包装机进料系统的制作方法
1.本实用新型涉及包装设备技术领域,尤其涉及包装机进料系统。
背景技术:
2.为了提高物品包装效率,自动化包装越来越普及。如对电子烟等物品进行包装时,为防止其内包装盒体的盖体被挂在外包装的口部,造成停机等事故,因此,在进行外包装时需将内包装盒体完全送入到外包装内,所以要求导料槽前端伸入外包装内作为导向,方便将内包装整体通过导料槽前端的导向作用送入外包装内进行包装。电子烟为细长物品,导料槽前后移动的距离至少为电子烟内盒体的长度,当导料槽向前移动进行导料时,导料槽后端与传送带之间形成较大间隙,该间隙为导料槽向前移动的行程长度即至少为电子烟的内盒体的长度,为防止下一次所送的物料掉落,需等到导料槽复位后才能进行第二次送料,导料槽前后移动行程长,占用时间多,造成送料速度慢,耗时长,包装效率低。
3.本实用新型解决的技术问题是:现有包装机导料槽形成长、占用时间多、送料速度慢,导致包装效率低。
技术实现要素:
4.为了克服现有技术中的不足,本实用新型的目的在于提供一种结构设计巧妙、送料快速、包装效率高的包装机进料系统。
5.为了实现上述目的,本实用新型所采用的技术方案为:包装机进料系统,包括机架,所述机架上设置有输送装置、推料装置和导料装置;
6.所述推料装置包括设置在安装架上的水平往复行走机构、通过上下往复行走机构与水平往复行走机构连接的推料组件;
7.所述导料装置包括上下往复运动的接料组件和位于接料组件前侧的水平往复运动的导料组件,所述接料组件包括接料槽组,所述导料组件包括导料槽组,所述导料槽组高于接料槽组且接料槽组的前段位于导料槽组的后段的正下方,所述导料组件向前移动时接料组件向上运动,使导料槽组与接料槽组实现无缝对接。
8.所述接料组件包括通过支架设置在机架上的可上下伸缩的接料气缸、与接料气缸的伸缩杆连接的接料安装板,设置在接料安装板上表的接料槽组;
9.所述导料组件包括水平往复运动的导料移动机构、设置在导料移动机构上的导料槽组;
10.所述导料移动机构包括导料电机、与导料电机的输出端连接的导料行星减速机、通过联轴器与导料行星减速机连接的丝杆、设置在机架上表面的导料滑轨、通过导料滑块滑动设置在导料滑轨上的移动架,所述导料槽组设置在移动架的上部,所述移动架的下端与丝杆连接,导料电机驱动丝杆前后运动带动移动架沿导料滑轨前后运动,从而带动导料槽组进行导料或复位。
11.所述推料组件包括多个安装块、分别设置在安装块前侧的推料头、通过导柱导套
与各安装块连接的滑动座、分别设置在各滑动座上的接近开关、设置在滑动座上部连接各滑动座的连接板。
12.所述接料安装板与接料槽组的接料底板上对应设置有第一调节孔,所述移动架与导料槽组的导料底板上对应设置有第二调节孔,所述第一调节孔与第二调节孔在水平方向同轴设置。
13.所述上下往复行走机构为三轴气缸,所述水平往复行走机构包括与三轴气缸连接的第二安装板、滑动设置在第二安装板上的同步带模组和滑轨机构、驱动同步带模组从而带动三轴气缸和推料装置沿同步带模组和滑轨机构水平往复运动进行推料的伺服电机,所述滑轨机构设置在同步带模组的两侧,所述滑轨机构和同步带模组的上部与安装架连接。
14.所述导料槽组包括导料槽,所述接料槽组包括接料槽,所述接料槽、导料槽以及推料头的数量相同且位置一一相对应。
15.所述输送装置为传送带。
16.本实用新型的有益效果在于:本实用新型设计巧妙,结构简单紧凑,将推料段设计成接料段与导料段的组合,缩短了导料段的长度,从而缩短导料组件的行程,接料段与导料段同步独立运动,接料组件保持上下运动,弥补了导料组件与输送装置之间的间隙,有效的防止待包装物品掉落,接料组件及导料组件同步运动,大大的降低了单次包装的运行时间,送料速度可以大大的提高,有效的提高了包装效率。
附图说明
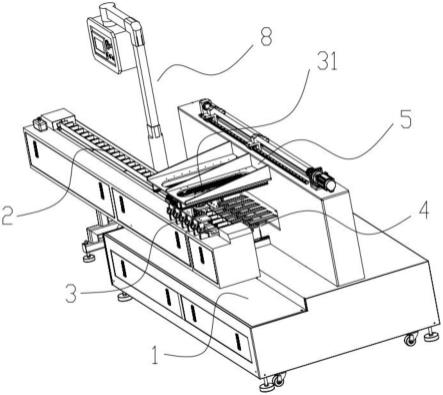
17.图1为本实用新型的结构示意图;
18.图2为推料装置与输送装置的位置结构示意图;
19.图3为图2的a处放大示意图;
20.图4为导料装置与输送装置位置结构示意图;
21.图5为图4的b处放大结构示意图;
22.图6为推料组件放大结构示意图;
23.图7为接料组件结构示意图;
24.图8为导料槽组结构示意图;
25.图中:机架1、输送装置2、推料装置3、导料装置4、安装架5、第一调节孔6、第二调节孔7、控制系统8;
26.水平往复行走机构31、上下往复行走机构32、推料组件33;
27.接料组件41、导料组件42;
28.第二安装板311、同步带模组312、滑轨机构313、伺服电机314;
29.安装块331、推料头332、导柱导套333、滑动座334、接近开关335、连接板336;
30.接料槽组411、支架412、接料气缸413、接料安装板414;
31.导料槽组421、导料移动机构422;
32.接料底板4111、接料槽4112;
33.导料底板4211、导料槽4212;
34.导料电机4221、导料行星减速机4222、联轴器4223、丝杆4224、导料滑轨4225、导料滑块4226、移动架4227。
具体实施方式
35.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
36.请参阅图1~图8,本实用新型提供一种技术方案:包装机进料系统,包括机架1,所述机架1上设置有输送装置2、推料装置3和导料装置4,所述输送装置2为电机驱动的传送带;所述输送装置2、推料装置3和导料装置4 由控制系统8进行控制;
37.所述推料装置3包括设置在安装架5上的水平往复行走机构31、通过上下往复行走机构32与水平往复行走机构31连接的推料组件33;所述水平往复行走机构31及上下往复行走机构32优选但不限于齿轮齿条行走机构、丝杆螺母行走机构、线性导轨电机行走机构、电动推杆行走机构或者气缸行走机构;
38.所述导料装置4包括上下往复运动的接料组件41和位于接料组件41前侧的水平往复运动的导料组件42,所述接料组件41包括接料槽组411,所述导料组件42包括导料槽组421,所述导料槽组421高于接料槽组411且接料槽组411的前段位于导料槽组421的后段的正下方,所述导料组件42向前移动时接料组件41向上运动,使导料槽组421与接料槽组411实现无缝对接。
39.在实际操控中,根据需求设定控制系统的各参数。
40.本实用新型的工作原理为:输送装置2根据设定速度将待包装物品如电子烟输送到推料组件33前侧,导料组件42向前运动,接料组件41向上运动同时水平往复行走机构31带动上下往复行走机构32和推料组件33向前运动,接料组件41向上运动使其前端与导料组件42的后端无缝连接,推料组件33 将待包装的物料沿接料组件41及导料组件42推送到包装袋内。
41.本实用新型设计巧妙,将推料段设计成接料段与导料段的组合,缩短了导料段的长度,从而缩短导料组件42的行程,接料段与导料段同步独立运动,接料组件41保持上下运动,弥补了导料组件42与输送带之间的间隙,有效的防止待包装物品掉落,接料组件41及导料组件42同步运动,大大的降低了单次包装的运行时间,有效的提高了包装效率。
42.所述接料组件41包括通过支架412设置在机架1上的可上下伸缩的接料气缸413、与接料气缸413的伸缩杆连接的接料安装板414,设置在接料安装板414上表的接料槽组411;
43.所述导料组件42包括水平往复运动的导料移动机构422、设置在导料移动机构上的导料槽组421;
44.所述导料移动机构422包括导料电机4221、与导料电机4221的输出端连接的导料行星减速机4222、通过联轴器4223与导料行星减速机4222连接的丝杆4224、设置在机架1上表面的导料滑轨4225、通过导料滑块4226滑动设置在导料滑轨4225上的移动架4227,所述导料槽组421设置在移动架4227 的上部,所述移动架4227的下端与丝杆4224连接,导料电机4221驱动丝杆 4224前后运动带动移动架4227沿导料滑轨4225前后运动,从而带动导料槽组421进行导料或复位。
45.为了提高包装效率,所述推料组件33包括多个安装块331(本实施例优选6个安装
块)、分别设置在各安装块331前侧的推料头332、通过导柱导套333与各安装块331连接的滑动座334、分别设置在各滑动座334上的接近开关335、设置在滑动座334上部连接各滑动座334的连接板336。
46.为了方便调节,使本实施例适用于不同型号的待包装物品,提高本实施例的通用性,所述接料安装板414与接料槽组411的接料底板4111上对应设置有第一调节孔6,所述移动架4227与导料槽组421的导料底板4211上对应设置有第二调节孔7,所述第一调节孔6与第二调节孔7在水平方向同轴设置。
47.优选地,所述上下往复行走机构32为三轴气缸,所述水平往复行走机构 31包括与三轴气缸连接的第二安装板311、滑动设置在第二安装板311上的同步带模组312和滑轨机构313、驱动同步带模组312从而带动三轴气缸和推料装置3沿同步带模组312和滑轨机构313水平往复运动进行推料的伺服电机314,所述滑轨机构313设置在同步带模组312的两侧,所述滑轨机构313 和同步带模组312的上部与安装架5连接。本实施例采用伺服电机314传动同步带模组实现精准控制。
48.所述导料槽组421包括导料槽4212,所述接料槽组411包括接料槽4112,所述接料槽4112、导料槽4212以及推料头332的数量相同且前后位置一一相对应,为了提高包装效率,本实施例中接料槽4112、导料槽4212以及推料头 332的数量为6个,可根据实际需要增加或减少。
49.最后应说明的是:以上仅为本实用新型的优选实例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,涉及到的方位词如“前、后、左、右、上、下”等只是各部件的相对位置关系,并不是实际的位置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1