面前侧,便于在装袋时对带内材料进行重量补充。
14.进一步的,还包括安装孔,所述安装孔分别开设于安装底板的上表面四角处,方便装置在使用位置固定。
15.与现有技术相比,本实用新型的有益效果是:本粉式防火涂料装袋封袋机,具有以下好处:
16.外部干粉涂料混合机对涂料进行混合,随后,通过螺旋输送机输送至储料仓内进行储存,在需要进行装袋时,作业员手动将袋子的上端边缘挂在挂耳的上方,使袋子的下端位于电子秤的上方,对电子秤进行调零,通过plc控制器的调控,第一电动推杆工作,伸缩端带动锥形座向下移动,波纹管伸展,以此使波纹管的下端管口伸入至袋子的底部,随后plc控制器调控电磁阀打开,储料仓内部的材料通过下方的出料口流入袋子内部,同时,plc控制器调控第一电动推杆的伸缩端缓慢上移以此将材料装入袋子内部,能够在材料装袋的过程中减少扬尘的产生,减少材料的浪费,同时,减小扬尘对周围环境的污染,为作业员提供一个良好的工作环境。
附图说明
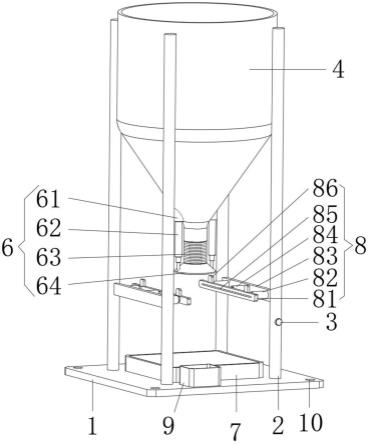
17.图1为本实用新型结构示意图;
18.图2为本实用新型储料仓的剖视结构示意图。
19.图中:1安装底板、2支撑立柱、3plc控制器、4储料仓、5电磁阀、6下料机构、61固定座、62第一电动推杆、63波纹管、64锥形座、7电子秤、8封袋机构、81夹板、82伸缩柱、83固定板、84第二电动推杆、85电热丝、86挂耳、9余料盒、10安装孔。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1-2,本实施例提供一种技术方案:一种粉式防火涂料装袋封袋机,包括安装底板1、下料机构6和封袋机构8;
22.安装底板1:安装底板1为其它部件提供一个安装场所,其上表面设有四个对称分布的支撑立柱2,支撑立柱2支撑上方部件,四个支撑立柱2之间上端设有储料仓4,储料仓4为材料提供一个储存场所,储料仓4的下端设有出料口,出料口的内部设有电磁阀5,还包括安装孔10,安装孔10分别开设于安装底板1的上表面四角处,通过安装孔10将安装底板1在使用位置固定,实现安装底板1及上方部件的安装与固定,外部干粉涂料混合机对涂料进行
混合,随后,通过螺旋输送机输送至储料仓4内进行储存;
23.下料机构6:下料机构6在装袋过程中能够减少扬尘的产生,设置于储料仓4的下端,下料机构6的上端与出料口的下端开口处连通,下料机构6包括固定座61、第一电动推杆62、波纹管63和锥形座64,固定座61对称设置于储料仓4的底部端面下端,第一电动推杆62分别设置于固定座61的下端,波纹管63设置于出料口的下端开口处,锥形座64设置于波纹管63的下端,第一电动推杆62的伸缩端下端均与锥形座64的上表面固定连接,还包括电子秤7,电子秤7设置于安装底板1的上表面中部,还包括余料盒9,余料盒9设置于安装底板1的上表面前侧,电子秤7的输出端电连接plc控制器3的输入端,第一电动推杆62的输入端电连接plc控制器3的输出端,在需要进行装袋时,作业员手动将袋子的上端边缘挂在挂耳86的上方,使袋子的下端位于电子秤7的上方,对电子秤7进行调零,通过plc控制器3的调控,第一电动推杆62工作,伸缩端带动锥形座64向下移动,波纹管63伸展,以此使波纹管63的下端管口伸入至袋子的底部,随后plc控制器3调控电磁阀5打开,储料仓4内部的材料通过下方的出料口流入袋子内部,同时,plc控制器3调控第一电动推杆62的伸缩端缓慢上移以此将材料装入袋子内部,以此减少材料装袋是出现的扬尘,电子秤7将检测的重量数值传递给plc控制器3,plc控制器3对接收的数据进行整合判断,在重量与plc控制器3内部设定的数值一至时,plc控制器3调控电磁阀5进行闭合,随后,第一电动推杆62的伸缩端完全收缩,带动锥形座64及上方部件收缩至袋子的外部上方,此时,作业员再次检查电子秤7上的重量数值,若数值大于装袋数值则从袋中取出一部分材料放入余料盒9内部进行暂存,若数值小于装袋数值则从余料盒9内取出一部分材料放入袋内,以此使材料装袋质量更加准确;
24.封袋机构8:封袋机构8能够对袋子进行自动封口作业,分别设置于左侧的两个支撑立柱2之间以及右侧的两个支撑立柱2之间,封袋机构8包括夹板81、伸缩柱82、固定板83、第二电动推杆84和电热丝85,固定板83分别设置于左侧的两个支撑立柱2之间以及右侧的两个支撑立柱2之间,第二电动推杆84分别设置于固定板83的相对内侧面中部,夹板81分别设置于第二电动推杆84的伸缩端端头处,伸缩柱82分别设置于相邻的夹板81与固定板83之间,电热丝85分别设置于夹板81的相对内侧面中部,封袋机构8还包括挂耳86,挂耳86分别设置于夹板81的上表面前后两端,第二电动推杆84和电热丝85的输入端均电连接plc控制器3的输出端,固定板83工作,伸缩端伸展,带动夹板81和电热丝85相对靠近,以此使袋子闭合,同时电热丝85工作,对袋口进行热合,以此完成材料的装袋封袋作业;
25.其中:还包括plc控制器3,plc控制器3调控装置的正常运行,plc控制器3设置于右侧前方的支撑立柱2外弧面下端,plc控制器3的输入端电连接外部电源,电磁阀5的输入端电连接plc控制器3的输出端。
26.本实用新型提供的一种粉式防火涂料装袋封袋机的工作原理如下:通过安装孔10将安装底板1在使用位置固定,实现安装底板1及上方部件的安装与固定,外部干粉涂料混合机对涂料进行混合,随后,通过螺旋输送机输送至储料仓4内进行储存,在需要进行装袋时,作业员手动将袋子的上端边缘挂在挂耳86的上方,使袋子的下端位于电子秤7的上方,对电子秤7进行调零,通过plc控制器3的调控,第一电动推杆62工作,伸缩端带动锥形座64向下移动,波纹管63伸展,以此使波纹管63的下端管口伸入至袋子的底部,随后plc控制器3调控电磁阀5打开,储料仓4内部的材料通过下方的出料口流入袋子内部,同时,plc控制器3调控第一电动推杆62的伸缩端缓慢上移以此将材料装入袋子内部,以此减少材料装袋是出
现的扬尘,电子秤7将检测的重量数值传递给plc控制器3,plc控制器3对接收的数据进行整合判断,在重量与plc控制器3内部设定的数值一至时,plc控制器3调控电磁阀5进行闭合,随后,第一电动推杆62的伸缩端完全收缩,带动锥形座64及上方部件收缩至袋子的外部上方,此时,作业员再次检查电子秤7上的重量数值,若数值大于装袋数值则从袋中取出一部分材料放入余料盒9内部进行暂存,若数值小于装袋数值则从余料盒9内取出一部分材料放入袋内,以此使材料装袋质量更加准确,随后通过plc控制器3的调控,固定板83工作,伸缩端伸展,带动夹板81和电热丝85相对靠近,以此使袋子闭合,同时电热丝85工作,对袋口进行热合,以此完成材料的装袋封袋作业。
27.值得注意的是,以上实施例中所公开的plc控制器3具体型号为s7-200,电磁阀5可选用型号为sdf-0626l-12a63b的电磁阀,第一电动推杆62可选用型号为jn185t的电动推杆,电子秤7可选用型号为tcs-hd的电子秤,第二电动推杆84可选用型号为yh8-521的电动推杆,plc控制器3控制电磁阀5、第一电动推杆62、电子秤7、第二电动推杆84和电热丝85工作采用现有技术中常用的方法。
28.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1