应用于电池盒涂装的积放输送机的制作方法
:
1.本技术涉及积放链输送机的技术领域,尤其是涉及一种应用于电池盒涂装的积放输送机。
背景技术:
2.积放式悬挂输送机是一种适应于高生产率、柔性生产系统的运输设备,不仅起着运输作用,而且贯穿整个生产线,集精良的工艺操作、储存和运输功能于一体。随着现代化物流输送技术的飞速发展,被广泛应用在轻工、汽车、摩托车、家电、食品等行业生产线上。
3.在其广泛的应用过程中,必不可少的需要一种积放间距小、轨道尺寸小、承载小、线路长的积放线系统,以满足电池盒涂装工艺的积放链系统。目前,通常采用的积放链输送系统每根链条都只能有一个驱动装置进行驱动,积放间距大于500mm,牵引链条采用模锻式、牵引轨采用工字钢形式的积放链。在单挂工件重量轻、线路长时由于技术限制只能布置一个驱动装置这样链条负载就需要加大,相应的轨道和链条也加大才能满足使用要求。
4.由此可见,现有技术中的积放链输送系统,如果满足工件重量轻,线路布置就不能长,满足线路布置长就需要增大轨道、链条和驱动的规格型号来满足使用要;且由于负载大在弯段位置轨道磨损速度快维修频率高,在烘干时由于轨道大吸收热量高又增加了燃烧机的功率,积放间距大在小工件积放时空间利用率低,从而进一步的增加了生产时的使用成本。
技术实现要素:
5.为了解决上述的问题,本技术提供一种应用于电池盒涂装的积放输送机,以克服现有技术中的输送机由于设计缺陷导致在小工件、长的工艺线路中无合适的积放链输送系统,而需要和产品规格不相符合的积放链系统来满足使用要求,也克服现有技术中驱动装置不能在线布置需要单独绕出设置专用的平台,从而降低工艺线路布置的柔性化,进而既能更加柔性的布置工艺线路,又能满足小工件长距离的工艺线路中不增加轨道和链条规格来满足使用要求。降低设备成本,进一步的降低了电池盒的生产成本。
6.本技术提供的一种应用于电池盒涂装的积放输送机采用如下的技术方案:
7.一种应用于电池盒涂装的积放输送机,包括上层牵引轨道及下层行走轨道,所述上层牵引轨道与所述下层行走轨道平行设置,所述上层牵引轨道上固定有若干连接件,所述下层行走轨道经连接件固定在所述上层牵引轨道上,所述上层牵引轨道内设有牵引链条,所述上层牵引轨道上设有多个用于驱动所述牵引链条运动的驱动装置,所述下层行走轨道内活动设有积放小车,所述积放小车由所述牵引链条驱动。
8.所述牵引链条包括多段滚轮节和多段驱动节,所述滚轮节与所述驱动节间隔均布铰接在一起,所述滚轮节能够沿着所述上层牵引轨道滚动,所述驱动节中部水平设有轴承,所述驱动节底部固定有推头。
9.优选的,所述驱动装置包括驱动架,所述驱动架连接在所述上层牵引轨道内,所述
驱动架内部两侧对称设有驱动模块,所述驱动模块包括转动连接在驱动架上的主动齿轮和从动齿轮,所述主动齿轮和从动齿轮上连接有驱动链条,所述驱动链条表面均布间隔安装有夹持框,所述夹持框能够将轴承卡住,所述主动齿轮一侧固定有驱动齿轮,两侧的驱动齿轮相啮合,所述驱动架上安装有驱动电机,所述驱动电机驱动一侧的主动齿轮转动。
10.通过采用上述技术方案,驱动电机工作带动驱动齿轮转动,此时两侧的驱动链条转动,驱动链条上的夹持框贴合将牵引链条上的轴承卡住并带动其一起往前运动,从而可以驱动牵引链条运动,牵引链条经推头推动积放小车向前运动。
11.两侧所述驱动模块之间形成驱动腔,所述牵引链条与所述驱动腔相适配。
12.所述上层牵引轨道为底部开口的c型折边件制成,所述下层行走轨道为两个对称设置的槽型折边件制成,两个所述槽型折边件对称固定在所述连接件上。
13.优选的,所述积放小车为单车积放,且积放间距不大于250mm。
14.通过采用上述技术方案,积放间距能够设置的较小,提高了小工件电池盒积放的空间利用率,从而进一步的降低了生产时的使用成本。
15.综上所述,本技术包括以下至少一种有益技术效果:
16.本技术提供的应用于电池盒涂装线的积放链输送机,可以实现小工件、单链条长工艺线路积放链输送系统,驱动装置布置时不需要单独绕出设置专用的平台,从而更加柔性的布置工艺线路,又能满足小工件长距离的工艺线路中不增加轨道和链条规格来满足使用要求的输送系统。
附图说明:
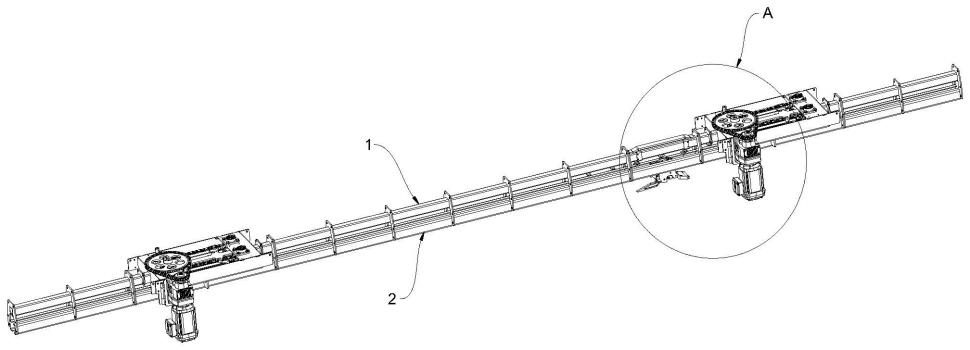
17.图1是本技术实施例的整体结构示意图。
18.图2是图1中a部放大图。
19.图3是本技术实施例不同视角下的结构示意图。
20.图4是本技术实施例中用于体现驱动装置的结构示意图。
21.图5是本技术实施例中用于体现驱动装置不同视角下的结构示意图。
22.图6是本技术实施例中用于体现牵引链条的结构示意图。
23.图7是本技术实施例中用于体现积放小车的结构示意图。
24.附图标记说明:1、上层牵引轨道;11、牵引链条;111、轴承;112、推头; 2、下层行走轨道;3、连接件;4、驱动装置;41、驱动架;421、主动齿轮; 422、从动齿轮;423、驱动链条;424、夹持框;425、驱动齿轮;43、驱动电机;5、积放小车。
具体实施方式:
25.以下结合附图1-7对本技术作进一步详细说明。
26.本技术实施例公开一种应用于电池盒涂装的积放输送机,参照图1-3,包括上层牵引轨道1及下层行走轨道2,上层牵引轨道1与下层行走轨道2平行设置,上层牵引轨道1为底部开口的c型折边件制成,上层牵引轨道1上固定有若干连接件3,下层行走轨道2经连接件3固定在上层牵引轨道1上,下层行走轨道2为两个对称设置的槽型折边件制成,两个槽型折边件对称固定在连接件3上,上层牵引轨道1内设有牵引链条11,上层牵引轨道1上设有多个用于驱动牵引链条11运动的驱动装置4,驱动装置4与上层牵引轨道1处于同一平面,下层行
走轨道2内活动设有积放小车5,积放小车5由牵引链条11驱动,积放小车 5为单车积放,且积放间距不大于250mm。
27.参照图6,牵引链条11包括多段滚轮节和多段驱动节,滚轮节与驱动节间隔均布铰接在一起,滚轮节能够沿着上层牵引轨道1滚动,驱动节中部水平设有轴承111,驱动节底部固定有推头112,推头112用于推动积放小车5向前运动。
28.参照图4-5,驱动装置4包括驱动架41,驱动架41连接在上层牵引轨道1 内,驱动架41内部两侧对称设有驱动模块,两侧驱动模块之间形成驱动腔,牵引链条11与驱动腔相适配,驱动模块包括转动连接在驱动架41上的主动齿轮 421和从动齿轮422,主动齿轮421和从动齿轮422上连接有驱动链条423,驱动链条423表面均布间隔安装有夹持框424,夹持框424能够将轴承111卡住,主动齿轮421一侧固定有驱动齿轮425,两侧的驱动齿轮425相啮合,驱动架 41上安装有驱动电机43,驱动电机43驱动一侧的主动齿轮421转动。
29.本技术实施例一种应用于电池盒涂装的积放输送机的实施原理为:
30.驱动电机43工作带动驱动齿轮425转动,此时两侧的驱动链条423转动,驱动链条423上的夹持框424贴合将牵引链条11上的轴承111卡住并带动其一起往前运动,从而可以驱动牵引链条11运动,牵引链条11经推头112推动积放小车5向前运动;
31.本结构设计的驱动装置4,可以根据需牵引的工件多少计算出牵引力,并在牵引轨道上布置多个驱动装置4,以便减少链条的牵引力量,从而满足对小工件长距离的工艺线路中不增加轨道和链条规格来满足使用要求的输送系统。
32.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1