一种自动纸托分离装置的制作方法
1.本实用新型涉及一种自动纸托分离装置。
背景技术:
2.电器产品采用纸托保护。在包装电器产品时,待分离的纸托高高堆叠,需人工将纸托分离成单个,耗费人工,在这个过程中纸托上的纸屑末乱飞,影响车间的环境和人员的健康。
技术实现要素:
3.本实用新型的目的在于克服现有技术之不足,提供一种自动纸托分离装置。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种自动纸托分离装置,其包括机架和安装在机架上的料仓备料输送带、纸托分离组件、送料皮带和主控模块;所述料仓备料输送带的输出端连接所述送料皮带的输入端,所述料仓备料输送带的输出端设有第一传感器,所述送料皮带的输入端设有第二传感器;所述纸托分离组件包括提升组件和定位组件;所述提升组件包括第一驱动机构和两组对称的、分别位于所述送料皮带两端的曲柄连杆机构、托板和导向机构,所述第一驱动机构驱动两个曲柄连杆机构的转动端同步转动,所述导向机构包括滑座、托板架和导向板,所述滑座上下滑动地安装在所述机架上,所述曲柄连杆机构的自由端驱动连接所述滑座,所述滑座带动所述托板架上下运动,托板安装在所述托板架上,所述导向板导向所述托板架以使两个托板上升时互相靠近托起纸托和两个托板下降时互相分离释放托板;所述定位组件包括压板和第二驱动机构,所述定位组件安装在所述机架上,所述第二驱动机构驱动所述压板伸出以压住最底下的纸托,所述压板的前端设有第三传感器;第一传感器、第二传感器、第三传感器分别信号连接所述主控模块,所述主控模块分别控制连接料仓备料输送带、送料皮带、第一驱动机构和第二驱动机构。
6.在另一较佳实施例中,两个曲柄连杆机构通过转动轴同步连接,第一驱动机构驱动连接所述转动轴,所述转动轴上设有分别信号连接所述主控模块的高点感应开关和低点感应开关。
7.在另一较佳实施例中,所述滑座上设有滑孔,所述托板架在所述滑孔内滑动。
8.在另一较佳实施例中,所述托板架上设有导轮,所述导向板上设有导向槽,所述导向槽包括下部的托板分离段和上部的托板靠近段,所述导轮在所述导向槽内导向运动。
9.在另一较佳实施例中,所述第二驱动机构为气缸。
10.在另一较佳实施例中,所述送料皮带的末端设有第四传感器,所述第四传感器信号连接所述主控模块。
11.在另一较佳实施例中,所述机架上设有护栏,所述护栏设置在料仓备料输送带的两侧。
12.在另一较佳实施例中,所述料仓备料输送带和所述送料皮带通过调节螺杆安装在
所述机架上。
13.本实用新型的有益效果是,通过设置提升组件和定位组件,定位组件将最底下的纸托压下,提升组件将上面的纸托托起,从而将最底下的纸托分离,送料皮带将纸托送出,从而将整叠纸托分离成一个一个,纸屑末也不会乱飞,实现自动纸托分离,节省劳动成本。
14.以下结合附图及实施例对本实用新型作进一步详细说明;但本实用新型的一种自动纸托分离装置不局限于实施例。
附图说明
15.图1是本实用新型一较佳实施例的自动纸托分离装置处于工作状态的立体结构示意图,此时提升组件处于释放状态。
16.图2是图1的侧视图。
17.图3是图1的俯视图。
18.图4是本实用新型一较佳实施例的立体结构示意图一,此时定位组件的压板处于压制状态,提升组件自释放状态至提升状态过渡。
19.图5是本实用新型一较佳实施例的立体结构示意图二,此时定位组件的压板处于压制状态,提升组件处于提升至最高点状态。
20.图6是图5的侧视图。
21.图7是本实用新型一较佳实施例的转动轴部分的结构示意图。
具体实施方式
22.实施例,参见图1至图7所示,本实用新型的一种自动纸托分离装置包括机架100和安装在机架100上的料仓备料输送带200、纸托分离组件300、送料皮带400和主控模块。
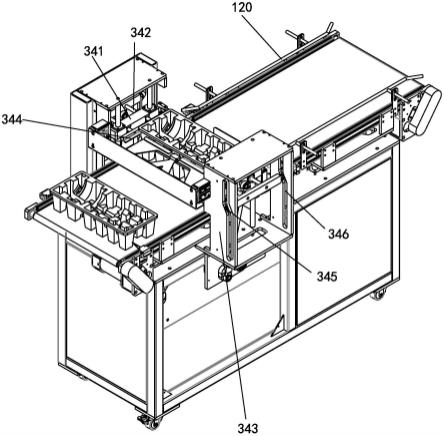
23.如图1至图3所示,所述料仓备料输送带200的输出端连接所述送料皮带400的输入端,所述料仓备料输送带200的输出端设有第一传感器210,所述送料皮带400的输入端设有第二传感器410。如图6所示,为适应不同尺寸的纸托500,本实施例的料仓备料输送带200和送料皮带400分别通过调节螺杆110安装在所述机架100上,图6只示出了送料皮带400下方的调节螺杆110,通过旋转调节螺杆110,送料皮带400可在机架上升降,因此,料仓备料输送带200和送料皮带300的高度可调节,从而适应不同尺寸的纸托500。所述机架100上设有护栏120,所述护栏120设置在料仓备料输送带200的两侧。机架100的底部设有车轮130,便于转移。
24.结合图7所示,纸托分离组件300安装在送料皮带400的两端。所述纸托分离组件300包括提升组件和定位组件;所述提升组件包括电机310(第一驱动机构)和两组对称的、分别位于所述送料皮带两端的曲柄连杆机构320、托板330和导向机构,两个曲柄连杆机构320通过转动轴350同步连接,电机310通过链轮驱动转动轴350,转动轴350的两端分别连接两个曲柄连杆机构320的转动端。所述转动轴350上设有分别信号连接所述主控模块的高点感应开关360和低点感应开关370。所述导向机构包括滑座341、托板架342和导向板343。所述滑座341上下滑动地安装在所述机架100上,所述曲柄连杆机构320的自由端驱动连接所述滑座341,所述滑座341带动所述托板架342上下运动,具体的,所述滑座341上设有滑孔,所述托板架342在所述滑孔内滑动。托板344安装在所述托板架342上,所述托板架342上设
有导轮345,所述导向板343上设有导向槽346,所述导向槽346包括下部的托板分离段、过渡段和上部的托板靠近段,所述导轮345在所述导向槽346内导向运动,因此所述导向板343导向所述托板架342以使两个托板344上升时互相靠近托起纸托500和两个托板344下降时互相分离释放托板500。如图1所示,曲柄连杆机构320带动滑座341处于下位,导轮345位于导向槽346的下部的托板分离段,两个托板344相互远离。如图4所示,曲柄连杆机构320带动滑座341上升,导轮345位于导向槽346的过渡段,两个托板344逐渐靠近。如图5所示,曲柄连杆机构320带动滑座341继续上升,两个托板344相互靠近,托起纸托500并提升,导轮345上升至导向槽346的最高点。
25.如图3所示,所述定位组件包括压板361和第二驱动机构,所述第二驱动机构为气缸362。所述定位组件安装在所述机架100上,所气缸362驱动所述压板361插入纸托之间以压住最底下的纸托,所述压板361的前端设有第三传感器363。
26.所述送料皮带400的末端设有第四传感器420。
27.第一传感器210、第二传感器410、第三传感器363、第四传感器420分别信号连接所述主控模块,所述主控模块分别控制连接料仓备料输送带200、送料皮带400、电机310和气缸362。上述传感器均使用红外传感器。
28.本实施例的工作过程如下:
29.如图1所示,纸托500放在料仓备料输送带200上,通过料仓备料输送带200把堆叠的纸托输送至送料皮带400上纸托分离组件300的位置,主控模块根据第一传感器210的信号和第二传感器410的信号控制传感料仓备料输送带200和送料皮带400的传送。当纸托500送至纸托分离组件的位置,送料皮带400停止工作,压板361前端的第三传感器363感应到纸托,气缸362控制压板361压制最底下的纸托,提升组件的电机310工作,转动轴350带动两组曲柄连杆机构320转动,滑座341上升,如图4所示,导轮345在导向槽346内从下部的托板分离段行走至过渡段,两个托板344开始靠近,滑座341继续上升,两个托板344插入自下而上倒数第二的纸托上,电机310继续工作,将上面的托板托起,如图5所示,导轮345上升至最高点,主控模块收到高点感应开关的信号,电机310停止工作,送料皮带400工作将最底下的纸托送出,第四传感器420传感到纸托后,电机310反向工作,上面的纸托落下,继续下个分离工作。当压板361前端的第三传感器363没有感应到纸托,料仓备料输送带200继续输送托板垛,如此反复。
30.上述实施例仅用来进一步说明本实用新型的一种自动纸托分离装置,但本实用新型并不局限于实施例,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均落入本实用新型技术方案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1