用于吨袋包装的上袋机的制作方法
1.本实用新型涉及吨袋包装领域,尤其是涉及一种用于吨袋包装的上袋机。
背景技术:
2.随着吨袋包装技术日渐成熟,越来越多的自动化设备开始运用于包装生产中。其中有很多吨袋的自动上袋机,但大多功能不全面,动作不灵活,兼容吨袋的尺寸范围小。尤其在锂电池等一些高端技术行业,吨袋包装的精度及清洁度都要求严格,所用吨袋的内袋为铝箔材质,且初始状态时袋口是封闭的。
3.而现有的上袋机无法实现对于吨袋自身重量的准确控制的同时保证物料不被污染。
技术实现要素:
4.本实用新型的目的就是为了提供一种用于吨袋包装的上袋机,通过配置切袋口部件,结合称重皮带机和过渡皮带机和纠偏压袋部件,可以准确地对吨袋进行切割,从而控制空袋的重量控制,实现对于吨袋自身重量的准确控制的同时保证物料不被污染。
5.本实用新型的目的可以通过以下技术方案来实现:
6.一种用于吨袋包装的上袋机,包括辊筒输送机、链条输送机、空袋移载机构、称重皮带机、过渡皮带机、纠偏压袋部件、切袋口部件、开袋进退部件和撑袋摆动部件,
7.所述空袋移载机构用于将辊筒输送机上的空吨袋移载至称重皮带机上,所述空袋移载机构固定在移载机架上,且空袋移载机构下方固定有可调吸盘组件,所述移载机架横跨辊筒输送机与称重皮带机之上,所述称重皮带机上还设置有纠偏压袋部件,所述切袋口部件位于称重皮带机与过渡皮带机之间,所述过渡皮带机一端靠近称重皮带机设置,所述开袋进退部件和撑袋摆动部件设于过渡皮带机的另一端。
8.所述空袋移载机构包括水平移动机构和竖直移动机构,所述水平移动机构和竖直移动机构均采用伺服电机驱动。
9.所述可调吸盘组件包括方管支架以及设于方管支架上的多个吸盘,所述吸盘连通方管支架内的管路。
10.所述可调吸盘组件还包括负压开关和行程开关,所述行程开关设于方管支架的中部。
11.所述可调吸盘组件还包括手动风阀,所述方管支架包括主轴干管和多个分布于主轴干管两侧的支管,所述手动风阀设于主轴干管上,所述吸盘设于各支管的末端。
12.所述称重皮带机固定于平台秤上。
13.所述纠偏压袋部件包括翻转气缸、直线滑台、往复驱动气缸和纠偏臂,所述往复驱动气缸连接直线滑台,所述纠偏臂转动设于直线滑台上并与翻转气缸连接。
14.所述纠偏臂共设有两个,两个纠偏臂平行设置,且间距大于吨袋开口的宽度。
15.所述切袋口部件包括切袋机架、压袋口气缸、压袋板和剪切机头,所述切袋机架呈
龙门架状,所述压袋口气缸设于切袋机架上,所述压袋板设于压袋口气缸上,所述剪切机头通过剪切滑台设置于切袋机架上。
16.所述吸盘通过不锈钢管及波纹软管与负压风机。
17.与现有技术相比,本实用新型具有以下有益效果:
18.1、通过配置切袋口部件,结合称重皮带机和过渡皮带机和纠偏压袋部件,可以准确地对吨袋进行切割,从而控制空袋的重量控制,实现对于吨袋自身重量的准确控制的同时保证物料不被污染。
19.2、可兼容铝箔内袋及pe内袋的各种型号吨袋,袋长从400mm到1200mm均可使用。
20.3、手动风阀用来控制前端部分吸盘的负压通断,当吨袋长度较小时,关闭风阀,只使用后端部分吸盘即可将吨袋吸起,适用性强。
附图说明
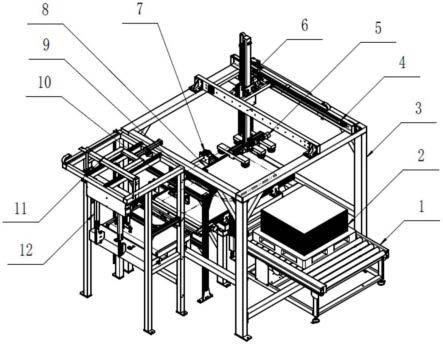
21.图1为本实用新型的结构示意图;
22.图2为水平移动机构示意图
23.图3为竖直升降机构示意图;
24.图4为可调吸盘部件结构示意图;
25.图5为空袋称重及纠偏压袋部分示意图
26.图6为切袋口部件示意图;
27.图7为开袋进退及撑袋摆动部分示意图;
28.图8为吨袋叠放的示意图;
29.图9为吨袋阀口翻转过程示意图;
30.图10为本实用新型的主视示意图;
31.其中:1、辊筒输送机,2、吨袋及托盘,3、移载机架,4、水平移动机构,5、可调吸盘组件,6、竖直升降机构6,7、链条输送机7,8、称重皮带机8,9、纠偏压袋部件9,10、切袋口部件10,11、开袋进退部件11,12、撑袋摆动部件,a1、导轨固定架,a2、驱动链条,a3、走线拖链,a4、直线导轨与滑块,a5、滑动固定架,a6、伺服减速电机,a7、传动轴,b1、升降立柱,b2、齿条,b3、直线导轨,b4、拖链,b5、直线滑块,b6、固定座,b7、伺服减速电机,c1、后通风管,c2、发泡硅胶密封圈,c3、行程开关,c4、负压开关,c5、手动风阀,c6、前通风管,d1、平台秤支架,d2、高精度平台秤,d3、称重皮带输送机,d4、吨袋,d5、翻转气缸,d6、往复驱动气缸,d7、圆弧固定架,d8、无动力滚轮,d9、纠偏摆臂,e1、集废边抽屉,e2、机架,e3、防护罩壳,e4、检测光电,e5、压袋口气缸,e6、压袋板,e7、剪切机头,e8、直线滑台,e9、抽屉导轨,f1、机架,f2、上吸盘组件,f3、上吸盘驱动气缸,f4、进退驱动气缸,f5、顶部直线导轨,f6、撑袋摆动固定架,f7、拖链,f8、伺服减速电机,f9、检测光电,f10、下吸盘组件,f11、撑袋摆臂,f12、下吸盘驱动气缸,f13、真空发生器。
具体实施方式
32.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
33.一种用于吨袋包装的上袋机,如图1和图10所示,包括辊筒输送机1、链条输送机7、空袋移载机构、称重皮带机8、过渡皮带机、纠偏压袋部件9、切袋口部件10、开袋进退部件11和撑袋摆动部件12,
34.空袋移载机构用于将辊筒输送机1上的空吨袋移载至称重皮带机8上,空袋移载机构固定在移载机架3上,且空袋移载机构下方固定有可调吸盘组件5,吸盘通过不锈钢管及波纹软管与负压风机。移载机架3横跨辊筒输送机1与称重皮带机8之上,称重皮带机8上还设置有纠偏压袋部件9,切袋口部件10位于称重皮带机8与过渡皮带机之间,过渡皮带机一端靠近称重皮带机8设置,开袋进退部件11和撑袋摆动部件12设于过渡皮带机的另一端。
35.通过配置切袋口部件10,结合称重皮带机8和过渡皮带机和纠偏压袋部件9,可以准确地对吨袋进行切割,从而控制空袋的重量控制,实现对于吨袋自身重量的准确控制的同时保证物料不被污染。
36.如图2和图3所示,空袋移载机构包括水平移动机构4和竖直移动机构,水平移动机构4和竖直移动机构均采用伺服电机驱动。两个伺服电机分别控制水平移动及竖直升降运动。水平移动由链条带动直线导轨上的滑块,竖直升降运动用齿轮齿条结构,两者配合可将吨袋送到皮带输送机上的准确位置;
37.如图4所示,可调吸盘组件5包括方管支架以及设于方管支架上的多个吸盘,吸盘连通方管支架内的管路。可调吸盘组件5还包括负压开关和行程开关,行程开关设于方管支架的中部。可调吸盘组件5还包括手动风阀,方管支架包括主轴干管和多个分布于主轴干管两侧的支管,手动风阀设于主轴干管上,吸盘设于各支管的末端。
38.行程开关能检测吸盘是否到达指定吸袋位置。还装有负压检测表,能检测负压是否行程,继而判断吸盘是否已成功吸到袋子。本实施例中采用6个吸盘的结构,手动风阀用来控制前端两个吸盘的负压通断,当吨袋长度较小时,关闭风阀,只使用后端4个吸盘即可将吨袋吸起。吸盘处内嵌了发泡硅胶圈,质软,可使密封效果更佳。
39.如图5所示,称重皮带机8固定于平台秤上,其中,台秤采用高精度台秤。台秤下方是输送空托盘的链条输送机7,
40.上述输送吨袋及托盘2的辊筒输送机1低于固定平台秤的框架,当一个托盘上的所有袋子用完后,托盘可以从框架底部输送出去,在前方自动集托盘库工位自动收集并集中运输出去。
41.纠偏压袋部件9包括翻转气缸、直线滑台、往复驱动气缸和纠偏臂,往复驱动气缸连接直线滑台,纠偏臂转动设于直线滑台上并与翻转气缸连接。纠偏臂共设有两个,两个纠偏臂平行设置,且间距大于吨袋开口的宽度。此外还配置有无动力滚轮可与皮带输送机上下配合,将吨袋压扁。翻转气缸控制两侧纠偏臂下摆,并在往复气缸的驱动下沿直线导轨左右摆动,从而将袋口纠正到中间位置。
42.如图6所示,切袋口部件10包括切袋机架、压袋口气缸、压袋板和剪切机头,切袋机架呈龙门架状,压袋口气缸设于切袋机架上,压袋板设于压袋口气缸上,剪切机头通过剪切滑台设置于切袋机架上。
43.上述称重皮带机8固定在高精度平台秤上,皮带机可正反转,吨袋切掉内袋口后退回到皮带机上进行称重。
44.上述切袋口部件10由直线滑台带动裁剪机的剪切机头,剪切机头上安装有快速转
动的圆切刀,当切刀从右到左移动,会将被压紧的袋口整齐切掉。切掉的袋边会随吨袋往前输送被带入下方的抽屉。
45.如图7所示,上述开袋进退部件11的开袋动作与现有技术大同小异,但上方增加了进退导轨与驱动气缸,整个撑袋摆动部件12可沿导轨前后运动,此动作可保护吸盘不被吨袋剐蹭。
46.本技术的工作过程如下:
47.如图8所示,吨袋在出厂时被折叠压平,并整齐地摆放在托盘上。辊筒输送机1将载有一叠吨袋的托盘输送到取袋位置,当输送机上的传感器检测到托盘到位,空袋移载机构开始取袋。
48.如图9所示,然后,空袋移载机构带动吸盘部件移动到托盘上吨袋的正上方,然后缓慢下降,直至吸盘中间的行程开关触发,说明吸盘已压到吨袋。此时负压风机启动,待负压开关检测到负压形成,说明袋子已牢牢吸附在吸盘上。然后机构竖直上升到设定位置,再水平移动到称重皮带的正中间。在此过程中,吨袋的阀口部分会因重力自然下垂。接着称重皮带机8正向启动,机构缓慢下降,下垂的吨袋阀口在接触到输送皮带后,会因摩擦力而被带动向前,直至与袋身水平。伺服电机的绝对值编码器可识别行程坐标,到达终点后,负压风机关闭,称重皮带机8停转,一个空袋移载过程结束。
49.当吸盘下降到取袋位置而托盘上已无袋可取,伺服电机的绝对值编码器检测已到达空托盘高度(吨袋厚度为零),且负压风机开启后负压开关一直检测不到负压形成,系统判断托盘已空,此时移载机构回动到安全位置,辊筒输送机1启动,将空托盘送到后端的链条输送机7,并由它送往集托盘库收集。然后新的一托盘吨袋会继续输送到取袋位。
50.当吨袋移载完成,平放在称重皮带机8上。吨袋会因折叠不整齐等原因而出现歪斜的现象。此处需对阀口部分进行居中整理。如下图,纠偏压袋部件9横跨在称重皮带机8上,在翻转气缸驱动下,两侧纠偏臂下摆至皮带表面,吨袋阀口处于其间距内。然后右侧的气缸驱动摆臂左右往复运动,吨袋阀口将被约束在摆幅中心范围内。纠偏结束后,摆臂在翻转气缸驱动下回到水平位置。
51.上述吨袋移载过程中吸盘只吸住了吨袋上层,下层会因重力作用而垂吊,当重新放置在皮带机上,吨袋的厚度变大且不可控。故此处需对袋身部分进行压平,以防吨袋在输送过程中与压袋口结构及开袋上吸盘发生剐蹭。纠偏压袋部件9的压袋功能为被动压袋,纠偏完成后,称重皮带机8向前输送,吨袋袋身经过压袋龙门架时会受到两侧无动力滚轮及圆弧固定架的挤压而变得平整。
52.当吨袋袋口输送至切袋口部件10时,固定架下方的检测光电接收到信号,说明阀口边缘到位,此时气缸驱动压袋板下降并压紧内袋,安装有圆切刀的剪切机头在直线滑台的驱动下从右到左移动,袋口将被整齐地切割下来,然后剪切头向右退回到初始位置。切掉的袋边会随吨袋往前输送被带入下方的集料抽屉。
53.切完袋口后,称重皮带机8反向转动,直至吨袋完全处于皮带机上。然后皮带机停转,底部的高精度台秤称量吨包袋的重量。此重量将在吨袋包装机充填物料时扣除,以实现充填净重的准确控制。
54.称重完成的吨袋被向前输送到开袋口位置后,上下吸盘同时伸出压紧袋口,真空发生器工作,负压传递到吸盘上并吸牢袋口上下层。然后上吸盘向上收起,袋口从扁平状变
为长方形开口,撑袋摆臂下摆插入阀口内,并向两侧撑开,将阀口牢牢固定在其上。然后撑袋摆动部件12在气缸作用下沿顶部直线导轨向前移动,吨袋会被向前拖动一段距离,此时翻转机构再向上翻转,可使吨袋袋身不与上吸盘剐蹭。
55.摆动上袋过程与现有技术基本相同:撑袋摆臂从竖直位置向水平位置翻转,带动吨袋来到包装机下料管的正下方,并敞口向上。待包装机下料管下降插入袋口内,其上的夹袋机构会将袋口固定,此时撑袋摆臂先由两侧向中间收拢一小段距离,再向上摆动一定角度,即可脱开袋口。然后撑袋摆动部件12在气缸作用下沿顶部直线导轨向后移动到起始点,撑袋摆臂再向下摆动,回到起始位置。如此,一个上袋过程结束。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1