一种包装机条包包装成型处缺包报警控制剔除装置的制作方法
1.本实用新型涉及卷烟设备技术领域,更具体地,涉及一种包装机条包包装成型处缺包报警控制剔除装置。
背景技术:
2.目前gdx2是国内烟机设备中主流包装机型,使用的烟机包装机为gdx2型包装机。此机型由yb45、yb55、yb65、yb95四部分组成。yb45将卷接机输送的烟支经一系列工序包装成合格小包后经输送通道输送至yb55。yb55将小包透明纸折叠成型并包裹至小包并经烟包美容器整形后以两盒烟包上下叠放为一组,并依靠ct活动推板推动输送,一组一推,五推成一条的方式输送至yb65。yb65将五组烟包包裹条包商标纸,并输送至yb95。yb95将条包透明纸包裹至条包烟条并经条包美容器加热整形后输送成品条烟。在此过程中经常出现条包少烟的情况。
3.分析yb55机械传动原理,yb55将五组小包分五推逐次推入条包包装成型处的过程受机械传动控制,且在此过程中没有缺烟包检测功能,当出现设备或原辅材料问题时,将产生缺烟包情况。究其原因得出,发生条包缺烟包的原因如下。
4.在yb55将成品小包推送至yb65过程中包含两个功能组件,其一是小包烟包自动补烟装置,功能是当小包不合格烟包剔除之后,补烟装置会自动识别烟包剔除情况并对缺失的烟包空格进行补烟。其二是小包烟包美容器,功能是承接并传递小包烟包,并在此过程中利用加热的方式使包裹在小包烟包外部的透明纸收缩,达到小包烟包美容的目的。而在这两个装置工作时,会因设备故障或烟包质量及透明纸质量等原因造成自动补烟装置补烟失败或美容器挤烟等意外情况发生。在发生以上意外情况时,因设备不具备条包成型处缺包检测功能,无法自动发现缺包情况,设备将缺少烟包的条烟继续包装成型。最终导致缺少烟包的成品条烟流入市场,造成质量缺陷。
5.因此,如何提供一种包装机条包包装成型处缺包报警控制剔除装置成为本领域亟需解决的技术难题。
技术实现要素:
6.本实用新型的目的是提供一种包装机条包包装成型处缺包报警控制剔除装置。
7.根据本实用新型,提供了一种包装机条包包装成型处缺包报警控制剔除装置,包括,双推头计数机构、包商标纸单元工作状态确认机构、缺包检测机构、移位处理及剔除报警机构和可编程逻辑控制器;
8.所述双推头计数机构、包商标纸单元工作状态确认机构、缺包检测机构和移位处理及剔除报警机构分别与所述可编程逻辑控制器连接。
9.可选地,所述双推头计数机构安装在推头推动最远端。
10.可选地,所述双推头计数机构包括:计数检测器和计数信号转换继电器;所述计数检测器与所述计数信号转换继电器连接,所述计数信号转换继电器与所述可编程逻辑控制
器连接。
11.可选地,所述包商标纸单元工作状态确认机构安装在条盒商标纸料库内。
12.可选地,所述包商标纸单元工作状态确认机构包括:包商标纸单元工作状态采集继电器和条盒料位存在检测器;
13.所述包商标纸单元工作状态采集继电器和条盒料位存在检测器分别与所述可编程逻辑控制器连接。
14.可选地,所述缺包检测机构包括:替换条包包装顶部挡板、缺包检测器和缺包信号转换继电器;
15.所述替换条包包装顶部挡板代替原条包包装顶部挡板;
16.所述包检测器安装在替换条包包装顶部挡板上;
17.所述缺包检测器与缺包信号转换继电器连接,所述缺包信号转换继电器与所述可编程逻辑控制器连接。
18.可选地,所述移位处理及剔除报警机构包括:移位检测器、移位信号转换继电器、报警单元和剔除单元;
19.所述移位检测器安装在包商标纸单元条烟ct活动推板最远端;
20.所述移位检测器与移位信号转换继电器连接,所述移位信号转换继电器与所述可编程逻辑控制器连接;
21.所述报警单元和剔除单元分别与所述可编程逻辑控制器连接。
22.可选地,所述报警单元包括:声光报警器和报警继电器;
23.所述报警继电器与所述可编程逻辑控制器连接;
24.所述声光报警器与报警继电器连接。
25.可选地,所述剔除单元包括:剔除继电器和剔除气阀;
26.所述剔除继电器与所述可编程逻辑控制器连接;
27.所述剔除气阀与所述剔除继电器连接。
28.根据本实用新型公开的技术内容,具有如下有益效果:达到及时发现缺包情况,并控制设备自动剔除缺包条烟,避免缺包条烟进入下一工序带来的质量隐患。
29.通过以下参照附图对本实用新型的示例性实施例的详细描述,本实用新型的其它特征及其优点将会变得清楚。
附图说明
30.被结合在说明书中并构成说明书的一部分的附图示出了本实用新型的实施例,并且连同其说明一起用于解释本实用新型的原理。
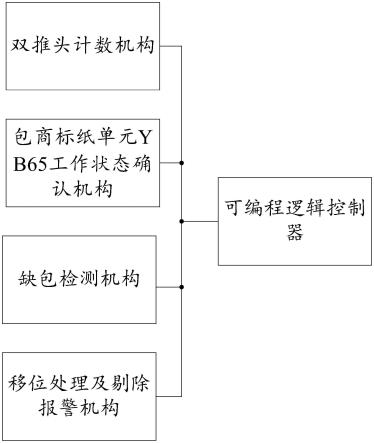
31.图1为根据实施例提供的一种包装机条包包装成型处缺包报警控制剔除装置示意图;
32.图2a-2b为包装机条包包装成型处缺包报警控制剔除装置电气原理图。
33.附图标记说明:b1-计数检测器,b2-缺包检测器,b3-移位检测器,k1-计数信号转换继电器,k2-缺包信号转换继电器,k3-移位信号转换继电器,k4-yb65工作状态采集继电器,k5-报警继电器,k6-剔除继电器,h1-声光报警器,s1-条盒料位存在检测器,y1-剔除气阀。
具体实施方式
34.现在将参照附图来详细描述本实用新型的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。
35.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。
36.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
37.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
38.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。根据本实用新型,如图1和图2a-2b所示,提供了一种包装机条包包装成型处缺包报警控制剔除装置,尤其是应用在gdx2型包装机上,所述gdx2型包装机包括yb45、yb55、yb65、yb95。yb45将卷接机输送的烟支经一系列工序包装成合格小包后经输送通道输送至yb55。yb55将小包透明纸折叠成型并包裹至小包并经烟包美容器整形后以两盒烟包上下叠放为一组,并依靠ct活动推板推动输送,一组一推,五推成一条的方式输送至yb65。yb65将五组烟包包裹条包商标纸,并输送至yb95。yb95将条包透明纸包裹至条包烟条并经条包美容器加热整形后输送成品条烟。
39.本实用新型提供了一种包装机条包包装成型处缺包报警控制剔除装置,包括,双推头计数机构、包商标纸单元yb65工作状态确认机构、缺包检测机构、移位处理及剔除报警机构和可编程逻辑控制器;
40.所述双推头计数机构、包商标纸单元yb65工作状态确认机构、缺包检测机构和移位处理及剔除报警机构分别与所述可编程逻辑控制器连接。
41.在一些实施例中,所述双推头计数机构安装在推头推动端部,具体为推头推动的最远端。
42.在一些实施例中,所述双推头计数机构包括:计数检测器b1和计数信号转换继电器k1;所述计数检测器b1与所述计数信号转换继电器k1连接,所述计数信号转换继电器k1与所述可编程逻辑控制器plc连接;所述推头推动一次,触发所述计数检测器b1一次计数,并以5次计数为一组,每组产生一个检测条件。
43.在一些实施例中,所述包商标纸单元yb65工作状态确认机构安装在条盒商标纸料库内。
44.在一些实施例中,所述包商标纸单元yb65工作状态确认机构包括:yb65工作状态采集继电器k4和条盒料位存在检测器s1;
45.所述yb65工作状态采集继电器k4和条盒料位存在检测器s1分别与所述可编程逻辑控制器plc连接。
46.条盒料位存在检测器s1是一个微动开关,安装在料库内商标纸堆垛最下端,当料库空时,检测开关将释放触点。用以识别条盒是否存在,当条盒不存在时烟包无法包裹成型,会自动剔除,此情况不作为检测条件,以此作为本装置缺包检测功能的就绪条件之一。设备非异常工作状态信号是本装置采集的原机设备跑空状态信号,由条盒料位存在检测器
s1完成,并做进一步转换处理。目的是,当设备处于跑空状态时,本装置不参与检测,以此作为本装置缺包检测功能的就绪条件之一。本装置优先判断缺包功能就绪条件(条盒料位及设备非异常状态),随后对双推头推动次数做累加处理,并形成检测条件。当检测条件满足时,检测功能有效。
47.在一些实施例中,所述缺包检测机构包括:替换条包包装顶部挡板、缺包检测器b2和缺包信号转换继电器k2;
48.所述替换条包包装顶部挡板代替原条包包装顶部挡板;
49.所述缺包检测器b2安装在替换条包包装顶部挡板上;
50.所述缺包检测器b2与缺包信号转换继电器k2连接,所述缺包信号转换继电器k2与所述可编程逻辑控制器plc连接;当检测功能有效时,缺包检测器b2检测最远端的一组烟包,当此组烟包没有成功推动到位,将不能触发缺包检测器。缺包检测器b2没有输出信号,表示5组烟包中存在缺包。
51.在一些实施例中,所述移位处理及剔除报警机构包括:移位检测器b3、移位信号转换继电器k3、报警单元和剔除单元;
52.所述移位检测器b3安装在所述包商标纸单元yb65条烟ct活动推板最远端;
53.所述移位检测器b3与移位信号转换继电器k3连接,所述移位信号转换继电器k3与所述可编程逻辑控制器plc连接;
54.所述报警单元和剔除单元分别与所述可编程逻辑控制器plc连接。
55.所述报警单元包括:声光报警器h1和报警继电器k5;
56.所述报警继电器k5与所述可编程逻辑控制器plc连接;
57.所述声光报警器h1与报警继电器k5连接。
58.所述剔除单元包括:剔除继电器k6和剔除气阀y1;
59.所述剔除继电器k5与所述可编程逻辑控制器plc连接;
60.所述剔除气阀y1与所述剔除继电器k5连接。
61.当缺包检测机构判定存在缺包条烟时,移位处理及剔除报警机构对移位检测器信号进行存储移位处理。根据设备工艺要求,自条包包装成型处起,至条烟剔除工位一共包含6条烟工位。ct活动推板将缺包条烟推送至剔除工位时,需要推动6次,触发6次移位检测器b3,产生6次移位指令。当6次移位指令满足后,本装置判定为确保条烟以移至剔除功能。随机控制剔除气阀y1动作,导通剔除气缸气路,驱动气缸动作,带动剔除托板向下打开,使得缺包条烟落入残次品收集箱内。与此同时,控制声光报警器h1发出警报,警示操作工检查产品。
62.具体实施过程,如图2a-2b所示,当yb65设备投入运行时,yb65工作状态采集继电器k4第一时间采集yb65设备工作状态信号。当设备处于正常运行状态(非跑空异常状态)时,设备运行信号与dc0v控制yb65工作状态采集继电器k4线圈得电,yb65工作状态采集继电器k4线圈得电后使其常开触点闭合。dc24v信号0000经常开触点转换为4002后进入plc输入端子i0.3。同时条盒料位存在检测器s1如果成功被条盒压下,使其常开触点接通,则本装置自动判定条盒到位。最终本装置的包商标纸单元yb65工作状态确认机构处于就绪状态,条烟包装成型处缺包功能启用。当设备处于非正常运转状态或条盒料位不存在时,本装置处于非就绪状态,缺包检测功能不启用。其中设备处于非正常运转状态及跑空状态时,属于
特殊时段,条盒料位存在检测器s1功能不起作用,本装置不参与检测。当条盒料位不存在时,plc进行逻辑判断。如果设备处于正常运转状态,认为料位不足,则plc发出停机信号,停机信号输出至设备电柜,控制设备停机。
63.当本装置处于就绪状态时,安装在双推头推动最远端的计数检测器b1开始对推头推动次数进行统计。双推头每推动一次触发一次计数检测器b1,使得计数检测器b1输出信号1001,1001与0001配合使计数信号转换继电器k1线圈吸合,其常开触点接通。dc24v信号0000经常开触点转换为1002后输送至plc输入端子i0.0,plc控制程序对计数信号进行累加计算。没采集到一次计数信号累加1,当累加值为5时。表示双推头推动5次,组成一个烟条,此时检测条件满足。缺包检测器b2开始采集缺包信号。当5组小盒正常推送到位时,位于最远端的一组烟包将触发缺包检测器b2,缺包检测器b2输出信号2001,2001与dc0v信号0001结合,使缺包信号转换继电器k2线圈吸合,其常开触点接通。dc24v信号0000经常开触点转换为2002后输送至plc输入端子i0.1,并寄存在程序中。与此同时,移位处理及剔除报警机构的移位检测器b3采集到ct活动推板移动信号,当推板移动一次时,触发一次移位检测器b3,移位检测器b3输出信号3001,3001与dc0v信号0001配合使移位信号转换继电器k3线圈吸合,其常开触点接通。dc24v信号0000经常开触点转换为3002后输送至plc输入端子i0.2,程序将移位信号移动一位。当移位6次后,缺包烟条正好推送至剔除工位。此时程序启动报警及剔除信号01、02分别经plc输出端子q0.0和q0.1输出至报警继电器k5和剔除继电器k6。报警继电器k5和剔除继电器k6的线圈吸合后,常开触点闭合,接通声光报警器h1和剔除气阀y1电源,发出报警信号和剔除信号。报警信号警示操作人员检查缺包烟条。剔除信号驱动剔除气缸动作,将缺包条烟剔除。
64.综上,达到及时发现缺包情况,并控制设备自动剔除缺包条烟,避免缺包条烟进入下一工序带来的质量隐患。
65.虽然已经通过例子对本实用新型的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本实用新型的范围。本领域的技术人员应该理解,可在不脱离本实用新型的范围和精神的情况下,对以上实施例进行修改。本实用新型的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1