骨架板转运料框的制作方法
1.本实用新型提出一种转运工具,尤其是一种骨架板转运料框。
背景技术:
2.原有骨架板通常采用堆叠的方式放置,由于骨架板表面涂有胶黏剂,因此需要在每层骨架板中间铺放珍珠棉隔层,而完成这步操作需要两个人相互配合,一人放置骨架板一人铺设珍珠棉隔层,拿取的时候也需要两人同时操作完成,并且需要将中间的珍珠棉隔层由专人送至原转运工位,转运过程比较繁琐,费时费力;人工在转运摆放骨架板的同时,骨架板经常会出现刮花或者磕碰现象。
技术实现要素:
3.为解决上述技术问题,本实用新型提出一种骨架板转运料框,其旨在解决骨架板放置、转运不便的问题,并且解决骨架板在转运过程中磕碰的情况。
4.本实用新型采用如下技术方案:
5.一种骨架板转运料框,包括料框本体,料框本体包括支腿和底架,底架置于支腿的底部,底架下方设置有叉取口,底架上方设置有支撑杆;料框本体上还设置有齿形板。
6.与现有技术相比,本实用新型的有益效果是:
7.本实用新型结构简单,能够满足骨架板的放置,减少空间浪费,并且能够防止骨架板在转运过程中被刮花或者磕碰,而且本装置只需一人即可完成骨架板的放置,降低劳动成本,转运过程简单,能够提高转运效率。
8.进一步的,本实用新型采用的优选方案是:
9.齿形板整体为条形结构,齿形板的一条长边等间距设置有若干个齿牙,齿形板的表面间隔开设有若干个长圆孔一,齿形板通过置于长圆孔一内的螺栓与料框本体连接。
10.齿形板包括左侧齿形板,右侧齿形板以及下部齿形板,左侧齿形板和右侧齿形板分别沿其宽度方向开设长圆孔一;左侧齿形板和右侧齿形板水平安装在各自所在一侧的支腿上,且左侧齿形板和右侧齿形板的齿牙相对设置;下部齿形板竖向安装在料框本体的底架上,下部齿形板的齿牙朝上设置,且下部齿形板的齿牙与左侧齿形板和右侧齿形板的齿牙对应设置。
11.每个齿牙上分别套装有聚氨酯套管。
12.料框本体的左侧支腿、右侧支腿分别设置有固定杆,底架上设置有固定板,两根固定杆以及固定板上分别沿垂直于各自所对应的齿形板的长圆孔一的长度方向开设有长圆孔二。
13.底架上部对称设置有两根截面为等腰三角形结构的支撑杆,支撑杆通过支撑柱与底架连接,两根支撑杆的相对面分别设置有聚氨酯板。
14.底架包括上底架和下底架,上底架和下底架之间通过连接柱连接,下底架的底部的两端对称设置有两组支撑框架,两组支撑框架中部设置有插槽。
15.支腿的顶部设置有码垛柱脚,支腿的底部设置有与码垛柱脚相配合的凹槽。
16.每根支腿上分别设置有吊耳。
附图说明
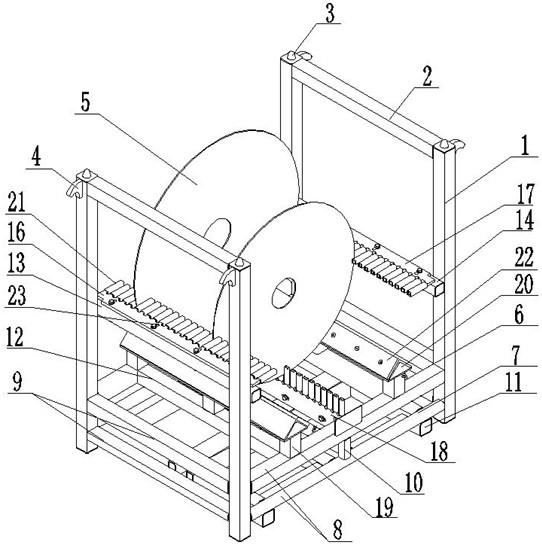
17.图1为本实用新型的结构示意图;
18.图2为图1的主视图;
19.图3为料框本体的结构示意图;
20.图4为料框本体的仰视图;
21.图5为本装置置于自动化输送线上的示意图;
22.图中:支腿1;连接杆2;码垛柱脚3;吊耳4;骨架板5;上底架6;下底架7;横向杆8;纵向杆9;连接柱10;支撑框11;外杆111;内杆112;加强杆12;左侧固定杆13;右侧固定杆14;固定板15;左侧齿形板16;右侧齿形板17;下部齿形板18;支撑柱19;支撑杆20;聚氨酯套管21;聚氨酯板22;长圆孔一23;长圆孔二24;凹槽25;叉取口26;插槽27;自动化输送线28;导向杆29。
具体实施方式
23.以下结合附图和具体实施例对本实用新型进一步说明。
24.一种骨架板转运料框,主要包括料框本体,料框本体由支腿1和底架等组成。
25.如图1、3所示,底架为矩形结构,底架的四个顶角分别固定焊接有一条支腿1,位于底架同侧的两根支腿1顶部通过连接杆2连接,即底架左侧的两根支腿1顶部通过连接杆2连接,右侧的两根支腿1顶部也通过连接杆2连接,且底架整体置于支腿1的底部。
26.本实施例中,底架由上底架6和下底架7两部分组成,上底架6和下底架7分别由横向杆8和纵向杆9连接形成矩形框架,且同一个框架上相邻的横向杆8与纵向杆9通过支腿1连接固定。上底架6的两根横向杆之间设置有两根与纵向杆平行的加强杆12,且两根加强杆12左右对称设置。
27.本实施中,在上底架6两根横向杆8的中部以及下底架7两根横向杆8的中部分别通过连接柱10焊接固定形成一个整体,而上底架6与下底架7之间的空隙作为叉车的叉取口26,供叉车插取转移。
28.对应每根加强杆12的位置分别设置有支撑杆20,支撑杆20的底部通过间隔设置的支撑柱19与上底架6的横向杆8和加强杆12焊接固定,本实施例中,支撑杆20为截面为等腰三角形的柱形结构,两根支撑杆20相对的侧面上分别通过沉头螺栓固定有聚氨酯板22。
29.如图1所示,料框本体上还设置有齿形板,齿形板整体为条形板,齿形板的表面等间距开设有若干个长圆孔一23,齿形板的一条长边等间距开设有若干个齿牙,本实施例中,齿形板有三块,分别为左侧齿形板16,右侧齿形板17以及下部齿形板18,左侧齿形板16和右侧齿形板17分别对应安装在各自所在一侧的支腿1上,下部齿形板18安装在上底架6上。
30.安装在支腿1上的两个齿形板分别通过固定杆与料框本体安装,本实施例中,在底架左侧的两根支腿1之间焊接一根与纵向杆9平行的左侧固定杆13,在底架右侧的两根支腿1之间焊接一根与纵向杆9平行的右侧固定杆14,且左侧固定杆13和右侧固定杆14分别置于各自所在一侧支腿1的中部,在上底架6的中部焊接一根与纵向杆9平行的固定板15。
31.如图1和图3所示,左侧固定杆13和右侧固定杆14的上表面分别对应各自一侧齿形板上的长圆孔一23等间距开设长圆孔二24,且长圆孔二24的长度方向与长圆孔一23的长度方向垂直设置,例如本实施例中,左侧齿形板16上的长圆孔一23沿左侧齿形板16的宽度方向设置,左侧固定杆13上的长圆孔二24沿其长度方向设置,左侧齿形板16上的长圆孔一23和左侧固定杆13上的长圆孔二24成十字交叉设置,然后利用螺栓将左侧齿形板16与左侧固定杆13锁紧,通过长圆孔一23和长圆孔二24可以对左侧齿形板16位置进行左右、前后调节;右侧齿形板17与右侧固定杆14的安装方式以及右侧齿形板17位置的调节方式与左侧齿形板16相同,且右侧齿形板17在安装时,注意其齿牙与左侧齿形板16的齿牙相对设置。
32.下部齿形板18安装时,齿牙朝上设置,下部齿形板18的表面沿其长度方向等间距开设若干个长圆孔一23,固定板15竖向放置,固定板15的表面对应下部齿形板18上的长圆孔一23等间距竖向开设有相应数量的长圆孔二24,下部齿形板18上的长圆孔一23和固定板15上的长圆孔二24呈十字交叉设置,下部齿形板18置于固定板15的左侧并利用螺栓与固定板15锁紧;通过下部齿形板18上的长圆孔一23和固定板15上的长圆孔二24对下部齿形板18位置进行前后、上下调整。
33.本实施例中,左侧齿形板16、右侧齿形板17以及下部齿形板18的齿牙对应设置,骨架板5置于相邻两个齿牙之间的齿槽内,通过齿牙对骨架板进行限位。
34.同一个截面的左侧齿形板16的齿牙尖端、右侧齿形板17的齿牙尖端以及下部齿形板18的齿牙尖端在同一个圆上。
35.为了防止齿牙与骨架板5之间发生碰撞或磨损,在每个齿牙上分别套装有聚氨酯套管21。
36.如图4所示,本实施中,下底架7的底部左右对称焊接有两组支撑框架,其同组设置有两个前后对称的支撑框11,两组支撑框架之间留有一定的间隙作为插槽27,本实施例中,如图5所示,支撑框11的外杆11对应自动化输送线28上的输送链条设置,通过输送链条将料框本体输送至指定位置;插槽27对应自动化输送线28上的导向杆29设置,在料框本体随输送链条运动时,导向杆29能够防止料框本体偏移。
37.如图1和图4所示,本实施例中,为了多个料框本体堆叠码放,在每根支腿1的顶部中心位置分别固定安装有锥形的码垛柱脚3,每根支腿1的底部中心位置对应码垛柱脚3的位置开设有锥形凹槽25,上层料框本体支腿1底部的凹槽25与下层料框本体支腿1底部的凹槽25插接,实现两个料框本体的码放。
38.为了便于吊装,在每根支腿1的外侧分别焊接有吊耳4。
39.本装置在应用时,根据骨架板5的尺寸规格,通过长圆孔一23和长圆孔二24调整齿形板的位置,满足骨架板5的放置,然后将骨架板5插在相邻两个齿牙的齿槽内,骨架板5的下部紧贴支撑杆20上的聚氨酯板22,支撑杆20通过聚氨酯板22对骨架板5起支撑作用。
40.本装置能够同时满足多种规格尺寸的骨架板5,同一个截面内,三个齿形板上齿牙根部所在圆的直径最大,此时最大直径为a,三个齿形板上齿牙尖端所在的圆的直径最小,此时最小直径为b,骨架板的直径为r,本装置能够同时放置骨架板的直径范围为b<r<a。
41.本装置结构简单,通过在底架上增加支撑杆20,对骨架板5起支撑作用,在底架以及支腿1上增加齿形板,通过齿形板上的齿牙对骨架板起限位作用,在齿牙上增加聚氨酯套管21以及在支撑杆20上增加聚氨酯板22能够有效起到减振防磕碰的效果,避免骨架板在运
输转运过程中出现可能情况;而且本装置只需一人操作即可完成骨架板的放置,减少了劳动成本。
42.以上仅为本实用新型的具体实施方式,但对本实用新型的保护并不局限于此,所有涉及本技术领域技术人员所能想到的对本技术方案技术特征提出的等效变化或替换,都包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1