钢筋网焊接线横筋自动排料下料装置的制作方法
1.本实用新型属于钢筋网加工设备领域,涉及钢筋网自动焊接生产线横筋排料、下料装置。
背景技术:
2.钢筋网由横钢筋条、纵钢筋条交叉焊接而成,自动化程度高的主要有两种方式,一种是线性排焊,钢筋前进,焊枪排成一排且只上下往复动;一种是x轴y轴焊接机,焊枪或网丝在轨道上移动,轨道有x轴轨、y轴轨,相互配合,焊枪逐个焊接金属网片交叉焊点。x轴y轴焊接机,轨道运动需要的机电结构比线性排焊复杂一些,所以线性排焊使用起来故障率更低,生产可持续性更好,直径较粗的钢筋也能连续焊接。对于线性排焊,纵钢筋条已在前面等距排列并一步一步前进,横钢筋条有的是通过斜面钢筋排列道预先排列,最底下的一根被卡住,等纵钢筋条停止时,卡位结构松开,使最底下的那根钢筋滑落到纵钢筋条上,这种结构有时会出现下落两根钢筋的问题,且不同直径钢筋适应性不好,还有个问题是上端进料口相邻的是平台,斜面通道的钢筋要手工塞入,而斜面通道承载钢筋数量只有几十根,需要隔十几分钟就要补充钢筋,显然需要工人辅助的时间仍然较长,且往平台上运钢筋也费力,所以横钢筋条下料的机构自动化程度仍有待提高。
技术实现要素:
3.本实用新型为解决以上技术问题,提出一种钢筋网焊接线横筋自动排料下料装置。
4.本实用新型的技术方案:钢筋网焊接线横筋自动排料下料装置,含有放料槽、倾斜排料通道、拨动轮、拨动轮转动机构,所述放料槽连接在焊接线机架上,放料槽底面为斜面,斜面底边连通倾斜排料通道,倾斜排料通道由上限位板、下限位板构成,上限位板、下限位板二者中至少是下限位板直接连接到焊接线机架横向的架体上,倾斜排料通道用于将横筋沿下限位板斜面逐个倾斜排布,拨动轮固定在转轴上,转轴与下限位板转动连接,转轴一端固定连接拨动轮转动机构,拨动轮转动机构驱动转轴做往复转动,拨动轮设有棘齿槽,棘齿槽用于放置并且在拨动轮转动时抛送横筋;
5.所述放料槽一侧是镂空结构,靠近镂空结构一侧设有至少两个自动剪刀,自动剪刀用于剪断横筋捆扎铁丝,放料槽设有配套吊钩,吊钩连接起吊机构。
6.优选的,自动剪刀为气动铰接杆剪刀。
7.进一步地是:所述上限位板为可拆卸、可调结构,上限位板上固定有螺杆,螺杆通过螺母连接紧压板,紧压板下面是加强板,加强板下面贴紧横梁,横梁两端固定在焊接线机架上,紧压板与上限位板间的螺杆上套有弹簧。
8.更进一步地是:紧压板设有调节长孔,螺栓穿过调节长孔、加强板连接紧固紧压板;焊接线机架固定有连接板,连接板设有调节长孔,螺栓穿过横梁、调节长孔连接连接板。
9.具体的,所述拨动轮转动机构为气动往复运动铰杆结构,含有轴套、角柄、气缸,所
述轴套与转轴端头紧固连接,轴套与角柄一端固定连接,角柄带有拐角,角柄另一端铰接气缸推杆,气缸尾部铰接在机架上。
10.优选地是:轴套与转轴通过顶紧螺丝紧固连接。
11.具体的,转轴与下限位板的转动连接的一种方式为:通过在下限位板上设置弧形槽与弧形环且配合为圆孔,转轴与圆孔间隙配合。
12.本实用新型的有益效果:1)放料槽放置的横筋料杆数量多,满足较长时间的横筋料杆输送。2)棘齿槽采用类似棘轮的结构,拨动轮回位只容纳一根横筋料杆,横筋料杆被抛送下落准确到达预定位。3)自动剪刀和吊钩的使用能实现成捆钢筋料杆的一次性投送,节省体力和时间。4)上限位板可拆卸、可调结构能适应不同径粗的钢筋。5)调节长孔预留了调节余量,方便设备安装时上限位板与拨动轮间的间隔距离的微调。6)气动往复运动铰杆结构带有强制转轴转动的效果,比电机带动转动惯性小,横筋抛出动作路径一致性好。
附图说明
13.图1是本实用新型的主要结构(拨动轮转动机构在图2单独画出)示意图;
14.图2是本实用新型的拨动轮转动机构的运动状态示意图;
15.图3是本实用新型的镂空结构放料槽示意图;
16.图4是本实用新型的上限位板、横梁俯视45度视角的示意图;
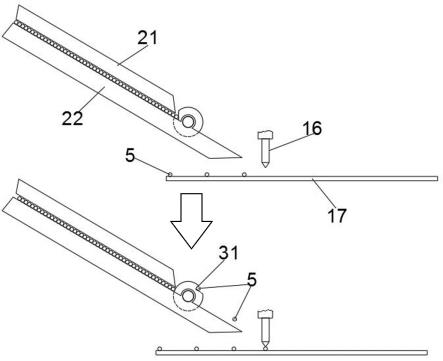
17.图5是本实用新型的横筋抛出、焊枪焊接状态过程示意图。
18.图中:1-放料槽、2-倾斜排料通道、3-拨动轮、4-转轴、5-横筋、6-自动剪刀、7-吊钩、8-螺杆、9-紧压板、10-加强板、11-横梁、12-弹簧、13-轴套、14-角柄、15-气缸、16-焊枪、17-纵筋、18-焊接线机架、19-调节长孔、20-连接板、21-上限位板、22-下限位板、31-棘齿槽、131-顶紧螺丝。
具体实施方式
19.如图,一种钢筋网焊接线横筋自动排料下料装置,含有放料槽1、倾斜排料通道2、拨动轮3、拨动轮转动机构,所述放料槽1连接在焊接线机架上,放料槽1底面为斜面,斜面底边连通倾斜排料通道2,倾斜排料通道2由上限位板21、下限位板22构成,上限位板21、下限位板22二者中至少是下限位板22直接连接到焊接线机架横向的架体上,倾斜排料通道2用于将横筋5沿下限位板22斜面逐个倾斜排布,拨动轮3固定在转轴4上,转轴4与下限位板22转动连接(通过在下限位板22上设置的弧形槽与弧形环,配合为圆孔,转轴4与圆孔间隙配合),转轴4一端固定连接拨动轮转动机构,拨动轮转动机构驱动转轴4做往复转动,拨动轮3设有棘齿槽31,棘齿槽31用于放置并且在拨动轮转动时抛送横筋5。
20.为了节省体力和放料时间,进一步把放料槽1一侧制作为镂空结构,靠近镂空结构一侧设有至少两个自动剪刀6,自动剪刀6用于剪断横筋捆扎铁丝,放料槽1设有配套吊钩7,吊钩7连接起吊机构。优选的:自动剪刀6为气动铰接杆剪刀,属于现有的能直接获得的装置。斜面底边也做成杆架形式,与横筋的接触面少,利于滚动下滑。
21.所述上限位板21为可拆卸、可调结构,上限位板21上固定有螺杆8,螺杆8通过螺母连接紧压板9,紧压板9下面是加强板10,加强板10下面贴紧横梁11,横梁11两端固定在焊接线机架18上,紧压板9与上限位板21间的螺杆8上套有弹簧12。弹簧12一直处于压缩状态,向
下顶紧上限位板21,改变螺母在螺杆的位置,上限位板21与下限位板22之间的间距得以改变,就可适应不同径粗的钢筋。当上限位板21贴紧横梁11下表面时,达到上限位板21与下限位板22的最大间距,此时排放的为最大直径的横筋5,改变螺母在螺杆的位置,使上限位板21与横梁11下表面处于分离状态,上限位板21与下限位板22间的距离可以从最大间距调节到更小的间距。
22.紧压板9设有调节长孔19,螺栓穿过调节长孔19、加强板10连接紧固紧压板9;焊接线机架18固定有连接板20,连接板20设有调节长孔19,螺栓穿过横梁11、调节长孔19连接连接板20。调节长孔为预留的调节余量,方便设备安装时上限位板21与拨动轮3在倾斜方向上的间隔距离的微调,小直径横筋也能被抛出到合适的位置。
23.拨动轮转动机构一种具体结构为气动往复运动铰杆结构,含有轴套13、角柄14、气缸15,所述轴套13与转轴4端头通过顶紧螺丝131紧固连接,轴套13与角柄14一端固定连接,角柄14带有拐角,角柄14另一端铰接气缸15推杆,气缸15尾部铰接在机架(安装焊枪16的横向机架架体)上。除了气动往复运动铰杆结构,也可以采用电动输出轴加减速机的带动方式,或其它实现往复转动的机构。
24.该装置运行过程:钢筋截断后整齐码放并用铁丝打捆,用吊钩7勾住铁丝成捆的钢筋起吊到放料槽1内,自动剪刀伸出(通过镂空之处伸入放料槽1内)剪断铁丝(铁丝的位置距离钢筋端头的距离基本相同,铁丝处于自动剪刀的咬合范围内),吊钩7升高,剪断的铁丝随吊钩移出。放料槽1底部的横筋滚动漏入倾斜排料通道2。横筋5在下限位板22呈单层倾斜排布。气缸15气杆伸缩,角柄14、轴套13被同时带动呈弧线运动,进而带动转轴4往复转动。最底部的横筋5在拨动轮3回位时刚好落进棘齿槽31,纵筋17前移一步后停止时或前移过程中(视钢筋网间距要求设定纵筋前进与拨动轮的协调运行时间间隔)拨动轮3被拨动轮转动机构带动转动,棘齿槽31内的横筋5被抛出,落到纵筋17上,焊枪16(多个焊枪线性排列,气动驱动上下运行)下行,焊接横筋5与纵筋17,焊接完成后焊枪16上行回位,纵筋17继续前移一步,重复上述动作。当需要制作另外直径的钢筋网时,调节螺杆8上的螺母,使上限位板21、下限位板22之间的间距改变,间距越小,适应的横筋尺寸直径就越小。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1