一种鲜花保护纸打包装置的制作方法
1.本实用新型涉及自动化设备技术领域,尤其是一种鲜花保护纸打包装置。
背景技术:
2.鲜花采摘后,鲜花的包装几乎都是由人工将鲜花叠码成特定的形式后再用外层打包纸包裹,然后再进行切梗、捆扎等动作,以此完成鲜花打包。虽然现有的捆扎机能在一定程度上实现自动化捆扎功能,但是其他工序,如用打包纸包裹,还是要通过人工手动完成,这样不仅麻烦,而且极其容易造成花损。
技术实现要素:
3.本实用新型要解决的技术问题是:提供一种鲜花保护纸打包装置,解决花束打包中打包纸包覆花束的问题。
4.本实用新型解决其技术问题所采用的技术方案是:一种鲜花保护纸打包装置,包括送料组件、上纸组件、侧夹板组件以及压纸轴组件,所述的送料组件设置于上纸组件、侧夹板组件以及压纸轴组件的前道,送料组件将待打包产品连同上纸组件中的打包纸一起推入侧夹板组件中,完成待打包产品后端、左面以及右面的包裹;所述的侧夹板组件带动待打包产品侧移,完成待打包产品前端的包裹;所述的压纸轴组件前后移动,完成待打包产品包裹后的封口。
5.进一步的说,本实用新型还包括后推板组件,所述的后推板组件包括后推板伺服电机以及与后推板伺服电机连接的齿轮齿条模组,所述的齿轮齿条模组的前端连接后推板,所述的送料组件推动待打包产品进入侧夹板组件中时,所述的后推板通过后推板伺服电机驱动齿轮齿条模组运动抵于待打包产品的后端,并随待打包产品向后移动。
6.进一步的说,本实用新型还包括喷胶组件,所述的喷胶组件包括上、下设置的两个条状胶枪,所述的两个条状胶枪通过喷胶安装板与喷胶直线模组的滑块连接,涂胶时,所述的上、下两个条状胶枪沿喷胶直线模组移动至打包纸的设定位置处,连续或间断喷涂热熔胶。
7.进一步的说,本实用新型所述的上纸组件包括上纸流道以及夹纸模组,所述的夹纸模组包括夹爪,所述的夹爪通过夹爪气缸进行开合;所述的夹爪通过夹爪齿轮齿条模组设置于夹爪直线导轨上,所述的夹爪齿轮齿条模组连接夹爪伺服电机,所述的夹爪伺服电机驱动夹爪齿轮齿条模组动作从而控制夹爪的伸出和退回;所述的上纸流道的侧面还设置有防护板。
8.再进一步的说,本实用新型所述的上纸组件还包括切纸模组,所述的切纸模组包括切割背板以及切刀;所述的切割背板上设置有切槽,所述的切刀通过切刀气缸控制在切刀直线滑轨上移动,完成打包纸的切割动作。
9.进一步的说,本实用新型所述的侧夹板组件包括左侧夹板组件以及右侧夹板组件;所述的待打包产品由送料组件推入左侧夹板组件与右侧夹板组件之间;所述的左侧夹
板组件包括左侧夹板,所述的左侧夹板通过左侧滚珠丝杆组件与左侧伺服电机连接;所述的右侧夹板组件包括右侧夹板,所述的右侧夹板通过右侧滚珠丝杆组件与右侧伺服电机连接;所述的右侧夹板面向待打包产品的一面设置有流利条模组;所述的左侧夹板组件以及右侧夹板组件夹住待打包产品移动至压纸轴组件的侧面。
10.进一步的说,本实用新型所述的压纸轴组件包括压纸轴,所述的压纸轴通过压纸轴安装块与同步带模组连接;所述的同步带模组连接伺服电机,所述的伺服电机驱动同步带模组动作从而带动压纸轴在送料方向上前后移动将打包纸的边沿进行折边,完成打包纸的封口。
11.本实用新型的有益效果是,解决了背景技术中存在的缺陷,通过各组件之间的配合自动完成打包纸包覆花束的动作,不仅节省了人工,提高了自动化水平,而且有效的避免了由人工打包造成的花损问题。
附图说明
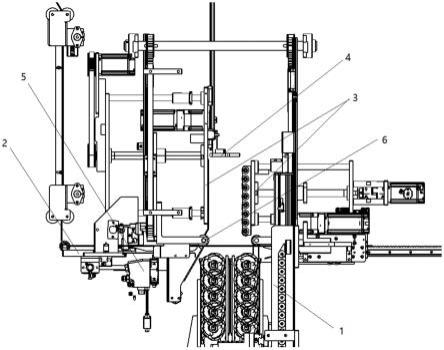
12.图1是本实用新型的结构示意图;
13.图2是本实用新型上纸组件的结构示意图;
14.图3是本实用新型侧夹板组件的结构示意图;
15.图4是本实用新型后推板组件的结构示意图;
16.图5是本实用新型喷胶组件的结构示意图;
17.图6是本实用新型压纸轴组件的结构示意图;
18.图中:1、送料组件;2、上纸组件;3、侧夹板组件;4、后推板组件;5、喷胶组件;6、压纸轴组件;
19.21、上纸流道;22、夹纸模组;23、夹爪;24、夹爪气缸;25、夹爪齿轮齿条模组;26、夹爪直线导轨;27、夹爪伺服电机;28、防护板;29、切纸模组;210、切割背板;
20.31、左侧夹板组件;32、右侧夹板组件;33、左侧夹板;34、左侧滚珠丝杆组件;35、左侧伺服电机;36、右侧夹板;37、右侧滚珠丝杆组件;38、右侧伺服电机;39、流利条模组;
21.41、后推板伺服电机;42、齿轮齿条模组;43、后推板;
22.51、条状胶枪;52、喷胶安装板;53、喷胶直线模组;
23.61、压纸轴;62、压纸轴安装块;63、同步带模组;64、伺服电机。
具体实施方式
24.现在结合附图和优选实施例对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
25.如图1-图6所示的一种鲜花打包成型装置,包括送料组件1、上纸组件2、侧夹板组件3、后推板组件4、喷胶组件5以及压纸轴组件6。送料组件1设置于上纸组件2、侧夹板组件3以及压纸轴组件6的前道,送料组件将待打包产品连同上纸组件中的打包纸一起推入侧夹板组件中,完成待打包产品后端、左面以及右面的包裹。
26.如图2所示,上纸组件2包括上纸流道21以及夹纸模组22,所述的夹纸模组包括夹爪23,所述的夹爪23通过夹爪气缸24进行开合;所述的夹爪23通过夹爪齿轮齿条模组25设
置于夹爪直线导轨26上,所述的夹爪齿轮齿条模组25连接夹爪伺服电机27,所述的夹爪伺服电机27驱动夹爪齿轮齿条模组25动作从而控制夹爪23的伸出和退回。打包纸通过上纸流道进行引导走纸,能够防止打包纸歪斜,从而提高良品率,夹爪将打包纸夹住并拉到指定位置,通过设置槽型光电控制极限位置。为了进一步的防止在拉纸的过程中发生歪斜,所述的上纸流道的侧面还设置有防护板28。
27.上纸组件2还包括切纸模组29,所述的切纸模组包括切割背板210以及切刀;所述的切割背板上设置有切槽,所述的切刀通过固定块设置在切刀直线滑轨上,切刀通过切刀气缸控制在切刀直线滑轨上移动,完成打包纸的切割动作。
28.如图3所示,侧夹板组件3包括左侧夹板组件31以及右侧夹板组件32;所述的待打包产品由送料组件1推入左侧夹板组件31与右侧夹板组件32之间;所述的左侧夹板组件31包括左侧夹板33,所述的左侧夹板33通过左侧滚珠丝杆组件34与左侧伺服电机35连接;所述的右侧夹板组件32包括右侧夹板36,所述的右侧夹板通过右侧滚珠丝杆组件37与右侧伺服电机38连接;所述的右侧夹板面向待打包产品的一面设置有流利条模组39;设置流利条的目的是为了更好的进行入料,同时一方面不容易对待打包产品造成损坏,另一方面能够给对待打包产品提供更好的承托;所述的左侧夹板组件以及右侧夹板组件夹住待打包产品移动至压纸轴组件的侧面,完成待打包产品前端的包裹,至此,待打包产品的四个面已经全部完成包裹。
29.如图4所示,后推板组件4包括后推板伺服电机41以及与后推板伺服电机连接的齿轮齿条模组42,所述的齿轮齿条模组的前端连接后推板43,所述的送料组件推动待打包产品进入侧夹板组件中时,所述的后推板通过后推板伺服电机驱动齿轮齿条模组运动抵于待打包产品的后端,并随待打包产品向后移动,这样能够更好的保证在打包过程中的紧实度,防止打包纸歪斜、倒下,影响打包成形的效果。
30.如图5所示,喷胶组件5包括上、下设置的两个条状胶枪51,所述的两个条状胶枪通过喷胶安装板52与喷胶直线模组53的滑块连接,涂胶时,所述的上、下两个条状胶枪沿喷胶直线模组移动至打包纸的设定位置处,连续或间断喷涂热熔胶。
31.如图6所示,压纸轴组件6包括压纸轴61,所述的压纸轴61通过压纸轴安装块62与同步带模组63连接;所述的同步带模组连接伺服电机64,所述的伺服电机驱动同步带模组动作从而带动压纸轴在送料方向上前后移动将打包纸的边沿进行折边,完成打包纸的封口。
32.整体打包过程如下:
33.纸卷放料瓦楞纸进入上料流道内,上料流道右侧的夹爪在夹爪气缸的推动下打开,同时由夹爪伺服电机通过夹爪齿轮齿条和夹爪直线滑轨将夹爪伸出至瓦楞纸处,夹爪上的气缸动作夹住瓦楞纸并后移将瓦楞纸抽出,到指定位置触发槽型光电式动作停止同时夹爪松开。
34.此时,后推料组件前伸顶住瓦楞纸,送料组件通过推板将托杆上的花束全部推出,花束将瓦楞纸顶入左、右侧夹板组件内同时后推料组件后移防止瓦楞纸倒下和歪斜,在后推料组件触发槽型光电后,左、右侧夹板组件将半包的花束和瓦楞纸向左侧移动,将花束未被瓦楞纸包裹的那面封上,在触发槽型光电后,左、右侧夹板组件停止动作,此时切纸模组和喷胶组件动作,切开瓦楞纸并在末端涂上胶水,同时压纸轴组件在伺服电机的带动下后
移,将上纸流道内的瓦楞纸带出,并在压纸轴的挤压下粘贴在包裹好的花束外侧完成打包成形。
35.以上说明书中描述的只是本实用新型的具体实施方式,各种举例说明不对本实用新型的实质内容构成限制,所属技术领域的普通技术人员在阅读了说明书后可以对以前所述的具体实施方式做修改或变形,而不背离实用新型的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1