自动打托机的制作方法
本技术涉及自动化设备,具体涉及自动打托机。
背景技术:
1、打托,就是把产品码到托盘上进行打包带缠膜的一种劳动过程。为方便产品运输,在空运或是装集装箱海运前,通常先将一些散件产品包装成托盘。有些托盘为防水要在产品外部包上塑料薄膜,即pvc薄膜等。
2、打托的主要目的是为了起到固定产品不散架的作用,还可以起到防潮和保护的作用,在产品拆卸上也较为方便;在玻璃制品,五金工具,电子电器,造纸,陶瓷,化工,食品,饮料,建材等行业中都可能需要用到打托。产品可以是装有机项盒、pos机、机箱、电子器件等等各类产品的纸箱。
3、对于很多产品的打托,国内外打托模式是以传统的人工作业为主,尤其是在工厂车间内,传统的打托作业模式无法满足市场的巨大需求,同时由于人工自主性强,在包装上可能存在不同的方式,导致不同的人工在打托后,呈现出的成品不一,可能影响外形或运输;且在长期劳动过程中,人工会产生疲劳,导致包装的效率降低,同时人工成本较高。
4、因此,有必要设计一种可以实现产品自动打托的打托流水线,取代人工作业。
技术实现思路
1、本实用新型的目的在于针对现有技术的缺陷和不足,提供一种可节约人工成本,提高效率,提高自动化程度的自动打托机。
2、为实现上述目的,本实用新型采用以下技术方案是:
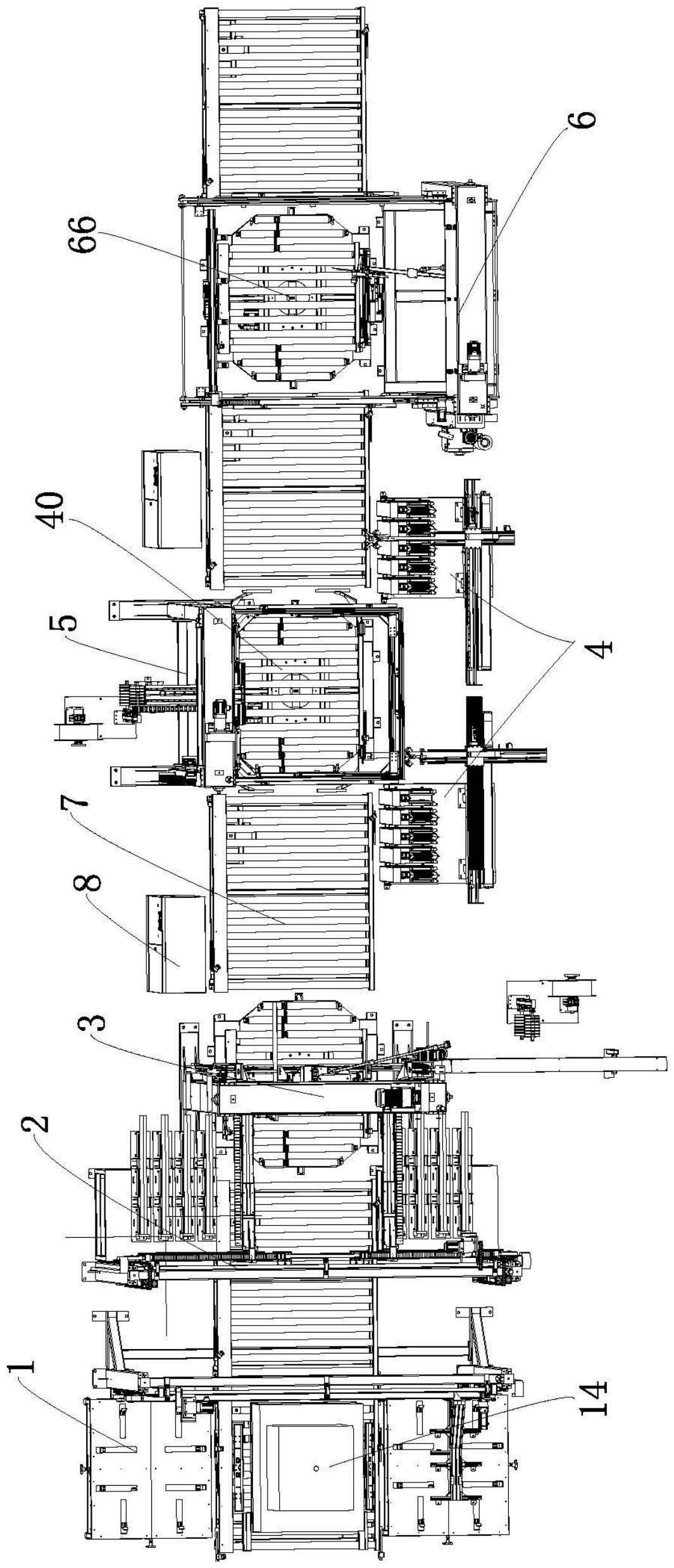
3、自动打托机,包括用于传输产品的滚筒运输线,所述自动打托机还包括沿滚筒运输线依次设置的:
4、上料机构,所述上料机构用于对产品进行居中定位,并将纸板或木板放置在产品上;
5、顶部护角放置机构,所述顶部护角放置机构用于将护角放置在位于顶部护角放置机构下方、滚筒运输线上的产品的顶角部上;
6、竖向打扎带机构,所述竖向打扎带机构用于对产品竖向的两边进行扎带;
7、两四周护角放置机构,所述两四周护角放置机构用于将护角放置在位于两四周护角放置机构、滚筒运输线上的产品的四个棱边上;
8、横向打扎带机构,所述横向打扎带机构用于对产品横向进行扎带;
9、覆膜缠绕机构,所述覆膜缠绕机构用于将膜缠绕在产品的四周。
10、进一步,所述上料机构包括
11、第一框架,
12、第一升降机构,所述第一升降机构设置在第一框架内;
13、定位放置机构,所述定位放置机构位于所述第一框架的前端;
14、产品居中定位机构,所述产品居中定位机构与所述滚筒运输线对接;
15、第一机械手,所述第一机械手安装在所述第一升降机构上,并活动往返于居中定位机构和产品居中定位机构。
16、进一步,所述定位放置机构包括工作台、推槽、滑动件及推动件,所述推槽横纵间隔设置在所述工作台上,所述工作台的底部设置有滑动件,所述推动件设置在滑动件上,所述推动件上设置有与所述推槽相配合的推块,所述推块可在推槽上移动;
17、所述滑动件包括多个第一滑轨及多个第一滑块,多个第一滑轨固定在所述工作台的底部,与推槽的位置相对应,每个第一滑轨上皆设置有一第一滑块;
18、所述推动件还包括多个推动底座及多个推动气缸,所述推动底座设置在所述第一滑块上,所述推动气缸安装在所述工作台底部,推动气缸与所述推动底座连接,所述推块固定在推动底座上。
19、进一步,所述顶部护角放置机构包括
20、第二框架,
21、第二升降机构,所述第二升降机构安装在第二框架内;
22、顶部护角放置件,所述第二框架的两侧各设置有一顶部护角放置件;
23、第二机械手,所述第二机械手安装在所述第二升降机构上,并活动往返于两顶部护角放置件和滚筒运输线。
24、进一步,所述顶部护角放置件包括多列护角定位件,多列护角定位件间隔设置在所述工作平台上,所述护角定位件上固定有多个定位挡板,两两相对的定位挡板之间形成一容置槽;
25、所述顶部护角放置件还包括底管及支撑座,所述底管设置在所述容置槽内,所述支撑座架设在所述底管上。
26、进一步,所述竖向打扎带机构包括
27、第三框架,
28、第三升降机构,所述第三升降机构安装在所述第三框架内;
29、第一打包机芯,所述第一打包机芯与所述第三升降机构连接,第一打包机芯在第三升降机构的带动下升降;
30、第一扎带张紧机构,所述第一扎带张紧机构与所述第一打包机芯配合,扎带的一端缠绕在第一扎带张紧机构上,扎带另一端连接所述第一打包机芯;
31、扎带导向机构,所述扎带导向机构安装在所述第三框架上,所述扎带导向机构与所述第一打包机芯对接;
32、伸缩机构,所述伸缩机构固定在第三框架上,伸缩机构包括伸缩电机及伸缩杆,伸缩电机控制伸缩杆伸缩;
33、第一旋转机构,所述第一旋转机构位于所述第一打包机芯的下方。
34、进一步,所述四周护角放置机构包括
35、第四框架,
36、四周护角放置件,所述四周护角放置件固定在所述第四框架上;
37、第四机械手,所述第四机械手安装在所述第四框架上,并往返活动于四周护角放置件和滚筒运输线;
38、所述两四周护角放置机构之间设置有第二旋转机构。
39、进一步,所述横向打扎带机构包括
40、第五框架,
41、第四升降机构,所述第四升降机构设置在所述第五框架上;
42、第五移动机构,所述第五移动机构设置在所述第四升降机构上;
43、第二打包机芯,所述第二打包机芯设置在所述第五移动机构上,第二打包机芯在第五移动机构的带动下移动;
44、穿膜机构,所述穿膜机构固定在所述第二打包机芯上,随着第二打包机芯的升降而升降,所述穿膜机构包括主框架、扎带移动件及扎带叉架,所述主框架内部两侧皆设置有扎带移动件,所述主框架的两侧外部皆设置有扎带叉架;
45、第二扎带张紧机构,所述第二扎带张紧机构与所述第二打包机芯配合,扎带的一端缠绕在第二扎带张紧机构上,扎带另一端连接所述第二打包机芯。
46、进一步,所述覆膜缠绕机构包括
47、第六框架,
48、第五升降机构,所述第五升降机构设置在第六框架内;
49、竖膜放置机构,所述竖膜放置机构固定在第六框架的侧面,所述竖膜放置机构还包括竖直滑动件及缠绕膜出料件,所述缠绕膜出料件安装在竖直滑动件上;
50、切膜机构,所述切膜机构安装在所述第五升降机构上,所述切膜机构用于切膜;
51、拉膜机构,所述拉膜机构与所述切膜机构连接;
52、压膜机构,所述压膜机构安装在所述第六框架的底部,压膜机构用于压膜;
53、及第三旋转机构,所述第三旋转机构位于所述拉膜机构的下方,用于带动产品旋转。
54、采用上述技术方案后,本实用新型通过上料机构用于对产品进行居中定位,并将纸板或木板放置在产品上;通过顶部护角放置机构放置护角,通过竖向打扎带机构对放置完护角的产品进行竖向打扎带;竖向打完扎带后,产品通过滚筒运输线运送至四周护角放置机构,通过四周护角放置机构对产品四条棱边放置护角;四周护角放置完毕后,通过横向打扎带机构对产品的横向进行打扎;通过覆膜缠绕机构将缠绕膜缠绕在产品的四周,完成产品膜缠绕;得到成品,然后进行出料;整体提高自动化水平,整条生产线皆采用机械代替人工,减少了工人的需求,能够节约人工成本,提高生产效率。
- 还没有人留言评论。精彩留言会获得点赞!