玻璃收料装置的制作方法
1.本技术涉及玻璃收料领域,尤其是涉及一种玻璃收料装置。
背景技术:
2.玻璃面板是一种表面极其平整的薄玻璃片,是平板显示产业的关键基础材料之一。当玻璃面板被生产出来后需要对其进行存储,以便于根据后续加工的需要进行运输。
3.通常,玻璃面板的输送是由传送带进行输送的,利用传送带将玻璃面板输送至存储架上进行堆叠存储,存储架上可以放置若干层玻璃面板,当前一块玻璃面板被输送至存储架上的其中一层上后,由传送带带动后一块玻璃面板上升,并将后一块玻璃面板输送至存储架上,从而堆叠在前一块玻璃面板上,为了减少传送带在上升的过程中下层玻璃面板对传送带产生干涉,通常传送带的端部与存储架之间留有一定的距离。
4.但是,当玻璃面板移动至传送带的端部时,传送带的端部无法再为玻璃面板的输送提供动力,使得玻璃面板并未完全进入到存储架中,从而使得玻璃面板存在掉落的风险。
技术实现要素:
5.为了能够减少输送至存储架上的玻璃面板出现掉落的情况,本技术提供一种玻璃收料装置。
6.本技术提供一种玻璃收料装置,采用如下技术方案:
7.一种玻璃收料装置,包括收料台,所述收料台上设有送料机构和推送机构,所述收料台上还设有存储架,所述推送机构用于将送料机构中的玻璃推送至存储架中进行存储,所述推送机构包括水平移送组件、升降组件和推送组件,所述升降组件安装在收料台上,所述水平移送组件安装在升降组件上,所述推送组件安装在水平移送组件上,所述推送组件包括驱动件一、传送带和推送件,所述驱动件一和传送带均安装在水平移送组件上,所述驱动件一与传送带相连,所述传送带与送料机构对准,所述推送件安装在水平移送组件上,所述推送件用于将运送至传送带上的玻璃推送入存储架上。
8.通过采用上述技术方案,利用送料机构将玻璃面板输送至存储架处,通过推送机构中的推送组件将送料机构中的玻璃面板完全推送入存储架中,从而便于减少玻璃面板出现从存储架上掉落的风险。并且,利用水平移送组件和升降组件能够带动推送组件移动,从而方便实现玻璃面板的堆叠存储。
9.在一个具体的可实施方案中,所述升降组件包括升降架、升降电机、升降柱、升降板和升降丝杆一,所述升降架安装在收料台上,所述升降电机安装在升降架上,所述升降柱安装在升降架上,且所述升降电机驱动升降柱转动,所述升降丝杆一安装在升降架一侧的侧壁上,所述升降柱的一端同轴安装有齿轮一,所述升降丝杆一的一端同轴安装有齿轮二,所述齿轮一和齿轮二啮合,所述升降板螺纹配合于升降丝杆一上,所述水平移送组件安装在升降板上。
10.通过采用上述技术方案,当需要对玻璃面板进行堆叠时,通过升降电机驱动升降
柱转动,从而使升降柱上的齿轮一带动齿轮二转动,从而带动升降丝杆一转动,从而带动升降板实现升降的动作,从而使安装在升降板上的水平移送组件能够进行升降,以便于水平移送组件中的玻璃面板能够实现堆叠在下层玻璃面板上。
11.在一个具体的可实施方案中,所述水平移送组件包括安装板、移送电机和移送丝杆,所述移送电机安装在升降板上,所述移送丝杆安装在升降板上,且所述移送丝杆的一端与移送电机的输出轴同轴相连,所述安装板螺纹配合于移送丝杆上。
12.通过采用上述技术方案,当需要将玻璃面板在水平方向上输送时,通过移送电机驱动移送丝杆转动,从而带动安装板在水平方向上移动,从而便于实现玻璃面板在水平方向上进行移动。
13.在一个具体的可实施方案中,所述推送件包括推块一、推块二、推送气缸一和推送气缸二,所述推送气缸安装在安装板上,所述推块一安装在推送气缸一的活塞杆上,所述推送气缸二安装在安装板上,且所述推送气缸二的活塞杆的朝向与推送气缸一的活塞杆的朝向相反,所述推块二安装在推送气缸二的活塞杆上。
14.通过采用上述技术方案,当玻璃面板被输送至传送带的端部时,此时传送带不再为玻璃面板的行进提供动力,此时,通过推送气缸一带动推送块一移动,或通过推送气缸二带动推送块二移动,从而使推动块一将玻璃面板推入存储架中,以便于完成玻璃面板的堆叠。
15.在一个具体的可实施方案中,所述驱动件一包括电机一和驱动杆,所述电机一安装在安装板上,所述电机一的输出轴上同轴安装有同步轮一,所述驱动杆安装在安装板上,所述驱动杆上同轴安装有同步轮二,所述同步轮一和同步轮二之间通过同步带一相连,所述传送带绕设在驱动杆上。
16.通过采用上述技术方案,利用电机一驱动同步轮一转动,从而使同步轮一通过同步带一带动同步轮二转动,从而使同步轮二带动驱动杆转动,从而使驱动杆带动同步带动作,以便于传送带输送玻璃面板。
17.在一个具体的可实施方案中,所述送料机构包括传送组件和调整组件,所述传送组件包括送料架、驱动件二和送料辊,所述送料架安装在收料台上,所述送料辊安装在送料架上,所述驱动件二安装在收料台上,且所述驱动件二驱动送料辊转动。
18.通过采用上述技术方案,利用驱动件二驱动送料辊转动,从而使送料辊输送玻璃面板,当玻璃面板被输送至靠近推送机构处时,利用调整组件对玻璃面板的角度进行调整,从而方便玻璃面板对准存储架,以便于玻璃面板被准确地送入存储架中。
19.在一个具体的可实施方案中,所述驱动件二包括电机二和传动杆,所述电机二安装在收料台上,所述电机二的输出轴上同轴安装有同步轮三,所述传动杆安装在收料台上,所述传动杆上同轴安装有同步轮四,所述同步轮三和同步轮四之间通过同步带二相连,所述传动杆上同轴安装有驱动齿轮,所述送料辊上同轴安装有传动齿轮,所述驱动齿轮与传动齿轮啮合。
20.通过采用上述技术方案,利用电机二驱动同步轮三转动,使得同步轮三通过同步带二带动同步轮四转动,从而使同步轮四带动传动杆转动,使得传动杆带动驱动齿轮转动,从而使驱动齿轮带动传动齿轮转动,从而带动送料辊转动,以便于实现输送玻璃面板的动作。
21.在一个具体的可实施方案中,所述调整组件包括调整板、调整气缸、调整电机和收紧板,所述调整气缸安装在收料台上,所述调整板安装在调整气缸的活塞杆上,所述调整板上设有顶升柱,所述顶升柱位于送料辊的下方,所述调整电机安装在调整板上,所述调整电机的输出轴上安装有同步轮五、所述调整板上安装有同步轮六,所述同步轮五和同步轮六之间通过同步带三相连,所述收紧板上设有夹块,所述夹块与同步带三相连,所述收紧板的两端均设有收紧柱。
22.通过采用上述技术方案,当玻璃面板被输送至靠近推送机构处时,调整气缸带动调整板上升,从而使调整板上的顶升柱将玻璃面板顶起,从而使玻璃面板与送料辊分离,此时调整电机驱动同步轮五转动,使得同步轮五通过同步带三带动同步轮六转动,从而使得收紧板随着同步带三动作,从而使收紧板上的收紧柱抵触玻璃面板的侧壁,从而对玻璃面板的角度和位置进行调整,以便于玻璃面板被准确的送入存储架中。
23.综上所述,本技术包括以下至少一种有益效果:
24.1.本技术通过设置推送组件,方便通过推送组件实现将玻璃完全推送入存储架中,从而方便减少输送至存储架上的玻璃面板出现掉落的情况。
25.2.本技术通过设置调整组件,方便通过调整组件对玻璃面板的角度和位置进行调整,从而方便玻璃面板对准推送组件,以便于推送组件将玻璃面板送入存储架中。
26.3.本技术通过设置升降组件,方便通过升降组件带动推送组件实现升降的动作,从而便于实现玻璃面板在存储架中进行堆叠存储。
附图说明
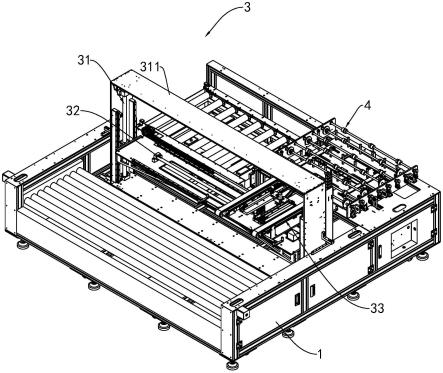
27.图1是本技术玻璃收料装置的结构示意图。
28.图2是本技术实施例中推送机构的结构示意图。
29.图3是本技术实施例中送料机构的结构示意图。
30.图4是本技术实施例中调整组件的结构示意图。
31.图5是本技术实施例中调整组件的爆炸图。
32.图6是本技术实施例中升降组件的结构示意图。
33.图7是图6中a处的放大图。
34.图8是本技术实施例中水平移送组件的结构示意图。
35.图9是本技术实施例中推送组件的结构示意图。
36.图10是本技术实施例中推送组件的爆炸图。
37.附图标记说明:
38.1、收料台;2、存储架;3、推送机构;31、升降组件;311、升降架;312、升降电机;313、升降柱;314、升降丝杆一;315、升降丝杆二;316、升降板;317、齿轮一;318、齿轮二;319、齿轮三;3110、齿轮四;3111、同步轮七;3112、同步轮八;3113、同步带四;32、水平移送组件;321、移送电机;322、移送丝杆;323、安装板;324、导块;325、滑轨;326、滑块;33、推送组件;331、传送带;332、驱动杆;333、电机一;334、同步轮一;335、同步轮二;336、同步带一;337、顶升气缸一;338、定位板一;339、推送气缸一;3310、推块一;3311、卡轨一;3312、滑条一;3313、顶升气缸二;3314、定位板二;3315、推送气缸二;3316、推块二;3317、卡轨二;3318、滑条二;4、送料机构;41、传送组件;411、送料架;412、送料辊;413、电机二;414、传动杆;415、
同步轮三;416、同步轮四;417、同步带二;418、驱动齿轮;419、传动齿轮;42、调整组件;421、调整板;422、顶升柱;423、调整电机;424、同步轮五;425、同步轮六;426、同步带三;427、收紧板;428、收紧柱;429、夹块;4210、调整气缸;5、废料架。
具体实施方式
39.以下结合附图对本技术作进一步详细说明。
40.本技术实施例公开一种玻璃收料装置,参照图1和图2,包括收料台1,收料台1上安装有送料机构4、存储架2和推送机构3,存储架2设置在收料台1的一端,且存储架2设置有两个,两个存储架2位于同一直线上,送料机构4安装在收料的另一端,推送机构3位于送料机构4和存储架2之间。通过送料机构4输送玻璃面板,当玻璃面板被输送至推送机构3处时,通过推送机构3将玻璃面板推送入存储架2中进行堆叠存储。
41.参照图2和图3,送料机构4包括传送组件41和调整组件42,传送组件41包括送料架411、驱动件二和送料辊412,送料架411固定安装在收料台1上,送料辊412设置有若干根,送料辊412转动安装在送料架411上,且若干根送料辊412沿送料架411的长度方向排布。驱动件二包括电机二413和传动杆414,电机二413固定安装在收料台1上,电机二413的输出轴上同轴安装有同步轮三415,传动杆414转动安装在收料台1上,传动杆414上同轴安装有同步轮四416,同步轮三415和同步轮四416之间通过同步带二417相连。传动杆414上还同轴安装有若干驱动齿轮418,送料辊412的端部同轴安装有传动齿轮419,驱动齿轮418与传动齿轮419啮合。
42.参照图2和图4,调整组件42包括调整板421、调整气缸4210、调整电机423和收紧板427,调整气缸4210固定安装在收料台1上,调整板421固定安装在调整气缸4210的活塞杆上,调整板421的顶壁上固定安装有若干顶升柱422,且顶升柱422位于送料辊412的下方,并且顶升柱422位于相邻两根送料辊412之间。调整电机423固定安装在调整板421的底壁上,且调整电机423的输出轴穿过调整板421的底壁,并向上延伸,调整电机423的输出轴上同轴安装有同步轮五424,调整板421的顶壁上转动安装有同步轮六425,同步轮五424和同步轮六425之间通过同步带三426相连。
43.参照图4和图5,收紧板427设置有两块,收紧板427的底壁上固定安装有夹块429,其中一块收紧板427的夹块429与同步带三426一侧的侧壁固定连击,另一块收紧板427的夹块429与同步带三426另一侧的侧壁固定连接,且两块收紧板427分别靠近送料辊412长度方向的两端。收紧板427两端的顶壁上均固定安装有收紧柱428,收紧柱428位于相邻的两根送料辊412之间。
44.参照图3和图4,当玻璃面板被输送至送料辊412上时,通过电机二413驱动送料辊412转动,从而对玻璃面板进行输送,当需要对玻璃面板的角度进行调整时,通过调整气缸4210带动调整板421上升,从而使顶升柱422将玻璃面板顶起,从而使玻璃面板与送料辊412分离,接着调整电机423驱动同步带三426动作,从而使两块收紧板427彼此靠拢,从而使收紧板427上的收紧柱428抵触玻璃面板的侧壁,从而对玻璃面板进行夹紧,实现调整玻璃面板的角度的动作,从而使玻璃面板对准推送机构3,以便于推送机构3将玻璃面板推送入存储架2中。
45.参照图1,推送机构3包括水平移送组件32、升降组件31和推送组件33,升降组件31
安装在收料台1上且位于送料架411与存储架2之间。
46.参照图6和图7,升降组件31包括升降架311、升降电机312、升降柱313、升降板316、升降丝杆一314和升降丝杆二315,升降架311固定安装在收料台1上,升降电机312固定安装在升降架311的内顶壁上,升降电机312的输出轴上同轴安装有同步轮七3111,升降柱313转动安装在升降架311的内顶壁上,升降柱313上同轴安装有同步轮八3112,同步轮七3111和同步轮八3112之间通过同步带四3113相连。
47.参照图6,升降丝杆一314转动安装在升降架311一侧的侧壁上,升降丝杆二315转动安装在升降架311另一侧的侧壁上,升降柱313的靠近升降丝杆一314的一端同轴安装有齿轮一317,升降丝杆一314靠近升降柱313的一端同轴安装有齿轮二318,齿轮一317和齿轮二318啮合。升降柱313靠近升降丝杆二315的一端同轴安装有齿轮三319,升降丝杆二315靠近升降柱313的一端同轴安装有齿轮四3110,齿轮三319和齿轮四3110啮合。升降板316的一端螺纹配合于升降丝杆一314上,另一端螺纹配合于升降丝杆二315上。
48.参照图8和图9,水平移送组件32包括安装板323、移送电机321和移送丝杆322,移送电机321固定安装在升降板316上,移送丝杆322转动安装在升降板316上,且移送丝杆322的一端与移送电机321的输出轴同轴连接,安装板323的底壁上固定安装有导块324,导块324螺纹配合于移送丝杆322上。升降板316的顶壁上固定安装有滑轨325,安装板323的底壁上固定安装有滑块326,滑块326与滑轨325滑动连接。
49.参照图9和图10,推送组件33包括驱动件一、传送带331和推送件,驱动件一包括电机一333和驱动杆332,电机一333固定安装在安装板323上,电机一333的输出轴上同轴安装有同步轮一334,驱动杆332转动安装在安装板323上,且驱动杆332上同轴安装在同步轮二335,同步轮一334和同步轮二335之间通过同步带一336相连,传送带331设置有两条,且分别绕设在驱动杆332的两端。
50.参照图9和图10,推送件包括推块一3310、推块二3316、推送气缸一339和推送气缸二3315,安装板323上位于传送带331的下方固定安装有顶升气缸一337,顶升气缸一337的活塞杆上固定安装有定位板一338,推送气缸一339固定安装在定位板一338上,且推送气缸一339的活塞杆朝向存储架2,定位板一338上固定安装有卡轨一3311,卡轨一3311上滑动安装有滑条一3312,推块一3310固定安装在推送气缸一339的活塞杆上,且推块一3310的侧壁与滑条一3312的一端固定连接。安装板323上位于传动带的下方固定安装有顶升气缸二3313,顶升气缸二3313的活塞杆上固定安装有定位板二3314,推送气缸二3315固定安装在定位板二3314上,且推送气缸二3315的活塞杆朝向送料架411,定位板二3314上固定安装有卡轨二3317,卡轨二3317上滑动安装有滑条二3318,推块二3316固定安装在推送气缸二3315的活塞杆上,且推块二3316的侧壁与滑条二3318的侧壁固定连接。
51.参照图1,存储架2上沿竖直方向固定安装有若干定位柱,且相邻两根定位柱之间留有存放玻璃面板的空隙。
52.参照图1,收料台1上还架置有废料架5,废料架5位于送料架411上玻璃行进方向的一侧。
53.本技术实施例的工作原理为:玻璃面板经过检测后被输送至送料辊412上,通过电机二413驱动送料辊412转动,从而实现输送玻璃的动作,当玻璃输送至靠近推送组件33处时,调整气缸4210带动调整板421上升,从而使顶升柱422带动玻璃面板上升,接着调整电机
423驱动同步带三426运转,从而带动两根收紧板427实现收紧的动作,从而使收紧板427上的收紧柱428将玻璃面板夹紧,从而对玻璃面板进行夹紧,从而调整玻璃面板的角度,使玻璃面板对准传送带331。
54.玻璃面板的角度调整完成后,调整气缸4210带动调整板421下降,从而使玻璃面板重新与送料辊412接触,使得送料辊412将玻璃面板送入传送带331上,通过传送带331将玻璃面板输送至存储架2上,当玻璃面板与传送带331分离时,顶升气缸一337带动定位板一338上升,推送气缸一339带动推块一3310移动,从而使推块一3310将玻璃面板继续推入存储架2中,从而完成玻璃面板的推送,随后,推送气缸一339和顶升气缸二3313依次复位。当前一块玻璃面板被推送入存储架2后,后一块玻璃面板被输送至传送带331上后,升降组件31带动传送带331上升,通过推送组件33将后一块玻璃面板推送入存储架2中,并使得后一块玻璃面板位于前一块玻璃面板的上方,从而实现玻璃面板的堆叠存储。
55.当其中一个存储架2存满玻璃面板后,新的玻璃面板被输送至推送组件33中,通过水平移送组件32带动推送组件33移动,从而使推送组件33移动至另一个存储架2处,并通过推送组件33将玻璃面板推送至存储架2内进行存储。
56.当玻璃面板经过检测后为不合格产品时,送料机构4将玻璃面板输送至传送带331上,通过水平移送组件32带动推送组件33移动,从而使推送组件33移动至废料架5处,此时,通过传送带331将玻璃面板向废料架5内输送,当玻璃面板与传送带331分离后,顶升气缸二3313带动定位板二3314上升,从而使定位板二3314带动推送气缸二3315上升,接着推送气缸二3315带动推块二3316移动,从而使推块二3316将玻璃面板推入废料架5中,从而实现废料的收集。当玻璃面板被推送入废料架5上后,推送气缸二3315和顶升气缸二3313依次复位。接着送料机构4和推送机构3继续重复上述输送玻璃面板的动作。
57.以上为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1