装配式瓷砖壁板钢框架定位抬放装置的制作方法
1.本实用新型属于瓷砖壁板生产线用具技术领域,具体涉及装配式瓷砖壁板钢框架定位抬放装置。
背景技术:
2.整体卫浴具有防水防漏的功能,多用于飞机和高档饭店装修之中,这种先进的工艺取代了传统泥水匠贴瓷片做浴室的方式,是未来浴室的发展方向,厨卫壁板是整体卫浴最常使用的零件之一,厨卫壁板的生产关系到整体卫浴整个的成本和生产效率,传统的瓷砖壁板生产线已经采用人工搬运钢框架的方式将钢框架放置在模具中,采用人工搬运的方式不仅增加操作人员的劳动强度和工作量,增加人本成本且效率地下,而且人工搬运无法保证每次搬运的钢框架姿态准确且能够顺利的的放入模具中,需要不断进行调整以保证顺利放入模具中,浪费人力物力,且耗时较长,从而降低整个生产线的工作效率,导致生产线无法满足厨卫壁板的实际生产需求;因此,提供一种结构合理、机械式自动搬运、工作效率高、精准定位、节约成本的装配式瓷砖壁板钢框架定位抬放装置是非常有必要的。
技术实现要素:
3.本实用新型的目的是为了克服现有技术的不足,而提供一种结构合理、机械式自动搬运、工作效率高、精准定位、节约成本的装配式瓷砖壁板钢框架定位抬放装置。
4.本实用新型的目的是这样实现的:装配式瓷砖壁板钢框架定位抬放装置,它包括放钢框工位、取件工位、模具工位和控制工位,所述的放钢框工位上方设置有钢框架,所述的放钢框工位外部设置有取件工位,所述的取件工位内侧下方设置有模具工位,所述的取件工位下方设置有控制工位,所述的放钢框工位包括钢架搬运小车,所述的钢架搬运小车上面左右两侧均设置有堆放垫板,所述的钢架搬运小车上下两侧分别设置有限位及档停机构和小车导向及档停机构,所述的钢架搬运小车右侧上下两侧均设置有定位夹紧气缸。
5.所述的取件工位包括往复机架,所述的往复机架上方设置有三轴往复机,所述的三轴往复机上方设置有搬运抓手。
6.所述的三轴往复机采用重型往复机,所述的搬运抓手采用三轴机械手。
7.所述的搬运抓手采用电磁铁或夹钳作为抓取钢框架的定位装置。
8.所述的模具工位包括上模具和下模具,所述的上模具右侧上下两侧均设置有模具档停装置,所述的上模具上下两侧均设置有上层同步输送链。
9.所述的下模具上下两侧均设置有模具精定位装置,所述的下模具上下两端均设置有下层同步输送链。
10.所述的控制工位包括气缸控制电柜和搬运控制电柜,所述的控制工位内侧左右两侧分别设置有气缸控制电柜和搬运控制电柜。
11.所述的气缸控制电柜与定位夹紧气缸电连接,所述的搬运控制电柜与搬运抓手电连接。
12.本实用新型的有益效果:本实用新型为装配式瓷砖壁板钢框架定位抬放装置,在使用中,将焊接好的钢框架放置在堆放垫板上,并依次叠放焊接好的钢框架,然后通过钢架搬运小车移动到取件工位,限位及档停机构和小车导向及档停装置实现对钢架搬运小车的导向档停定位,三轴往复机在往复机架上移动,进而实现三轴往复机带着搬运抓手从钢架搬运小车上抓取钢框架,放置在模具工位的模具中,搬运抓手上有钢框架定位设计:不同方向的两个边定位,另外两边做夹紧动作,保证每次抓取的钢框架为同一个姿态,以便可以顺利的放入模具中,实现钢框架的精准定位;在实际使用中,搬运抓手的边定位可采用气缸进行定位夹紧,夹紧动作可采用电磁铁或夹钳来完成,考虑到钢框架大小差异,定位夹紧的气缸和抓取钢框架的电磁铁或夹钳通过搬运控制电柜进行分区域单独控制,实现机械式自动搬运,节省人力物力和生产成本,省时省力,提高工作效率;本实用新型具有结构合理、机械式自动搬运、工作效率高、精准定位、节约成本的优点。
附图说明
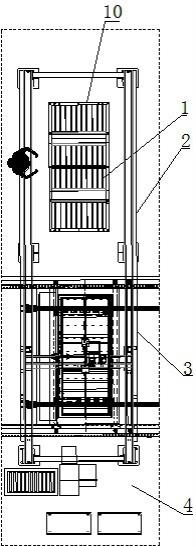
13.图1为本实用新型装配式瓷砖壁板钢框架定位抬放装置的正视图。
14.图2为本实用新型装配式瓷砖壁板钢框架定位抬放装置的放钢框工位的结构示意图。
15.图3为本实用新型图1的部分结构示意图图一。
16.图4为本实用新型图3的部分结构示意图图一。
17.图5为本实用新型图3的部分结构示意图图二。
18.图6为本实用新型图1的部分结构示意图图二。
19.图中:1、放钢框工位10、钢框架11、钢架搬运小车12、堆放垫板13、限位及档停机构14、小车导向及档停机构15、定位夹紧气缸2、取件工位21、往复机架22、三轴往复机23、搬运抓手3、模具工位31、上模具32、模具档停装置33、上层同步输送链34、下模具35、模具精定位装置36、下层同步输送链4、控制工位41、气缸控制电柜42、搬运控制电柜。
具体实施方式
20.下面结合附图对本实用新型做进一步的说明。
21.实施例1
22.如图1-6所示,装配式瓷砖壁板钢框架定位抬放装置,它包括放钢框工位1、取件工位2、模具工位3和控制工位4,所述的放钢框工位1上方设置有钢框架10,所述的放钢框工位1外部设置有取件工位2,所述的取件工位2内侧下方设置有模具工位3,所述的取件工位2下方设置有控制工位4,所述的放钢框工位1包括钢架搬运小车11,所述的钢架搬运小车11上面左右两侧均设置有堆放垫板12,所述的钢架搬运小车11上下两侧分别设置有限位及档停机构13和小车导向及档停机构14,所述的钢架搬运小车11右侧上下两侧均设置有定位夹紧气缸15。
23.所述的取件工位2包括往复机架21,所述的往复机架21上方设置有三轴往复机22,所述的三轴往复机22上方设置有搬运抓手23。
24.为了更好的效果,所述的三轴往复机22采用重型往复机,所述的搬运抓手23采用
三轴机械手。
25.为了更好的效果,所述的搬运抓手23采用电磁铁或夹钳作为抓取钢框架10的定位装置。
26.本实用新型为装配式瓷砖壁板钢框架定位抬放装置,在使用中,将焊接好的钢框架10放置在堆放垫板12上,并依次叠放焊接好的钢框架10,然后通过钢架搬运小车11移动到取件工位2,限位及档停机构13和小车导向及档停装置14实现对钢架搬运小车11的导向档停定位,三轴往复机22在往复机架21上移动,进而实现三轴往复机22带着搬运抓手23从钢架搬运小车11上抓取钢框架10,放置在模具工位3的模具中,搬运抓手23上有钢框架10定位设计:不同方向的两个边定位,另外两边做夹紧动作,保证每次抓取的钢框架10为同一个姿态,以便可以顺利的放入模具中,实现钢框架10的精准定位;在实际使用中,搬运抓手23的边定位可采用气缸进行定位夹紧,夹紧动作可采用电磁铁或夹钳来完成,考虑到钢框架10大小差异,定位夹紧的气缸和抓取钢框架10的电磁铁或夹钳通过搬运控制电柜42进行分区域单独控制,实现机械式自动搬运,节省人力物力和生产成本,省时省力,提高工作效率;本实用新型具有结构合理、机械式自动搬运、工作效率高、精准定位、节约成本的优点。
27.实施例2
28.如图1-6所示,装配式瓷砖壁板钢框架定位抬放装置,它包括放钢框工位1、取件工位2、模具工位3和控制工位4,所述的放钢框工位1上方设置有钢框架10,所述的放钢框工位1外部设置有取件工位2,所述的取件工位2内侧下方设置有模具工位3,所述的取件工位2下方设置有控制工位4,所述的放钢框工位1包括钢架搬运小车11,所述的钢架搬运小车11上面左右两侧均设置有堆放垫板12,所述的钢架搬运小车11上下两侧分别设置有限位及档停机构13和小车导向及档停机构14,所述的钢架搬运小车11右侧上下两侧均设置有定位夹紧气缸15。
29.所述的模具工位3包括上模具31和下模具34,所述的上模具31右侧上下两侧均设置有模具档停装置32,所述的上模具31上下两侧均设置有上层同步输送链33。
30.所述的下模具34上下两侧均设置有模具精定位装置35,所述的下模具34上下两端均设置有下层同步输送链36。
31.所述的控制工位4包括气缸控制电柜41和搬运控制电柜42,所述的控制工位4内侧左右两侧分别设置有气缸控制电柜41和搬运控制电柜42。
32.为了更好的效果,所述的气缸控制电柜41与定位夹紧气缸15电连接,所述的搬运控制电柜42与搬运抓手23电连接。
33.本实用新型为装配式瓷砖壁板钢框架定位抬放装置,在使用中,将焊接好的钢框架10放置在堆放垫板12上,并依次叠放焊接好的钢框架10,然后通过钢架搬运小车11移动到取件工位2,限位及档停机构13和小车导向及档停装置14实现对钢架搬运小车11的导向档停定位,三轴往复机22在往复机架21上移动,进而实现三轴往复机22带着搬运抓手23从钢架搬运小车11上抓取钢框架10,放置在模具工位3的模具中,搬运抓手23上有钢框架10定位设计:不同方向的两个边定位,另外两边做夹紧动作,保证每次抓取的钢框架10为同一个姿态,以便可以顺利的放入模具中,实现钢框架10的精准定位;在实际使用中,搬运抓手23的边定位可采用气缸进行定位夹紧,夹紧动作可采用电磁铁或夹钳来完成,考虑到钢框架10大小差异,定位夹紧的气缸和抓取钢框架10的电磁铁或夹钳通过搬运控制电柜42进行分
区域单独控制,实现机械式自动搬运,节省人力物力和生产成本,省时省力,提高工作效率;本实用新型具有结构合理、机械式自动搬运、工作效率高、精准定位、节约成本的优点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1