气浮支撑装置的制作方法
1.本实用新型涉及电池制造设备技术领域,尤其是设计一种气浮支撑装置。
背景技术:
2.相关技术中,极片在输送的时候,会出现波浪状的褶皱,这些褶皱会导致涂布的时候出现不均匀的情况,进一步地,极片在双面涂布后需要继续进行输送,因此,在输送的时候,不能触碰到极片被涂布的表面。由此,极片在输送中不仅需要被展平,而且其被涂布的表面不能被接触。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种气浮支撑装置,不仅可以将极片展平,还能够不和被涂布的极片接触。
4.根据本实用新型的第一方面实施例的气浮支撑装置,包括:
5.辊筒、第一凸出部和第二凸出部,所述辊筒设有气腔和连通所述气腔的进气口和出气孔,所述出气孔设置于所述辊筒的表面,所述进气口用于通入气体,所述出气孔用于将气体排出;
6.所述第一凸出部和所述第二凸出部均环绕于所述辊筒的外周,沿所述辊筒的径向,所述第一凸出部和所述第二凸出部均相对于所述辊筒凸出,所述第一凸出部和所述第二凸出部沿所述辊筒的轴向间隔设置;
7.所述第一凸出部的轴线与所述辊筒的轴线之间的夹角为锐角,所述第二凸出部的轴线与所述辊筒的轴线之间的夹角为锐角,且所述第一凸出部和所述第二凸出部对称设置。
8.根据本实用新型实施例的气浮支撑装置,至少具有如下有益效果:由于第一凸出部和第二凸出部的轴线分别与辊筒的轴线之间的夹角为锐角,因此,对称的第一凸出部和第二凸出部可以在极片的宽度方向产生张力,以将极片展平,同时气体从出气孔中排出吹起极片涂布后的区域,如此,可以将极片展平,还能够不和被涂布的极片接触。
9.根据本实用新型的一些实施例的气浮支撑装置,所述第一凸出部的轴线与所述第二凸出部的轴线之间的夹角为锐角。
10.根据本实用新型的一些实施例的气浮支撑装置,还包括第三凸出部,所述第三凸出部均环绕于所述辊筒的外周,沿所述辊筒的径向,所述第三凸出部相对于所述辊筒凸出,所述第三凸出部设置于所述第一凸出部和所述第二凸出部之间,所述第三凸出部的轴线与所述辊筒的轴线共线。
11.根据本实用新型的第二方面实施例的气浮支撑装置,包括:
12.辊筒、第一凸出部和第二凸出部,所述辊筒设有气腔和连通所述气腔的进气口和出气孔,所述出气孔设置于所述辊筒的表面,所述进气口用于通入气体,所述出气孔用于将气体排出;
13.所述第一凸出部和所述第二凸出部均环绕于所述辊筒的外周,沿所述辊筒的径向,所述第一凸出部和所述第二凸出部均相对于所述辊筒凸出,所述第一凸出部和所述第二凸出部分别设置于所述辊筒的两端;
14.所述第一凸出部的表面设置有多个第一斜槽,所述第二凸出部的表面设置有多个第二斜槽,所述第一斜槽的开口延伸的方向与所述辊筒的轴向之间的夹角为锐角,所述第二斜槽的开口延伸的方向与所述辊筒的轴向之间的夹角为锐角,且所述第一斜槽与所述第二斜槽对称设置。
15.根据本实用新型实施例的气浮支撑装置,至少具有如下有益效果:由于第一斜槽和第二斜槽的开口延伸的方向分别与辊筒的轴向之间的夹角为锐角,因此,第一凸出部和第二凸出部可以在极片的宽度方向产生张力,以将极片展平,同时气体从出气孔中排出吹起极片涂布后的区域,如此,可以将极片展平,还能够不和被涂布的极片接触。
16.根据本实用新型的一些实施例的气浮支撑装置,所述第一斜槽的开口延伸的方向与所述第二斜槽的开口延伸的方向之间的夹角为锐角。
17.根据本实用新型的一些实施例的气浮支撑装置,还包括调节筒,所述辊筒套设在所述调节筒的外部,所述调节筒设有储气腔和连通所述储气腔的出风孔,所述进气口连通于所述储气腔,以使所述气体从所述进气口进入,并经过所述出风孔到达所述出气孔,其中,所述出气孔设置于所述辊筒的顶端的表面,所述出风孔设置于所述调节筒的底端的表面。
18.根据本实用新型的第三方面实施例的气浮支撑装置,底座和多个滚轮,所述底座设有气腔和连通所述气腔的进气口和出气孔,所述出气孔设置于所述底座的表面,所述滚轮的至少一部分凸出于所述底座开设有所述出气孔的表面;
19.所述滚轮转动连接于所述底座,多个所述滚轮分别被设置为第一滚列和第二滚列,所述第一滚列内的所述滚轮的轴线与所述底座的宽度方向之间的夹角为锐角,所述第二滚列内的所述滚轮的轴线与所述底座的宽度方向之间的夹角为锐角。
20.根据本实用新型实施例的气浮支撑装置,至少具有如下有益效果:极片在底座上移动时,由于滚轮的轴线和底座的宽度方向之间的夹角为锐角,因此,多个滚轮可以在极片的宽度方向产生张力,同时,出气孔可以排出气体以吹起极片涂布后的区域,如此,可以将极片展平,还能够不和被涂布的极片接触。
21.根据本实用新型的一些实施例的气浮支撑装置,所述第一滚列内的所述滚轮的轴线与所述第二滚列内的所述滚轮的轴线之间的夹角为锐角。
22.根据本实用新型的一些实施例的气浮支撑装置,所述进气口设置于所述底座的底端,所述出气孔设置于所述底座的顶端的表面,所述底座包括匀风板,所述匀风板具有多个匀风孔,多个所述匀风孔阵列分布,所述匀风板的两端连接于所述气腔的腔壁,以使气体从所述进气口进入,并经过所述匀风孔到达所述出气孔。
23.根据本实用新型的一些实施例的气浮支撑装置,所述匀风板具有多个,沿所述底座的高度方向,多个所述匀风板间隔设置于所述气腔。
24.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
25.下面结合附图和实施例对本实用新型做进一步的说明,其中:
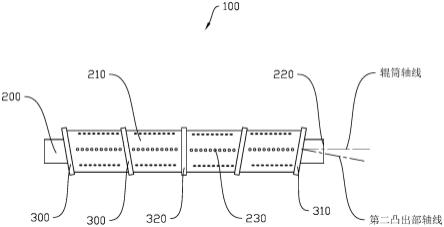
26.图1为本实用新型的一些实施例的气浮支撑装置的示意图;
27.图2为本实用新型的一些实施例的气浮支撑装置的示意图;
28.图3为本实用新型的一些实施例的气浮支撑装置另一实施例的示意图;
29.图4为图3的俯视图;
30.图5为图4中a处的放大示意图;
31.图6为本实用新型的一些实施例的气浮支撑装置又一实施例的示意图;
32.图7为图6中b处的放大示意图;
33.图8为图6中c处的放大示意图;
34.图9为图6的剖视图;
35.图10为极片的示意图。
36.附图标记:
37.气浮支撑装置100、辊筒200、气腔210、进气口220、出气孔230、第一凸出部300、第一斜槽301、第二凸出部310、第二斜槽311、第三凸出部320、调节筒400、储气腔410、出风孔420、底座500、第一凹槽510、第二凹槽520、滚轮600、第一滚列610、第二滚列620、匀风板700、匀风孔710、极片800、涂布区810、留白区820。
具体实施方式
38.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
39.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
40.在本实用新型的描述中,若干的含义是一个以上,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
41.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
42.本实用新型的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
43.请参照图1、图2和图10,在一些实施例中,气浮支撑装置100包括:辊筒200、第一凸出部300和第二凸出部310,辊筒200设有气腔210和连通气腔210的进气口220和出气孔230,出气孔230设置于辊筒200的表面,进气口220用于通入气体,出气孔230用于将气体排出;第一凸出部300和第二凸出部310均环绕于辊筒200的外周,沿辊筒200的径向,第一凸出部300和第二凸出部310均相对于辊筒200凸出,第一凸出部300和第二凸出部310沿辊筒200的轴向间隔设置;第一凸出部300的轴线与辊筒200的轴线之间的夹角为锐角,第二凸出部310的轴线与辊筒200的轴线之间的夹角为锐角,且第一凸出部300和第二凸出部310对称设置。
44.具体地,本技术中提到的轴线可参照第二凸出部310和辊筒200的轴线,上述提到的轴线之间的夹角,通常来说两条线相交会有一个最大的角和一个最小的角,其中本技术提到的锐角,指的就是最小的角。进一步地,由于极片800是长条状的,因此极片800在长度方向和宽度方向都会产生褶皱,但是由于极片800在长度方向都是通过机构进行运输和卷绕的,所以褶皱的时候在卷绕中顺便就可以展平,然而在宽度方向,并不能轻易的被展平,因此,由于第一凸出部300和第二凸出部310的轴线分别与辊筒200的轴线之间的夹角为锐角,可以理解的是,第一凸出部300和第二凸出部310类似于“倾斜”设置在辊筒200上,对称的第一凸出部300和第二凸出部310可以在极片800的宽度方向产生张力,也即第一凸出部300和第二凸出部310作用在极片800的留白区820,以将极片800展平。
45.具体地,由于第一凸出部300和第二凸出部310的轴线分别与辊筒200的轴线之间的夹角为锐角,因此,对称的第一凸出部300和第二凸出部310可以在极片800的宽度方向产生张力,以将极片800展平,同时气体从出气孔230中排出吹起极片800涂布后的区域,如此,可以将极片800展平,还能够不和被涂布的极片800接触。
46.需要说明的是,本技术的气浮支撑装置100对极片800工作时,对极片800的展平和吹浮是同时作用的,以此可以保证极片800在输送中,达到极片800不褶皱和涂布区810不被干扰的效果。
47.进一步地,进气口220可以设置在辊筒200的两端,气体从辊筒200两端进入后,气体从辊筒200表面的出气孔230排出,以吹起极片800的涂布区810,防止极片800加工的表面被接触。其中,出气孔230可以是圆形出气孔230,也可以是方形出气孔230,以及圆形出气孔230可以有多个,方形出气孔230可以有多个。进一步地,为了让气体更加均匀的排出,辊筒200上分布的出气孔230可以设置的密集一些,以达到较好的效果。
48.请参照图1和图2,在一些实施例中,第一凸出部300和第二凸出部310均具有多个,多个第一凸出部300和多个第二凸出部310沿辊筒200的长度方向间隔设置。具体地,极片800在宽度方向具有很多个褶皱的时候,多个第一凸出部300和多个第二凸出部310可以互相配合以将每一个褶皱展平。
49.请参照图1和图2,在一些实施例中,第一凸出部300的轴线与第二凸出部310的轴线之间的夹角为锐角。具体地,第一凸出部300的轴线与第二凸出部310的轴线之间的夹角为锐角时,第一凸出部300和第二凸出部310呈“内八”设置或者“外八”设置,其中,“内八”或者“外八”的设计,可以让第一凸出部300和第二凸出部310分别在极片800上产生方向相反的拉力,以将极片800展平。
50.请参照图1和图2,在一些实施例中,气浮支撑装置100还包括第三凸出部320,第三凸出部320均环绕于辊筒200的外周,沿辊筒200的径向,第三凸出部320相对于辊筒200凸
出,第三凸出部320设置于第一凸出部300和第二凸出部310之间,第三凸出部320的轴线与辊筒200的轴线共线。具体地,第三凸出部320可以对极片800起到支撑的作用,防止极片800在中间部分坍塌。而第一凸出部300和第二凸出部310共同作用在极片800上,对极片800进行展平。
51.请参照图1、图2和图10,在一些实施例中,第一凸出部300、第二凸出部310均可转动地套设于辊筒200的外部。具体地,极片800在输送的时候,极片800可以受驱运动,因此,极片800的留白区820可以带动第一凸出部300和第二凸出部310转动,而极片800的涂布区810被出气孔230排出的气体吹起,避免接触。另一方面,除了第一凸出部300和第二凸出部310可以转动,辊筒200自身也可以转动,辊筒200自身转动的时候,出气孔230可以周向设置在辊筒200的表面,辊筒200的转动可以使出气孔230排出的气体均匀吹起极片800。
52.请参照图6、图7、图8、图9和图10,在一些实施例中,气浮支撑装置100包括:辊筒200、第一凸出部300和第二凸出部310,辊筒200设有气腔210和连通气腔210的进气口220和出气孔230,出气孔230设置于辊筒200的表面,进气口220用于通入气体,出气孔230用于将气体排出;第一凸出部300和第二凸出部310均环绕于辊筒200的外周,沿辊筒200的径向,第一凸出部300和第二凸出部310均相对于辊筒200凸出,第一凸出部300和第二凸出部310分别设置于辊筒200的两端;第一凸出部300的表面设置有多个第一斜槽301,第二凸出部310的表面设置有多个第二斜槽311,第一斜槽301的开口延伸的方向与辊筒200的轴向之间的夹角为锐角,第二斜槽311的开口延伸的方向与辊筒200的轴向之间的夹角为锐角,且第一斜槽301与第二斜槽311对称设置。具体地,由于第一斜槽301和第二斜槽311的开口延伸的方向分别与辊筒200的轴向之间的夹角为锐角,并且第一斜槽301和第二斜槽311是对称设置的,因此,第一凸出部300和第二凸出部310可以在极片800的宽度方向产生张力,以将极片800展平,同时气体从出气孔230中排出吹起极片800涂布后的区域,也即吹起涂布区810,如此,可以将极片800展平,还能够不和被涂布的极片800接触。
53.请参照图6、图7和图8,在一些实施例中,第一斜槽301的开口延伸的方向与第二斜槽311的开口延伸的方向之间的夹角为锐角。具体地,第一斜槽301的开口延伸的方向与第二斜槽311的开口延伸的方向之间的夹角为锐角时,第一斜槽301和第二斜槽311呈“内八”设置或者“外八”设置,其中,“内八”或者“外八”的设计,可以让第一斜槽301和第二斜槽311分别在极片800上产生方向相反的拉力,以将极片800展平。
54.请参照图9,在一些实施例中,气浮支撑装置100还包括调节筒400,辊筒200套设在调节筒400的外部,调节筒400设有储气腔410和连通储气腔410的出风孔420,进气口220连通于储气腔410,以使气体从进气口220进入,并经过出风孔420到达出气孔230,其中,出气孔230设置于辊筒200的顶端的表面,出风孔420设置于调节筒400的底端的表面。具体地,调节筒400可以让气体从进气口220排出出气孔230的流量更均匀,以此减少极片800的涂布区810的抖动,其中,调节筒400为了让气体输出更均匀,出气孔230设置于辊筒200的顶端的表面,出风孔420设置于调节筒400的底端的表面,如此,气体在调节筒400的腔体左右两侧的路径相同,便可以达到气体排出均匀的效果。
55.请参照图3、图4、图5和图10,在一些实施例中,气浮支撑装置100包括:底座500和多个滚轮600,底座500设有气腔210和连通气腔210的进气口220和出气孔230,出气孔230设置于底座500的表面,滚轮600的至少一部分凸出于底座500开设有出气孔230的表面;滚轮
600转动连接于底座500,多个滚轮600分别被设置为第一滚列610和第二滚列620,第一滚列610内的滚轮600的轴线与底座500的宽度方向之间的夹角为锐角,第二滚列620内的滚轮600的轴线与底座500的宽度方向之间的夹角为锐角。具体地,极片800在底座500上移动时,由于滚轮600的轴线和底座500的宽度方向之间的夹角为锐角,因此,多个滚轮600可以在极片800的宽度方向产生张力,同时,出气孔230可以排出气体以吹起极片800涂布后的区域,如此,可以将极片800展平,还能够不和被涂布的极片800接触。
56.请参照图3、图4和图5,在一些实施例中,第一滚列610内的滚轮600的轴线与第二滚列620内的滚轮600的轴线之间的夹角为锐角。具体地,第一滚列610内的滚轮600的轴线与第二滚列620内的滚轮600的轴线之间的夹角为锐角时,滚轮600“倾斜”于底座500的宽度方向,由此,第一滚列610内的滚轮600和第二滚列620内的滚轮600呈“内八”设置或者“外八”设置,其中,“内八”或者“外八”的设计,可以让第一滚列610内的滚轮600和第二滚列620内的滚轮600分别在极片800上产生方向相反的拉力,以将极片800展平。
57.请参照图3、图4和图5,在一些实施例中,底座500设有第一凹槽510和第二凹槽520,第一滚列610设置于第一凹槽510中,第二滚列620设置于第二凹槽520中。如此,多个滚轮600可以在第一凹槽510和第二凹槽520中滚动,以将极片800展平。
58.请参照图3、图4和图5,在一些实施例中,进气口220设置于底座500的底端,出气孔230设置于底座500的顶端的表面,底座500包括匀风板700,匀风板700可以将气流整流,使吹起的气流更均匀,匀风板700具有多个匀风孔710,多个匀风孔710阵列分布,匀风板700的两端连接于气腔210的腔壁,以使气体从进气口220进入,并经过匀风孔710到达出气孔230。具体地,气体从匀风板700的匀风孔710经过后,可以更均匀的从出气孔230排出,以吹起极片800的涂布区810,其中,为了让气体更加均匀的排出,可以将出风孔230和匀风孔710的孔径设计的小一些,匀风板700上分布的匀风孔710设置的密集一些,使气流均匀,以达到较好的效果。
59.请参照图3、图4和图5,在一些实施例中,匀风板700具有多个,沿底座500的高度方向,多个匀风板700间隔设置于气腔210。具体地,除了让匀风板700的匀风孔710设置的密集一些,可以让气体更均匀的排出出气孔230,还可以设置多个匀风板700,让气体从进气口220进入后,经过多个匀风板700,如此,气体可以更均匀的吹起极片800,有效减少了极片800的抖动。
60.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。此外,在不冲突的情况下,本实用新型的实施例及实施例中的特征可以相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1