一种轮毂组件吊运装置的制作方法
1.本实用新型属于吊具技术领域,更具体地说,涉及一种轮毂组件吊运装置。
背景技术:
2.现有轮毂组件在生产过程中,轮毂组件有多个配置状态,分别为:
①
单刹车盘;
②
单轮毂;
③
轮毂+螺栓;
④
轮毂+螺栓、刹车盘;因此需要在不同的工序之间吊运转移,从而完成多工序的工作。然而,完成这些工序的吊运,需要切换不同的吊运装置来适应不同的配件。
3.经检索,专利文献1公开了的重型汽车轮毂吊具包括结构相同的活动钳、吊环和吊钩,活动钳由上下两个由销轴连接的钳体组成,上钳体顶部开孔,下钳体底部固定有弧形吊钩;两个活动钳的下钳体中部通过销轴连接,吊环装入两个上钳体顶部重叠的孔内,下钳体中部固定有扶手。该轮毂吊具的吊钩可以匹配单个的轮毂,然而对于其他的部件的吊运无法适用,尤其是带螺栓的轮毂,吊运过程中易产生晃动,稳定性较差,存在安全隐患。
4.专利文献2公开了一种轮毂起吊设备包括设置吊钩、控制器,所述吊钩包括吊孔、手持部、控制器连接部、第一接触臂、第二接触臂,吊钩通过吊孔与平衡吊连接,控制器固定在控制器连接部上,控制器与平衡吊连接,手持部设置在控制器连接部下方,第一接触臂、第二接触臂平行设置在控制器连接部上方,吊孔设置在第二接触臂上端。该轮毂吊钩可以与轮毂的固定孔匹配,然而对于其他的部件的吊运无法适用。
5.现有技术文献
6.专利文献1:公开号为cn203582277u的中国专利;
7.专利文献2:公开号为cn215160270u的中国专利。
技术实现要素:
8.1.要解决的问题
9.针对现有技术中轮毂组件需要切换多个吊运装置完成吊运转移工作的技术问题,本实用新型提供一种轮毂组件吊运装置,功能集成化,可以针对轮毂组件的不同部件实现吊运。
10.2.技术方案
11.为了解决上述问题,本实用新型所采用的技术方案如下:
12.本实用新型的轮毂组件吊运装置,其包括承载基板,所述承载基板上形成有能够与施力部件相配合的第一吊孔和第二吊孔以及能够与轮毂组件相配合的第一吊位、第二吊位和第三吊位。
13.于本实用新型一种可能实施方式中,所述第一吊位包括位于所述第一吊孔中心与第二吊孔中心连线延长线上的爪勾部,所述爪勾部与刹车盘的散热柱配合,使用时爪勾部的中心与第一吊孔的中心连线位于同一垂直面内。
14.于本实用新型一种可能实施方式中,所述第二吊位包括位于所述第二吊孔一侧的
横勾部,所述横勾部与轮毂本体上的固定孔配合,使用时横勾部的中心与第二吊孔的中心连线位于同一垂直面内。
15.于本实用新型一种可能实施方式中,所述第三吊位包括位于所述第一吊孔一侧的套接部,所述套接部与螺栓配合,使用时套接部的中心与第二吊孔的中心连线位于同一垂直面内。
16.于本实用新型一种可能实施方式中,所述第一吊孔、第二吊孔均为圆形孔,且第二吊孔的直径大于第一吊孔的直径。
17.于本实用新型一种可能实施方式中,所述横勾部靠近外端上形成有防滑凸起。
18.于本实用新型一种可能实施方式中,所述防滑凸起的截面形状为圆弧形,圆弧的半径为0.5-1.0mm。
19.于本实用新型一种可能实施方式中,所述套接部包括套管以及位于所述套管中的铜套,所述铜套与套管过盈配合。
20.3.有益效果
21.相比于现有技术,本实用新型的有益效果为:
22.(1)本实用新型的轮毂组件吊运装置,其上设置有第一吊位、第二吊位和第三吊位,从而满足轮毂组件多部件的吊运需求,使用安全可靠;
23.(2)本实用新型的轮毂组件吊运装置,结构简单,易于制造。
附图说明
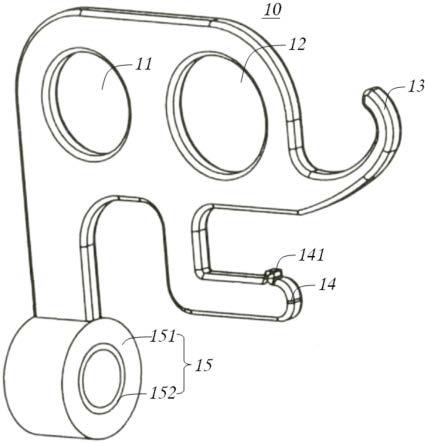
24.图1为本实用新型轮毂组件吊运装置的结构示意图;
25.图2为本实用新型轮毂组件吊运装置的吊运轮刹车盘示意图;
26.图3为本实用新型轮毂组件吊运装置的吊运轮毂本体示意图;
27.图4为本实用新型轮毂组件吊运装置的吊运带螺栓的轮毂本体示意图;
28.图5为本实用新型轮毂组件吊运装置的吊运带螺栓的轮毂本体+刹车盘示意图;
29.图6为本实用新型轮毂组件吊运装置的现场使用状态图。
30.附图标记说明:
31.10、承载基板;11、第一吊孔;12、第二吊孔;13、爪勾部;14、横勾部;141、防滑凸起;15、套接部;151、套管;152、铜套。
32.20、轮毂组件;21、轮毂本体;211、固定孔;22、刹车盘;23、散热柱;24、螺栓。
具体实施方式
33.下文对本实用新型的示例性实施例进行了详细描述。尽管这些示例性实施例被充分详细地描述以使得本领域技术人员能够实施本实用新型,但应当理解可实现其他实施例且可在不脱离本实用新型的精神和范围的情况下对本实用新型作各种改变。下文对本实用新型的实施例的更详细的描述并不用于限制所要求的本实用新型的范围,而仅仅为了进行举例说明且不限制对本实用新型的特点和特征的描述,以提出执行本实用新型的最佳方式,并足以使得本领域技术人员能够实施本实用新型。因此,本实用新型的范围仅由所附权利要求来限定。
34.下文对本实用新型的详细描述和示例实施例进行说明。
35.轮毂组件20包括刹车盘22、轮毂本体21和螺栓24,在组配过程中,每个工作站完成一道工序,轮毂组件20的部件一般是通过吊运来实现相邻工作站的转移工作,然而,轮毂组件20的部件存在多种不同的结构,在实际的操作过程中,需要不时切换吊运装置来满足生产的需要。
36.为此,本公开实施例提供一种轮毂组件20吊运装置包括承载基板10,承载基板10采用高强度耐磨合金钢制作而成,例如45#钢等等,承载基板10上形成有能够与施力部件相配合的第一吊孔11和第二吊孔12以及能够与轮毂组件20相配合的第一吊位、第二吊位和第三吊位,其中施力部件可以为起重机的吊钩、电葫芦的吊钩、行车的吊钩等等。第一吊孔11、第二吊孔12均为圆形孔,且第二吊孔12的直径大于第一吊孔11的直径。
37.上述的第一吊位、第二吊位和第三吊位具体结构如下:
38.1)如图1和图2所示,第一吊位包括位于所述第一吊孔11中心与第二吊孔12中心连线延长线上的爪勾部13,爪勾部13与刹车盘22的散热柱23配合,使用时爪勾部13的中心与第一吊孔11的中心连线位于同一垂直面内,图2中的箭头方向表示施力部件的施力方向,刹车盘22的重心同样位于上述的垂直面内,在吊运过程中平稳安全。
39.爪勾部13与承载基板10可以采用一体式结构,即在生产承载基板10的过程中,预留爪勾部13所在的结构,在后续的加工过程中进行打磨,形成勾状;此外,爪勾部13可以采用与承载基板10同样的材质,与承载基板10也可以采用焊接的方式。
40.2)如图3所示,第二吊位包括位于所述第二吊孔12一侧的横勾部14,横勾部14与轮毂本体21上的固定孔211配合,使用时横勾部14的中心与第二吊孔12的中心连线位于同一垂直面内,图3中的箭头方向表示施力部件的施力方向,轮毂本体21的重心同样位于上述的垂直面内,在吊运过程中平稳安全。
41.横勾部14与承载基板10可以采用一体式结构,即在生产承载基板10的过程中,预留横勾部14所在的结构,在后续的加工过程中进行打磨,形成勾状;此外,横勾部14可以采用与承载基板10同样的材质,与承载基板10也可以采用焊接的方式。
42.横勾部14与轮毂本体21的固定孔211配合,在吊运过程中,轮毂本体21存在晃动,为了防止轮毂本体21脱离横勾部14,因此在横勾部14靠近外端上形成有防滑凸起141,防滑凸起141的截面形状可以为圆弧形、方形、梯形或其他的规则形状。
43.在本实施例中,防滑凸起141的截面形状优选的为圆弧形,圆弧的半径为0.5-1.0mm,优选的半径为1.0mm,防滑凸起141的圆弧面可以减少对固定孔211内侧的划伤。
44.3)如图4和图5所示,第三吊位包括位于所述第一吊孔11一侧的套接部15,套接部15与螺栓24配合,使用时套接部15的中心与第二吊孔12的中心连线位于同一垂直面内,一种应用情况图4中的箭头方向表示施力部件的施力方向,轮毂本体21的重心同样位于上述的垂直面内;另一种应用情况图5中的箭头方向表示施力部件的施力方向,轮毂组件20的重心同样位于上述的垂直面内,在吊运过程中平稳安全。
45.进一步的,套接部15包括套管151以及位于套管151中的铜套152,铜套152与套管151过盈配合,即铜套152紧紧的贴合在套管151内,不易脱落,必要时可以进行更换;同时铜套152的硬度不高,相对较软,不易损坏螺栓24的螺纹。
46.在生产承载基板10的过程中,预留套接部15所在的位置,套管151可以采用与承载基板10同样的材质,然后与承载基板10焊接为一体。
47.如图1所示的轮毂组件20吊运装置,对其进行力学性能分析,具有较高的强度,且保障了吊运的平稳性,使用安全可靠。
48.以上所述仅为本实用新型的优选实施方案,应当指出,对于本技领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干赶紧和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1