一种注塑件自动折料检测包装机的制作方法
1.本实用新型涉及电子零件技术领域,特别是涉及一种注塑件自动折料检测包装机。
背景技术:
2.随着电子产品的发展,智能手表也飞速发展,其中涉及到switch bracket开关支架,开关支架中部分零件是两条料带叠放后注塑成型的,如图1所示,上下两层金属料带与成品连接点a、b在塑胶件下方内侧,凹陷进去,无法直接裁切掉,由于是两层金属料带与塑胶件成型,从料带到包装产品,涉及步骤较多,包括送料、裁切、折料、检测等,操作繁琐,普通料带包装机难以满足双层料带的折料包装要求。
3.基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种注塑件自动折料检测包装机。
技术实现要素:
4.本实用新型主要解决的技术问题是提供一种注塑件自动折料检测包装机,解决现有手工流水线作业效率低,浪费人力问题,完成自动裁切,折料、ccd检测产品外观及尺寸并完成托盘包装。
5.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种注塑件自动折料检测包装机,该种注塑件自动折料检测包装机包括设置于机架上且依次对接放置的放料机构、送料裁切机构、折料带机构、检测机构以及托盘包装机构;
6.其中,放料机构用于放料;
7.其中,送料裁切机构用于对双层料带进行裁切,裁切出单个产品;
8.其中,折料带机构用对产品上双层多余双层料带进行折断;
9.其中,检测机构用于检测成品底面平面度、折边、包胶;
10.其中,托盘包装机构用于对成品进行包装;
11.所述折料带机构包括横移搬运模组、折料带模组a、旋转模组、及折料带模组b,所述横移搬运模组安装于支架上的横向驱动模组、由横向驱动模组驱动的移载板、安装于移载板上的升降气缸、由升降气缸驱动上下移动的升降板、以及安装于升降板上的四组吸附模组,四组吸附模组分别对接放料机构、折料带模组a、旋转模组、及折料带模组b,每组吸附模组上设置有若干产品仿形吸嘴,其中第一、第三组吸附模组还通过第二气缸与升降板连接。
12.优选的是,所述折料带模组a包括产品载座、定位销、废料流道、及折料组,所述产品载座上设置有若干组用于定位插装产品的定位销,所述产品载座上设置有用于吸附产品避免其掉落的吸附通道,吸附通道外接负压,产品载座前后两次设置有废料流道和折料组,所述折料组包括y向气缸、由y向气缸驱动移动的x向气缸、由x向气缸驱动升降的夹爪气缸、及安装于夹爪气缸两夹臂上的折料夹嘴,上下两折料夹嘴相对且横跨若干组定位产品;所
述折料带模组b的结构与折料带模组a的结构相同。
13.优选的是,所述旋转模组包括安装架、若干组活动插装安装架上的用于安装产品的载座模组、及驱动若干组载座模组同步转动的动力模组。
14.优选的是,所述送料裁切机构包括与放料机构对接的用于切断下层料带的裁切组a、与裁切组a对接用于拉料的送料模组、安装于送料模组的送料流道上的用于切断上层料带的裁切组b、设置于送料模组侧端的产品错位模组、及用于将裁切组b处裁切成单个产品搬运至错位模组处的搬运模组。
15.优选的是,所述裁切组b包括裁切机架、上盖板、上切刀、裁切气缸、顶升板、及下切刀,所述裁切机架的顶板位于送料流道上方,裁切机架的顶板上安装有上盖板,上盖板上安装有用于裁切料带的上切刀,送料流道下方设置有裁切气缸,裁切气缸驱动顶升板上移,顶升板上安装有穿过送料流道的且与上切刀配合下切刀,所述上切刀及上方的上盖板上设置有便于取料的取料开口。
16.优选的是,所述检测机构包括输送模组、多工位搬运模组、外观检测模组、不良排除组a、底面检测模组、不良排除组b、及成品错位载座模组,所述输送模组与其两侧的横移搬运模组和多工位搬运模组对接,所述多工位搬运模组下方依次对接设置有同于检测产品外观尺寸的外观检测模组、用于剔除上道不良品的不良排除组a、用于检测产品底面的底面检测模组、用于剔除上道不良品的不良排除组b、及用于转运包装的成品错位载座模组。
17.优选的是,所述外观检测模组采用ccd相机模组,用于检测成品外观尺寸、包胶、颜色,所述底面检测模组采用3d扫描仪,用于检测底面平面度、底面包胶。
18.与现有技术相比,本实用新型的有益效果是:
19.放料机构根据来料方式实行卷盘上料;
20.裁切组a、b能够依次切断上下层料带,使产品脱离料带,裁切组b一次裁切多个产品且上部设置有取料开口,便于一次搬运多个产品,效率高;
21.折料带机构的旋转模组能够旋转产品角度,使其待折边与前后的折料带模组a、折料带模组b配合,两次分布折断上下层料带上尾料,保证多余尾料完全脱离产品;
22.检测机构依次对产品进行检测,包括产品外观尺寸、产品颜色、产品底面平面度以及包胶问题,剔除不良品;
23.托盘包装机构能够自动包装产品。
附图说明
24.图1为单个料带成品的结构示意图。
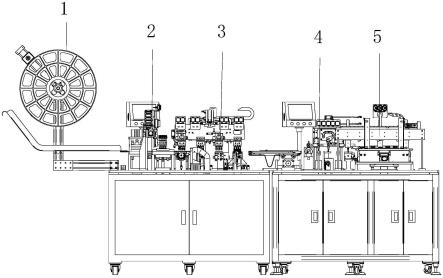
25.图2为一种注塑件自动折料检测包装机的主视图。
26.图3为一种注塑件自动折料检测包装机的结构示意图。
27.图4为一种注塑件自动折料检测包装机的横移搬运模组结构示意图。
28.图5为一种注塑件自动折料检测包装机的折料带模组a结构示意图。
29.图6为图5局部a放大图。
30.图7为一种注塑件自动折料检测包装机的旋转模组结构示意图。
31.图8为一种注塑件自动折料检测包装机的送料裁切机构结构示意图。
32.图9为一种注塑件自动折料检测包装机的裁切组b部分剖视图。
33.图10为一种注塑件自动折料检测包装机的检测机构结构示意图。
具体实施方式
34.下面结合附图对本实用新型较佳实施例进行详细阐述,以使实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
35.请参阅图1至图10,本实用新型实施例包括:
36.一种注塑件自动折料检测包装机,该种注塑件自动折料检测包装机包括设置于机架上且依次对接放置的放料机构1、送料裁切机构2、折料带机构3、检测机构4以及托盘包装机构5;
37.其中,放料机构1用于放料;
38.其中,送料裁切机构2用于对双层料带进行裁切,裁切出单个产品;
39.其中,折料带机构3用对产品上双层多余双层料带进行折断;
40.其中,检测机构4用于检测成品底面平面度、折边、包胶;
41.其中,托盘包装机构5用于对成品进行包装;
42.所述折料带机构3包括横移搬运模组31、折料带模组a32、旋转模组33、及折料带模组b34,所述横移搬运模组31安装于支架上的横向驱动模组311、由横向驱动模组311驱动的移载板312、安装于移载板312上的升降气缸313、由升降气缸313驱动上下移动的升降板314、以及安装于升降板314上的四组吸附模组315,四组吸附模组315分别对接放料机构1、折料带模组a32、旋转模组33、及折料带模组b34,每组吸附模组315上设置有若干产品仿形吸嘴,其中第一、第三组吸附模组315还通过第二气缸与升降板314连接。
43.所述折料带模组a32包括产品载座321、定位销322、废料流道323、及折料组324,所述产品载座321上设置有若干组用于定位插装产品的定位销322,所述产品载座321上设置有用于吸附产品避免其掉落的吸附通道3210,吸附通道3210外接负压,产品载座321前后两次设置有废料流道323和折料组324,所述折料组324包括y向气缸3241、由y向气缸3241驱动移动的x向气缸3242、由x向气缸3242驱动升降的夹爪气缸3243、及安装于夹爪气缸3243两夹臂上的折料夹嘴3244,上下两折料夹嘴3244相对且横跨若干组定位产品;所述折料带模组b34的结构与折料带模组a32的结构相同。
44.所述旋转模组33包括安装架331、若干组活动插装安装架331上的用于安装产品的载座模组332、及驱动若干组载座模组332同步转动的动力模组332。
45.所述送料裁切机构2包括与放料机构1对接的用于切断下层料带的裁切组a21、与裁切组a21对接用于拉料的送料模组22、安装于送料模组22的送料流道上的用于切断上层料带的裁切组b23、设置于送料模组22侧端的产品错位模组24、及用于将裁切组b23处裁切成单个产品搬运至错位模组24处的搬运模组25。
46.所述裁切组b23包括裁切机架231、上盖板232、上切刀233、裁切气缸234、顶升板235、及下切刀236,所述裁切机架231的顶板位于送料流道上方,裁切机架231的顶板上安装有上盖板232,上盖板232上安装有用于裁切料带的上切刀233,送料流道下方设置有裁切气缸234,裁切气缸234驱动顶升板235上移,顶升板235上安装有穿过送料流道的且与上切刀233配合下切刀236,所述上切刀233及上方的上盖板232上设置有便于取料的取料开口。
47.所述检测机构4包括输送模组41、多工位搬运模组42、外观检测模组43、不良排除组a44、底面检测模组45、不良排除组b46、及成品错位载座模组47,所述输送模组41与其两侧的横移搬运模组31和多工位搬运模组42对接,所述多工位搬运模组42下方依次对接设置有同于检测产品外观尺寸的外观检测模组43、用于剔除上道不良品的不良排除组a44、用于检测产品底面的底面检测模组45、用于剔除上道不良品的不良排除组b45、及用于转运包装的成品错位载座模组47。
48.所述外观检测模组43采用ccd相机模组,用于检测成品外观尺寸、包胶、颜色,所述底面检测模组45采用3d扫描仪,用于检测底面平面度、底面包胶。
49.本实用新型一种注塑件自动折料检测包装机工作时,放料机构1根据来料方式实行卷盘上料,卷料由送料模组22拉料,料带经过裁切组a21时,裁切下层料带,产品脱离下层料带,料带经过裁切组b23时,裁切上层料带,产品脱离上层料带,一组脱离料带的产品由
‑‑‑
自动拉料裁切搬运模组25吸附搬运至错位模组24处,错位模组24处件单个分离的产品输送靠近折料带机构3,横移搬运模组31将错位模组24处一组产品搬运至折料带模组a32上,定位销322穿过产品上的定位孔,产品载座321上吸附通道3210负压吸住产品,两侧折料组324夹住下层料带上尾料先向下运动,后复位,重复几次,直至将下层料带上尾料掰断脱离产品,横移搬运模组31将折料带模组a32处产品移至旋转模组33上,旋转模组33驱动产品旋转90度,横移搬运模组31将旋转模组33处产品移至折料带模组b34,此时上层料带上尾料朝向该工位的折料组,动作如料带模组a32,夹住上层料带上尾料先向下运动,后复位,重复几次,直至将上层料带上尾料掰断脱离产品,横移搬运模组31完成两次折料后产品搬运至检测机构4的输送模组41,多工位搬运模组42先将产品搬运至外观检测模组43,ccd相机检测产品外观尺寸、颜色、包胶等,判定给出结果并输出至plc控制系统,判断为不良品,搬运至不良排除组a44剔除,判断为合格品,搬运至底面检测模组45,检测产品底面平面度、底面包胶情况,判定给出结果并输出至plc控制系统,判断为不良品,搬运至不良排除组b46剔除,判断为合格品,搬运至成品错位载座模组47,有托盘包装机构5接受进行摆盘包装,摆盘包装完成后设备一周期动作完成,设备反复运行此动作,实现自动裁切折料检测包装作业。
50.本实用新型一种注塑件自动折料检测包装机,结构紧凑,分布合理,实现产品自动裁切、折料带,自动检测、包装自动化生产,提高产品生产效率,节约人力。
51.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1