自动整合装运装置的制作方法
1.本实用新型涉及输送装置技术领域,具体涉及一种自动整合装运装置。
背景技术:
2.输送设备是一种摩擦驱动以连续方式运输物料的机械,应用它可以将物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程,它既可以进行碎散物料的输送,也可以进行成件物品的输送。除进行纯粹的物料输送外,还可以与各工业企业生产流程中的工艺过程的要求相配合,形成有节奏的流水作业运输线,所以输送设备广泛应用于现代化的各种工业企业中。
3.加气混凝土块是以粉煤灰、石灰、水泥、石膏、矿渣等为主要原料,加入适量发气剂,调节剂,气泡稳定剂,经配料搅拌,浇筑,静停和高压蒸养等工艺过程而制成的一种多孔混凝土制品。它轻质多孔、保温隔热、防火性能良好、可盯、可据、可刨和具有一定抗震能力且环保,在建筑行业颇受欢迎。目前在使用加气混凝土砌块的输送装置时,尤其在转运过程中,需要将多个砌块一次性夹取到另一端传送带上,但是在夹取时,多个砌块之间存在间隙,然而夹取装置无法单独移动砌块消除排列本身的间隙,所以导致砌块在夹取装置的碰撞下倾倒,需要人工将其扶正或者重新排列。
4.中国实用新型专利“一种加气混凝土砌块输送装置”(专利号cn202022789575.x),公开时间2021年8月10日)记载了如下结构:一种加气混凝土砌块输送装置,包括箱体,所述箱体的外壁右侧固定连接有悬挂板,所述悬挂板的下表面前后两侧固定连接有多个第一液压杆,多个所述第一液压杆远离悬挂板的一端分别固定连接有第一电机,多个所述第一电机分别通过第一联轴器固定连接有转动杆,多个所述转动杆的外壁均固定连接有转动辊。本实用新型通过设置有第一液压杆和第二液压杆,可以很好地通过第一液压杆和第二液压杆将转动杆的高度改变,从而改变转动辊的高度,继而改变传送带的高度,可以根据带出书的混凝土砌块调整合适的高度,避免了因为运输高度限制而造成的运输装置不适用的问题,方便了工作人员的使用。
5.上述专利文件公开的技术方案中,采用提高传送带的高度去匹配不同砌块的实时运输,此种结构的成本非常高,需要我们通过动力装置去实时调整整个传送带的高度,对准难度较大且容易出现碰撞等现象,从而导致传送带发生磨损,不能长时间使用。
技术实现要素:
6.本实用新型意在提供一种自动整合装运装置,主要解决夹取装置转运夹取加气块时,无法消除加气块排列本身的间隙,增加人工成本的技术问题。
7.为解决上述技术问题,本实用新型提供一种将输送装置与升降装置结合到一起的自动整合装运装置:
8.一种自动整合装运装置,包括电机和传送带和至少两台升降台,升降台水平设置,升降台的两侧设有并行的传送带,传送带外侧机架设置感应组件,升降台通过感应组件检
测到加气块的位置后进行相对升降运动。
9.本实用新型的工作原理为:传送带通过电机带动加气块向前移动,当加气块移动至感应组件的检测范围时,向控制器反馈信号,控制器向升降台发出执行信号,分别让第一升降台和第二升降台做相对运动,把加气块抬起,使得两块加气砖无缝紧贴在一起,传送带上空的夹取装置再将两块加气砖夹取转移至托盘中
10.本实用新型的有益效果:
11.本自动整合装运装置将升降台设置为相衔接的第一升降台和第二升降台,并且该升降台是由感应组件控制其进行相对升降运动,当感应组件检测到加气块的位置后,将检测信号反馈到控制器,通过控制器控制第一升降台和第二升降台分别发出执行命令,从而进行相对运动,直至两块加气块在升起时相贴触。相比于现有技术,感应组件和升降台的感应检测执行联动,解决了夹取装置无法单独移动砌块消除排列本身的间隙的技术问题,使得加气块与夹爪尺寸相适应,消除相邻加气块之间的间隙,减少人工成本;
12.优选方案一:作为对基础方案的进一步优化,所述升降台包括第一升降台和第二升降台,且升降台位置相衔接。当加气块完全处于第一升降台和第二升降台时,保证加气块的位置也是相衔接的。
13.优选方案二:对优选方案一的进一步优化,所述升降台的左右两侧设置有感应组件,感应组件包括测量光幕和控制器,一侧是发射端,一侧是接收端。当传送带把加气块移动到测量光幕的检测范围时,将检测信号反馈至控制器,进而控制升降台的相对运动。
14.优选方案三:对优选方案一的进一步优化,所述测量光幕固定设置在传送带外侧机架上且设置方向沿传送带的竖直方向,测量光束垂直于传送带运动方向。由于光束垂直于传送带方向,加气块移动方向沿着传送带,所以光束的照射方向与加气块运动方向相垂直,当加气块遮挡住光束时,加气块的位置就立刻被测量光幕检测到,并且还能通过光束判断出两块加气块是否完全处于升降台的正上方。
15.优选方案四:对优选方案三的进一步优化,测量光幕的长度与第一升降台和第二升降台长度的加和一致,所述第一升降台和第二升降台的长度均为0.6m,测量光幕长度为1.2m。由于加气块的长度为0.6m,所以第一升降台和第二升降台长度设为0.6m,以保证每块加气块与升降台长度相适配;通过测量光幕测量光幕的长度与第一升降台和第二升降台长度的加和一致,以判断升降台正上方的加气块是否相贴触。。
附图说明
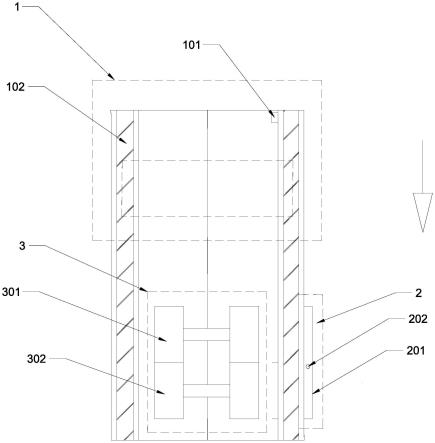
16.图1为本实用新型的传送带与升降台的俯视图;
17.图2本实用新型的测量光幕图;
18.图中各部件为:传动组件1、电机101、传送带102、感应组件2、测量光幕201、控制器202、升降台3、第一升降台301、第二升降台302。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下
所获得的所有其他实施例,都属于本实用新型保护的范围。
20.如图1所示,一种自动整合装运装置,包括传动组件1、感应组件2和升降台3,传动组件1包括传送带102和电机101,感应组件2包括测量光幕201(厂家:深圳市俊丰科技有限公司,型号:flc05/10尺寸测量光幕传感器)和控制器202,升降台3包括第一升降台301和第二升降台302,且第一升降台301与第二升降台302均为0.6m,其位置相衔接。第一升降台301和第二升降台302的两侧设有并行的传送带102,测量光幕201长度为1.2m,其设置在第一升降台301和第二升降台302的左右两侧,一侧是发射端,一侧是接收端,且第一升降台301和第二升降台302的长度均为0.6m,与测量光幕长度一致。方便检测加气块是否完全处于升降台的正上方。
21.传送带102和升降台3之间通过测量光幕201信号连接,当电机101带动传送带102上的加气块103向前运动时,加气块103必须先经过第一升降台301,再经过第二升降台302。当加气块103的前沿与第一升降台301的后沿对齐时,加气块103继续向前运动,将进入测量光幕201的检测范围,测量光幕201实时对第一升降台301和第二升降台302上的加气块103进行检测,具体检测判断过程如下:
22.(1)加气块103随着传送带102进入测量光幕201的检测范围后,当测量光幕201收到的检测信号反馈至控制器202,经控制器202判断加气块103处于第一升降台301的正上方,而第二升降台302上方无加气块103时,控制器202将对第一升降台301和第二升降台302发送一个空信号,即加气块103继续向前移动;
23.(2)当加气块103处于第二升降台302正上方时,控制器202向第二升降台302发送一个执行信号,控制第二升降台302升起,以将加气块103托起;
24.(3)随着后续的加气块103继续进入测量光幕201的检测范围,当检测到第一升降台301的正上方有加气块103且第二升降台302处于升起状态时,控制器202将对第一升降台301发出执行信号,控制第一升降台301升起,已将加气块103托起。
25.此时两块加气块103被第一升降台301和第二升降台302托起后,紧贴在一起,传送带102上空的夹取装置将两块加气块103夹取转移至托盘中,测量光幕201检测到升降台3上没有加气块103后,向第一升降台301和第二升降台302同时发出执行信号,以将升降台3复位到原始位置,方便进行下一轮命令。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1