一种连续包装袋自动卷折装置的制作方法
1.本实用新型涉及包装袋卷折技术领域,具体涉及一种连续包装袋自动卷折装置。
背景技术:
2.在高毒高活药品分装包装过程中,考虑药品的毒性以及活性需要,通常在操作过程中,通过过氧化氢灭菌,连续袋收集无菌隔离器内高毒高活粉尘颗粒及灭菌物;最大程度的降低人员操作的安全风险,提高产品的一致性,保证产品质量。
3.本技术涉及的连续包装袋便是用在收集无菌隔离器内高毒高活粉尘颗粒及灭菌物;连续袋属于柔性材料,目前市场上连续袋材料是按卷堆包扎方式,人工在卷折连续袋前,首先需对连续袋进行展平,再打开袋边口,最后切断需要长度的连接袋,进行后续的缝合;但是目前这样人工操作的方式,其工作过程中存在劳动强度高,人工卷折一次只能卷折一个连续包装袋,如果包装袋数量较多,仅仅利用人工卷折便需要较长的时间以及较多工作人员配合,则存在人工成本高及生产效率低的问题。因此,能提供一种适用于连续袋自动卷折装置,是现阶段本技术人员需解决的问题。
技术实现要素:
4.本实用新型所要解决的技术问题在于:如何解决目前连续包装袋在进行卷折时存在的劳动强度大、人工成本高以及生产效率低的问题。
5.为解决上述技术问题,本实用新型提供如下技术方案:
6.一种连续包装袋自动卷折装置,包括连续包装袋卷筒,连续包装袋卷筒安装在物料支架上,连续包装袋卷筒上缠绕有连续包装袋,还包括有两组吸盘以及两组卷折组件,所述吸盘位于在连续包装袋卷筒的出料端,所述卷折组件位于吸盘的后端,所述卷折组件和吸盘之间设有导出件;
7.上端的吸盘或下端的吸盘分别向上移动或者向下移动,并与相应的卷折组件处于同一水平线上。
8.本技术通过在连续包装袋卷筒的出料端设置吸盘组件以及卷折组件,吸盘组件能够将连续包装袋撑开,实现袋内膨胀,然后通过卷折组件将袋口位置进行卷折,最后通过导出件顶出,从而实现连续包装袋自动撑开和卷折,采用上述自动化设置替代人工卷折,且可以实现连续卷折,为工作人员提供了便利,节省工作人员为打开包装袋浪费的时间,大大的提高工作效率,解决人工成本。
9.作为本实用新型进一步的方案:两组所述卷折组件分布在连续包装袋卷筒中轴线的上下两侧,且两组卷折组件之间留有缝隙,两组卷折组件的前端均设有机械夹臂。
10.作为本实用新型进一步的方案:位于同一方向的所述机械夹臂和卷折组件之间设有光电传感器,所述连续包装袋卷筒的出料端处还设有测距传感器。
11.作为本实用新型进一步的方案:所述卷折组件包括有导向辊和气缸,所述导向辊与相应的机械夹臂处于同一水平线上,且气缸位于导向辊的上方。
12.作为本实用新型进一步的方案:所述连续包装袋卷筒的出料端还设有气缸吸力导向块,气缸吸力导向块和吸盘组件之间设有多组吸附辊。
13.作为本实用新型进一步的方案:所述气缸吸力导向块包括有导向块、真空吸盘和直线电机,所述导向块设在连续包装袋卷筒的出料端,真空吸盘位于导向块的一侧,直线电机驱动真空吸盘左右移动。
14.作为本实用新型进一步的方案:所述导出件为推动气缸,推动气缸设有一组,设在下端的吸盘和卷折组件之间。
15.与现有技术相比,本实用新型的有益效果是:
16.首先,通过在连续包装袋卷筒的出料端设置吸盘组件以及卷折组件,吸盘组件能够将连续包装袋撑开,实现袋内膨胀,然后通过卷折组件将袋口位置进行卷折,最后通过导出件顶出,从而实现连续包装袋自动撑开和卷折,采用上述自动化设置替代人工卷折,且可以实现连续卷折,为工作人员提供了便利,节省工作人员为打开包装袋浪费的时间,提高工作效率,解决人工成本;
17.其次,通过在连续包装袋卷筒的出料端设置气缸吸力导向块,气缸吸力导向块上的导向块能够实现对连续包装袋出料时的定位,真空吸盘的设置可确保能够稳定的吸附连续包装袋的卷边口,使其进入到吸附辊处,防止连续包装袋的卷边口出现卷边的问题;
18.最后,通过在卷折组件部分设置光电传感器,并在连续包装袋卷筒的出料端设置测距传感器,测距传感器可对连续包装袋卷筒导出的连续包装袋进行检测,并通过光电传感器进行信号反馈,实现对连续包装袋的出料监控。
附图说明
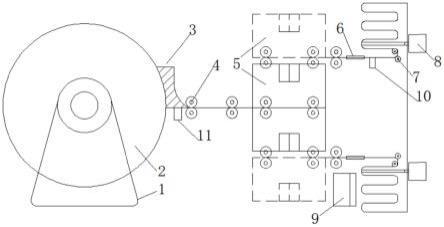
19.图1为本实用新型实施例一种连续包装袋自动卷折装置的结构示意图;
20.图2为本实用新型实施例图1中的部分结构示意图;
21.图3为本实用新型实施例两组吸盘同时往上和往下移动后的结构示意图;
22.附图标记说明:1、物料支架;2、连续包装袋卷筒;3、气缸吸力导向块;31、导向块;32、真空吸盘;33、直线电机;4、吸附辊;5、吸盘;6、机械夹臂;7、导向辊;8、气缸;9、推动气缸;10、光电传感器;11、测距传感器。
具体实施方式
23.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.参照图1,一种连续包装袋自动卷折装置,包括物料支架1、连续包装袋卷筒2、气缸吸力导向块3、吸附辊4、两组吸盘5、机械夹臂6、推动气缸9、光电传感器10、测距传感器11以及两组卷折组件,连续包装袋卷筒2安装在物料支架1上,连续包装袋卷筒2上缠绕有连续包装袋,需要注意的是,连续包装袋为出厂后的包装袋半成品,即还未进行端部裁切缝合的连续包装袋,本技术对此连续包装袋进行袋子开口吸住并连续卷折,最后顶出,便可供工作人员进行后续裁切缝合。
25.参照图2和图3,气缸吸力导向块3设在连续包装袋卷筒2的出料端,用来确保连续包装袋在出料的时候能够保持平稳,气缸吸力导向块3包括有导向块31、真空吸盘32和直线电机33,导向块31设在连续包装袋卷筒2的出料端,用来对从连续包装袋卷筒2上转出的包装袋进行限位,真空吸盘32位于导向块31的一侧,直线电机33驱动真空吸盘32左右移动,通过真空吸盘32能够对包装袋进行吸附,然后由直线电机33驱动真空吸盘32移动,将其移动到吸附辊4位置处,进而包装袋的传输,便于其传输过程中保持平稳。
26.参照图1、图2和图3,吸附辊4设有多组,且多组吸附辊4处于同一水平线上,且吸附辊4用来起到传输包装袋的作用,其分布在气缸吸力导向块3和吸盘组件之间,以及吸盘5和卷折组件之后,需要注意的是,吸附辊4具体设置多少组,根据现场情况而定,本技术在此处不做限定。
27.参照图1、图2和图3,两组吸盘5分别位于在连续包装袋卷筒2的出料端,两组吸盘5上下布置,卷折组件位于吸盘的后端,卷折组件和吸盘之间设有推动气缸9,推动气缸9设有一组,设在下端的吸盘和卷折组件之间;上端的吸盘能够向上移动,下端的吸盘能够向下移动,当上端吸盘往上移动,下端吸盘往下移动可同时带动包装袋撑开,当包装撑开口,上端的吸盘与上端的卷折组件处于同一水平线上,下端的吸盘与下端的卷折组件处于同一水平线上(如图3所示),当包装袋未撑开的时候,即上下吸盘未移动的时候,此时上下吸盘的中心轴线、吸附辊4的中心线以及连续包装袋卷筒2的中心线处于同一水平线上(如图1和图2所示)。
28.参照图1,两组卷折组件分布在连续包装袋卷筒2中轴线的上下两侧,且两组卷折组件之间留有缝隙,两组卷折组件的前端均设有机械夹臂6,机械夹臂6用来对包装袋的输送起到辅助的效果,机械夹臂6设有两组,位于相应的卷折组件的前端。卷折组件包括有导向辊7和气缸8,导向辊7与相应的机械夹臂块6处于同一水平线上,且气缸8位于导向辊7的上方,当导向辊7转动的时候,便能够带动包装袋往上卷动,实现卷折,然后通过气缸8推出,来调节卷折处的长度。
29.参照图1,光电传感器10位于同一方向的机械夹臂6和卷折组件之间,测距传感器11设在连续包装袋卷筒2的出料端,光电传感器10与测距传感器11均网络连接到控制端,控制端可以选用plc控制器,测距传感器11对包装袋卷筒导出的包装袋的长度进行检测,并通过光电传感器10发送到控制器,实现对连续包装袋的出料监控,需要注意的是,光电传感器10以及测距传感器11均为目前较为成熟的器件,本技术仅是使用,并没有对其进行改进,故在此处对其具体结构和原理不作详细的赘述。
30.本技术具体的操作原理如下:启动开关,外部电机驱动连续包装袋卷筒2转动,能够将连续包装袋卷出,气缸吸力导向块3吸附连接袋卷料边端口,然后由直线电机33驱动,进入吸附辊4内输送,吸附辊4由外部电机驱动进行转动,实现对包装袋的传送;
31.当包装袋移动到吸盘5位置处,上下两端的吸盘5吸住包装袋边,使包装袋上下张开吸住,且袋内充气膨胀,机械夹臂6内外夹头夹住包装袋边端,向右移动,通过导向辊7转动,可带动包装袋边端向上运动进行卷折,气缸8向上推动设定距离,气缸8不断的往返运动,实现多段卷折,当一段包装袋卷折结束后,推动气缸9往上推出包装袋,然后工作人员根据需要进行切割即可;
32.在此过程中,其包装袋卷折每段长度根据光电传感器10信号反馈给控制器,且电
传感器10联锁测距传感器11,通过测距传感器11用来反馈连续包装袋卷筒2导出的包装袋长度,供工作人员进行参考。
33.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1