一种铜带生产车间内剪切和包装生产线的制作方法
1.本实用新型涉及冶金行业尤其是有色金属板带材生产技术领域,具体为一种铜带生产车间内剪切和包装生产线。
背景技术:
2.铜带卷在生产过程中的宽度为300~650mm,料卷外径φ1200~1800mm;生产完成后的成品铜带剪切宽度一般为10~100mm,成品外径φ600~1500mm。也就是说,生产过程中的铜带数量少、宽幅、大卷,完成剪切后的成品数量多、窄幅、小卷。
3.根据产能的不同,目前铜带生产企业一般配置2~5台带材纵剪机和1~2台成品卷材包装机,两类设备均独立的布置在车间内,利用车间天车和人工辅助的方式进行:卸卷
→
天车起吊
→
运输
→
(临时存放
→
)天车吊运上料
→
包装等生产工序。由于成品铜带的尺寸规格多、数量多往往导致纵剪分切和成品包装时的工序衔接不畅、生产效率低、安全风险大。
4.近些年来,也有一些生产企业将包装机直接布置在带材纵剪机的出料端,目的是实现成品剪切后的自动包装,但由于纵剪机、包装机的生产方式和节奏差异较大,因而往往影响设备产能的发挥,而且不利于剪切和包装工序之间对铜带质量和外观的人工检查,残次品也可能直接包装后外运。另外,一旦其中一台设备出现生产故障或铜带料卷出现检查不合格,往往导致另外一台设备无法正常运行。
5.如何实现高效的铜带纵剪、成品包装、人工检查等工序衔接、减少残次品、发挥设备生产能力、降低人工劳动负荷已成为铜带加工行业亟待解决的问题。
技术实现要素:
6.本实用新型要解决的技术问题是克服现有的缺陷,提供一种铜带生产车间内剪切和包装生产线,布局合理紧凑、工艺针对性强、配置和功能完善,能够实现铜带纵剪后的物料暂存、自动卸卷、转移、自动上卷和包装,而且有利于生产工序之间对成品铜带卷的人工检查,有效提高生产效率、减少残次品率、提升车间安全生产水平、降低人工劳动负荷,可以有效解决背景技术中的问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种铜带生产车间内剪切和包装生产线,包括成品卷材包装机和若干个带材纵剪机,所述成品卷材包装机和带材纵剪机设置在轨道行进方向的两侧,轨道上设置有料卷自动运输车,轨道的行进方向两侧还设置有若干个十字转臂和储料架。
8.作为本实用新型的一种优选技术方案,所述料卷自动运输车在轨道的长度范围内直线移动,所述成品卷材包装机和带材纵剪机设置在轨道的其中一个对角线的两端。
9.作为本实用新型的一种优选技术方案,所述十字转臂包括十字转臂ⅰ和十字转臂ⅱ,十字转臂ⅰ设置在带材纵剪机的出口卸料端,十字转臂ⅱ设置在成品卷材包装机的入口上料端。
10.作为本实用新型的一种优选技术方案,所述储料架设置在轨道的两侧,其中与带
材纵剪机同侧的储料架与十字转臂ⅰ的连线和轨道平行,与成品卷材包装机同侧的储料架与十字转臂ⅱ的连线和轨道平行。
11.作为本实用新型的一种优选技术方案,所述十字转臂和储料架均设置在料卷自动运输车的工作范围内。
12.与现有技术相比,本实用新型的有益效果是:工艺针对性强、功能和配置完善、布局合理和紧凑,可以有效提升设备运行效率;满足铜带纵剪、包装、人工检查等生产节奏的有序衔接和平衡;不使用车间内的天车和叉车等物料运输设备,降低投资和生产成本,且车间生产环境更加安全,降低了安全风险;通过储料架暂存剪切后带卷,便于人工检查,有效减少残次品进入成品环节,从而降低了残次品率,提高了产品质量;提升了车间布置的科学性和规范性,进而提高利用效率,降低投资;无需人工辅助上下料与运输带卷,降低了生产工人的劳动强度,对人身安全保障度高;生产过程中当一台设备出现生产故障或铜带料卷出现检查不合格后,可将当前需要运输的产品暂存在储料架上,不会影响其他设备的运行,保证了生产进度。
附图说明
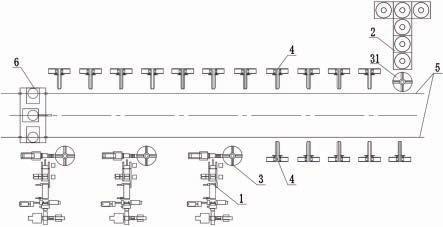
13.图1为本实用新型的结构示意图;
14.图2为本实用新型料卷自动运输车的结构示意图。
15.图中:1带材纵剪机、2成品卷材包装机、3十字转臂ⅰ、31十字转臂ⅱ、4储料架、5轨道、6料卷自动运输车。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.请参阅图1-2,本实用新型提供一种技术方案:一种铜带生产车间内剪切和包装生产线,包括若干个带材纵剪机1,成品卷材包装机2,轨道5和在轨道5上沿直线移动的料卷自动运输车6,还包括轨道5行进方向两侧设置的若干个十字转臂和储料架4,其中带材纵剪机1优选规格为650mm的带材纵剪机,带材纵剪机设备组成包括上卸卷小车、开卷机、夹送装置、活套、圆盘剪、废边卷取机、液压剪、衬纸机、张力系统、液压系统、电控系统等,其剪切厚度为0.03~1.5mm,来料带材宽度为300~650mm,来料带卷内径为φ610mm,来料带卷外径为φ800~φ2000mm,来料带卷重量为6~12t,成品带材宽度为10~630mm,成品带卷内径为φ300mm、φ400mm或φ500mm,剪切条数≤40条,剪切工作速度为80~400m/min;成品卷材包装机2优选规格为φ1800mm的卧式卷材缠绕包装机,机组主要由上料起吊结构、翻转机、称重机构、捆扎机构、对中机构、缠绕包装机构、对中机构、堆垛机构等设备部件组成,另外还包括操作台、控制柜、液压站等辅助设施,成品包装机主要工艺设备参数如下:来料卷外径:φ500~φ1800mm;来料卷内径:φ300mm、φ400mm、φ500mm;来料宽度:10~6300mm;机组平均包装速度:30卷/h。
18.生产线的具体布置形式请参阅图1:
19.所述成品卷材包装机2和带材纵剪机1设置在轨道5行进方向的两侧,且成品卷材包装机2和带材纵剪机1设置在轨道5的其中一个对角线的两端,若干个带材纵剪机1均匀设置在轨道5的左下角(以图1为参考),而成品卷材包装机2设置在轨道5的右上角;每个带材纵剪机1的出口卸料端和成品卷材包装机2的入口上料端均设置有十字转臂,用于对卷材进行转向和运输;轨道5的运行范围两侧均匀布置若干个储料架4,其中与带材纵剪机1同侧的储料架4与十字转臂的连线和轨道5平行,与成品卷材包装机2同侧的储料架4与十字转臂的连线和轨道5平行;轨道5上设置有料卷自动运输车6,料卷自动运输车6在轨道5的长度范围内直线运行,料卷自动运输车6采用行业内常用的agv智能运输车,其一种以电池为动力,装有非接触导向装置的无人驾驶自动化搬运车辆。运输车具备编程及系统控制管理功能,能在计算机监控下按指令无人驾驶,自动沿着规定的路径行驶,到达指定地点,完成上卸料卷等一系列作业任务,提高生产自动化程度。
20.生产线布置的工艺针对性强、功能和配置完善、布局合理和紧凑,可以有效提升设备运行效率,可以满足铜带纵剪、包装、人工检查等生产节奏的有序衔接和平衡。
21.在生产时,宽幅大卷的来料铜带卷在经过带材纵剪机1的剪切后由相应的十字转臂依次将若干窄幅小卷的料带储存在其上,料卷自动运输车6启动,将十字转臂上已经储满的成品卷依次取下后自动运输到储料架4上,由人工对料卷进行检查,有效减少残次品进入成品环节,从而降低了残次品率,提高了产品质量;如此周而复始再进行下一个生产过程。
22.在下一个生产周期十字转臂未储满成品料卷前,根据下一工序包装生产节奏的需要,料卷自动运输车6将临时存放在储料架4上的成品卷自动运输到成品卷材包装机2的上料端十字转臂上,由该十字转臂将剪切并人工检视后的窄幅小卷料带移动到成品卷材包装机2进行包装,满足其包装生产节奏。
23.运输过程由料卷自动运输车6代替常规的天车和叉车等配合运输,降低投资和生产成本以及人力成本,车间生产环境更加安全,降低了安全风险,减轻了工作人员的劳动强度。
24.在生产过程中当带材纵剪机1或成品卷材包装机2出现生产故障时,或铜带料卷出现检查不合格后,可将当前需要运输的产品暂存在储料架4或十字转臂上,不会影响其他设备的运行,保证了生产进度和工作效率。
25.生产过程中应该注意储料架4的使用情况,在储料架4占用率超过80%时应当及时调整和控制生产进度,避免影响设备运行效率。
26.优选的,所述十字转臂包括十字转臂ⅰ3和十字转臂ⅱ31,十字转臂ⅰ3设置在带材纵剪机1的出口卸料端,用于成品卷材纵剪后卸卷暂存;十字转臂ⅱ31设置在成品卷材包装机2的入口上料端,用于包装前上卷的暂存;两个十字转臂均用于支撑和临时储存带材纵剪机所剪切并卸下的成品窄规格料卷,等待带卷运输设备送至成品卷材包装机。
27.十字转臂的底座为焊接结构,固定在地面上,十字臂的内径小于300mm,十字臂可任意旋转0
°
~360
°
,由电机驱动旋转。每旋转90
°
设置有旋转定位功能,用于固定十字臂,使其中一个伸出臂接收生产出的料卷,料卷有内径套筒,穿挂在该伸出臂上,可悬挂多个窄规格料卷,伸出臂悬挂满料卷后,电机驱动旋转90
°
,下一个伸出臂继续工作,接收剪切后的料卷。剪切过程中或剪切完成后,均可根据生产需求将其中一个或多个伸出臂上的料卷卸下并由料卷自动运输车6运输至成品包装机。
28.优选的,所述十字转臂和储料架4均设置在料卷自动运输车6的工作范围内,以保证料卷自动运输车6能够将料卷转移到十字转臂和储料架4上或从十字转臂和储料架4上取下料卷;储料架4用于成品卷材纵剪和包装工序之间的临时存放并可实现对应位置的人工产品检查。
29.本实用新型中未公开部分均为现有技术,其具体结构、材料及工作原理不再详述。尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1