一种注吹一体机与旋转灌装机协同工作的加工装置的制作方法
1.本实用新型涉及灌装技术领域,具体涉及一种注吹一体机与旋转灌装机协同工作的加工装置。
背景技术:
2.随着人们对食品药品质量的要求越来越高,很多药品企业和食品企业将采用注吹一体机和旋转灌装机配合在一起建造车间,既能体现注吹一体机的质量优势,又能发挥旋转灌装机的速度优势,但是由于注吹一体机本身速度较慢,单一注吹一体机与旋转灌装机无法体现出速度和效率优势,导致工作效率减慢,且成本消耗增高。
技术实现要素:
3.本实用新型所要解决的技术问题是单台注吹一体机与灌装机连接会导致注吹一体机速度太慢而导致工作效率低,目的在于提供一种注吹一体机与旋转灌装机协同工作的加工装置,解决可多台注吹一体机与灌装机配合使用,使得多台注吹一体机可跟上灌装机的效率而不会影响整体的工作效率的问题。
4.本实用新型通过下述技术方案实现:
5.一种注吹一体机与旋转灌装机协同工作的加工装置,包括:
6.填料机;
7.放置台,所述放置台位于所述移动组件与所述填料机之间;
8.移动组件,所述移动组件包括底座、与所述底座的顶端连接的机械臂和托架;
9.其中,所述放置台朝向外界的一侧设置有夹持组件,所述放置台的外侧环绕设置有若干制瓶工作机,所述机械臂远离所述底座的一端与所述托架连接,所述机械臂可带动所述托架翻转,所述托架用于通过机械臂将所述制瓶工作机的容器移动至所述放置台上,所述夹持组件用以将放置台上的容器移动至所述填料机上。
10.上述技术方案中,设备进行工作时,先由其中一台制瓶工作机进行吹塑成型加工出若干容器,接着通过机械臂带动托架将加工出的容器搬运至放置台上,夹持组件会夹持位于放置台上的容器,并移动至填料机处将容器放置在填料机上,而此时其他制瓶工作机也已经加工出了容器,可令移动组件继续搬运其他制瓶工作机上已加工好容器的容器,并且搬运的过程中,首次搬运完成的制瓶工作机也会进行新一批容器的加工,待其他制瓶工作机上的容器由移动组件与夹持组件送往填料机上之后,即可再去搬运之前制瓶工作机上的容器,然后其他完成搬运的制瓶工作机开始进行新一批容器的加工,如此进行循环,可提高整体工作的效率。
11.在一些可选的技术方案中,所述制瓶工作机包括第一容器制作机和第二容器制作机,所述第一容器制作机和第二容器制作机对称设置在所述放置台的两侧。
12.上述技术方案中,制瓶工作机包括第一容器制作机和第二容器制作机,两个容器制作机轮流替换制作容器,与灌装机协同工作,提高生产效率。
13.在一些可选的技术方案中,所述托架的截面形状呈矩形,且所述托架的中部开设有通槽,所述托架沿长度方向且远离所述放置台的一侧均设置有若干吸附件,所述托架内设置有用以控制所述吸附件吸放的气管。
14.上述技术方案中,机械臂在带动托架移动前,托架内的气管会抽吸吸附件,使得吸附件将容器牢牢吸附,通槽是为了放置容器。
15.在一些可选的技术方案中,所述第一容器制作机与所述第二容器制作机上均设置有若干用以夹持所述容器的夹具,所述夹具的排列方式和数量与所述吸附件均相同。
16.上述技术方案中,夹具可以固定生产出来的容器,使其不易在移动组件抓取时发生侧翻,由于容器的数量较多,所以夹具的排列方式会与吸附件相同,使得夹具与容器一一对照进行固定。
17.在一些可选的技术方案中,所述放置台上设置有用以夹持容器的卡座,所述卡座的排列方式及数量与所述吸附件均相同。
18.上述技术方案中,由机械臂带动托架运送来的容器,在翻转后瓶口会朝向放置台并一一进入卡座内,可以保证容器在脱离了吸附件之后还可以平稳的固定在卡座内。
19.在一些可选的技术方案中,所述夹持组件包括伸缩件和设置在伸缩件伸缩端的若干夹取件,所述伸缩件的固定端设置有横移滑杆,所述横移滑杆沿长度方向的一端朝向所述填料机。
20.上述技术方案中,伸缩件可以在横移滑杆上进行滑动,使夹取件从放置台上夹取的容器通过伸缩件移动至填料机上。
21.在一些可选的技术方案中,所述夹取件呈长方体状且朝向所述放置台的一端开设有弧形凹槽。
22.上述技术方案中,由于容器柱体结构,因此弧形凹槽可以更容易卡接容器。
23.在一些可选的技术方案中,所述伸缩件的最大伸长距离为横移滑杆朝向所述放置台的一侧至所述放置台朝向所述第二容器制作机的一侧。
24.上述技术方案中,由于容器是呈两列分布的,因此放在放置台之后同样也是两列,伸缩件可进行伸长,使得夹取件达到能够夹取容器的距离。
25.在一些可选的技术方案中,所述填料机上朝向所述放置台的一侧设置有旋转机构,所述旋转机构朝向外界的一侧设置有若干夹持件。
26.上述技术方案中,填料机是旋转式的,在夹取件运送来容器后,可将容器嵌入夹持件内,并由旋转机构带动夹持件旋转送入填料机装填。
27.在一些可选的技术方案中,所述旋转机构沿长度方向的两侧呈弧形,所述旋转机构沿宽度方向的两侧呈直线形,所述旋转机构直线形的一端朝向所述夹持组件。
28.上述技术方案中,容器的排列方式是直线型的,因此旋转机构的两侧为直线形方便夹持件直接将夹持的所有容器嵌入夹持件内。
29.本实用新型与现有技术相比,具有如下的优点和有益效果:
30.第一个制瓶工作机加工完容器之后,将容器固定在托架上,由机械臂带动托架将容器搬运至放置台上,再由夹持组件夹取容器送入填料机,运送完所有容器后,再由移动组件搬运其他制瓶工作机上的容器,而此时第一个制瓶工作机已经开始制作新的一批容器了,其他的制瓶工作机上的容器以同样的方式搬运至填料机上之后,即可再回到第一个制
瓶工作机进行搬运,随后其他的制瓶工作机开始进行新一批容器的加工,如此进行循环,保证多台制瓶工作机可轮流进行工作,提高了整体的工作效率。
附图说明
31.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
32.图1为本实用新型的结构示意图一;
33.图2为本实用新型的结构示意图二;
34.图3为本实用新型的结构示意图三;
35.图4为本实用新型的结构示意图四;
36.图5为本实用新型中夹持组件的结构示意图;
37.图6为本实用新型中托架的结构示意图;
38.附图中标记及对应的零部件名称:
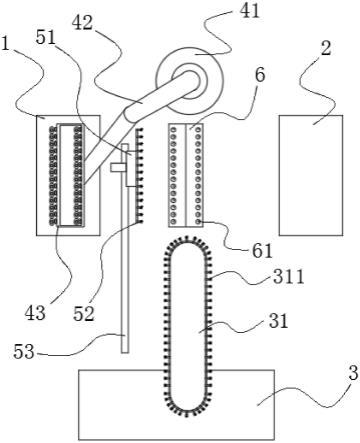
39.1、第一容器制作机;2、第二容器制作机;3、填料机;31、旋转机构;311、夹持件;41、底座;42、机械臂;43、托架;44、吸附件;51、伸缩件;52、夹取件;53、横移滑杆;6、放置台;61、卡座。
具体实施方式
40.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
41.如图1至图4所示,本实施例提供一种注吹一体机与旋转灌装机协同工作的加工装置,包括:
42.填料机3;
43.放置台6,所述放置台6位于所述移动组件与所述填料机3之间;
44.移动组件,所述移动组件包括底座41、与所述底座41的顶端连接的机械臂42和托架43;
45.其中,所述放置台6朝向外界的一侧设置有夹持组件,所述放置台6的外侧环绕设置有若干制瓶工作机,所述机械臂42远离所述底座41的一端与所述托架43连接,所述机械臂42可带动所述托架43翻转,所述托架43用于通过机械臂42将所述制瓶工作机的容器移动至所述放置台6上,所述夹持组件用以将放置台6上的容器移动至所述填料机3上。
46.填料机3即为灌装机,制瓶工作机即为注吹一体机,设备进行工作时,先由其中一台制瓶工作机进行吹塑成型加工出若干容器,接着通过机械臂42带动托架43将加工出的容器搬运至放置台6上,机械臂42在带动托架43移动时会在制瓶工作机的正上方进行翻转180
°
,使容器的瓶口朝向正下方,夹持组件会夹持位于放置台6上的容器,并移动至填料机3处将容器放置在填料机3上,而此时其他制瓶工作机也已经加工出了容器,可令移动组件继续搬运其他制瓶工作机上已加工好的容器,并且搬运的过程中,首次搬运完成的制瓶工作机也会进行新一批容器的加工,待其他制瓶工作机上的容器由移动组件与夹持组件送往填料机上之后,即可再去搬运之前制瓶工作机上的容器,然后其他完成搬运的制瓶工作机开
始进行新一批容器的加工,如此进行循环,实现协同工作,可提高整体工作的效率。
47.如图1和图2所示,制瓶工作机包括第一容器制作机1和第二容器制作机2,第一容器制作机1和第二容器制作机2对称设置在放置台6的两侧。
48.制瓶工作机包括第一容器制作机1和第二容器制作机2,第一容器制作机1和第二容器制作机2皆为注吹一体机,两个容器制作机轮流替换制作容器,与灌装机3协同工作,提高生产效率。
49.如图6所示,托架43的截面形状呈矩形,且托架43的中部开设有通槽,托架43沿长度方向且远离放置台6的一侧均设置有若干吸附件44,托架43内设置有用以控制吸附件44吸放的气管。
50.托架43的内部是中空的,且设置有一根与机械臂42内部连通的气管,吸附件44呈弧形且中心开设有与气管连通的通孔,气管连接有真空系统和破真空系统,机械臂42在带动托架43移动前,真空系统将托架43内的气管进行抽吸,气管呈真空状态并使得吸附件44透过通孔与自身将容器牢牢吸附,通槽是为了放置容器,当托架43将容器移动到放置台6上时,启动破真空系统,破坏气管内的真空状态,使容器脱离吸附件44留在放置台6上。
51.如图1和图4所示,第一容器制作机1与第二容器制作机2上均设置有若干用以夹持容器的夹具,夹具的排列方式和数量与吸附件44均相同。
52.在第一容器制作机1与第二容器制作机2加工完若干容器之后,都会有第一容器制作机1与第二容器制作机2上的夹具对容器进行夹持防止倾倒。
53.放置台6上设置有用以夹持容器的卡座61,卡座61的排列方式及数量与吸附件44均相同。
54.由机械臂42带动托架43运送来的容器,在翻转后瓶口会朝向放置台6并一一进入卡座61内,可以保证容器在脱离了吸附件44之后还可以平稳的固定在卡座61内。
55.如图5所示,夹持组件包括伸缩件51和设置在伸缩件51伸缩端的若干夹取件52,伸缩件51的固定端设置有横移滑杆53,横移滑杆53沿长度方向的一端朝向填料机3。
56.横移滑杆53也位于第一容器制作机1与放置台6之间,并能够在两者之间进行移动,伸缩件51则可以在横移滑杆53长度方向上进行滑动,使夹取件52从放置台6上夹取的容器通过伸缩件51移动至填料机3上。
57.如图5所示,夹取件52呈长方体状且朝向放置台6的一端开设有弧形凹槽。
58.由于容器柱体结构,因此弧形凹槽可以更容易卡接容器。
59.伸缩件51的最大伸长距离为横移滑杆53朝向放置台6的一侧至放置台6朝向第二容器制作机2的一侧。
60.由于容器是呈两列分布的,因此放在放置台6之后同样也是两列,伸缩件51可进行伸长,使得夹取件52达到能够夹取容器的距离。
61.填料机3上朝向放置台6的一侧设置有旋转机构31,旋转机构31朝向外界的一侧设置有若干夹持件311。
62.填料机3是旋转式的,在夹取件52运送来容器后,可将容器嵌入夹持件311内,并由旋转机构31带动夹持件311旋转送入填料机3装填。
63.旋转机构31沿长度方向的两侧呈弧形,旋转机构31沿宽度方向的两侧呈直线形,旋转机构31直线形的一端朝向夹持组件。
64.容器的排列方式是直线型的,因此旋转机构31的两侧为直线形方便夹持件311直接将夹持的所有容器嵌入夹持件311内。
65.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1