一种钢卷周向打包设备的制作方法
本技术属于钢卷打包,尤其是涉及一种钢卷周向打包设备。
背景技术:
1、热轧窄带钢作为钢铁加工行业的重要原材料,市场需求日益旺盛。热轧窄带钢生产线将钢坯轧制成符合尺寸要求的带钢后,通过立式卷取机将成品带钢卷取成钢卷,产品以钢卷状态交货。为顺利对钢卷进行精整、收集作业,及保证钢卷运输的安全,需要在卷取完成后对钢卷进行打包,打包质量的好坏,影响着生产线下游工序的生产效率及钢卷运输的稳定性。
2、现有的钢卷打包设备,采用的穿心打包形式,还是周向打包形式,都采用的是成品打包专用钢带厚度为1.2mm以下,打包带固定方式为头尾夹扣式,如果采用较厚的打包带现有技术无法实现打包带的缠绕收紧,且当采用较厚的打包带时使用头尾夹扣式的固定方式,其夹扣处的连接强度较低。厚度为1.2mm以下的打包带本身强度有限,加之夹扣式固定方式稳定性差,打包后的钢卷在下游工序或运输过程中经常出现打包带断裂或脱扣现象,造成钢卷的散卷,影响正常生产节奏,浪费人力物力。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种钢卷周向打包设备,以期解决上述部分技术问题中的至少之一。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
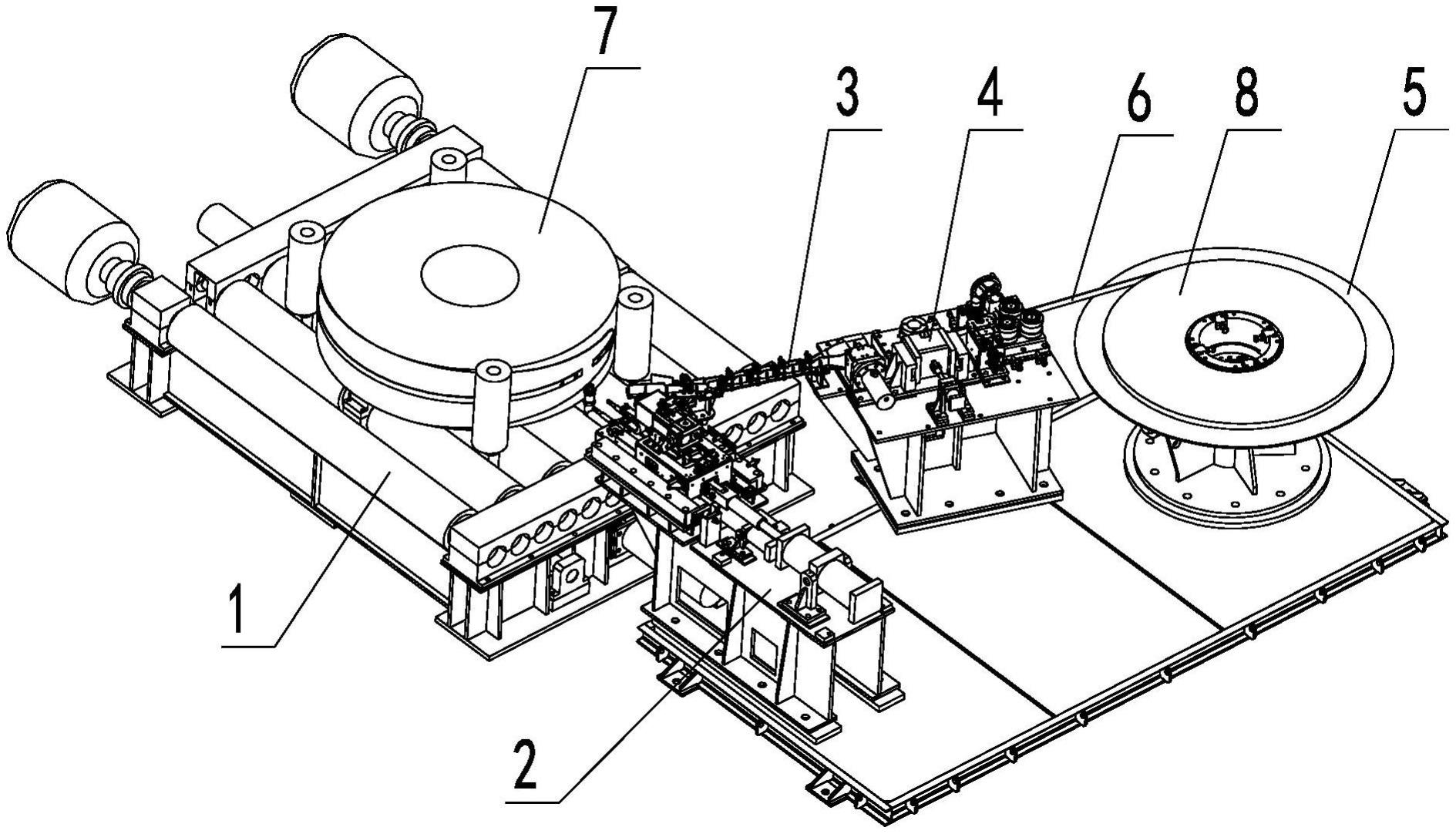
3、一种钢卷周向打包设备,包括:
4、钢卷打包转动运输装置,其用于将打包带缠绕在待加工钢卷的外侧;
5、钢卷打包带焊接装置,其用于焊接打包带和待加工钢卷;
6、钢卷打包送带装置,其用于向钢卷打包转动运输装置输送打包带;
7、钢卷打包带供料装置,其用于向钢卷打包送带装置输送打包带。
8、进一步的,所述钢卷打包转动运输装置包括框架、两个并列设置传送辊组,所述传送辊组包括多个传送辊,所述传送辊与框架转动连接,两个所述传送辊组分别对应设有驱动传送辊组中传送辊转动的驱动组件,两个传送辊组上形成传送通道;
9、每个所述传送辊组上均对应设有抱紧组件,两个抱紧组件之间形成夹紧待加工钢卷的夹紧位;
10、所述抱紧组件包括夹紧安装板、抱紧气缸、两个与夹紧安装板转动连接的夹紧辊,所述抱紧气缸的壳体与框架固定连接,所述抱紧气缸的输出轴与夹紧安装板铰接;
11、两个所述夹紧辊轴线之间的距离小于待加工钢卷的直径;
12、所述框架上固设有沿夹紧安装板移动方向设置的导向杆,所述夹紧安装板上固设有与导向杆相匹配的直线轴承,所述导向杆安装于直线轴承内侧;
13、所述夹紧辊的高度大于待加工钢卷的高度;
14、所述传送辊、夹紧辊均为耐磨钢材质的结构件;
15、所述传送辊组中的传送辊上设有齿轮,相邻传送辊的齿轮通过连接齿轮啮合,所述传送辊组包括传送辊组一、传送辊组二,所述驱动组件包括电机一、电机二,所述电机一的输出轴上固设有传动齿轮一,所述传动齿轮一与传送辊组一中传送辊上的齿轮啮合;
16、所述电机一的输出轴上固设有传动辊,所述传动辊与框架转动连接,所述传动辊上固设有传动齿轮二,所述传动齿轮二与传送辊组二中传送辊上的齿轮啮合。
17、进一步的,所述钢卷打包带焊接装置包括焊接底座、焊接组件、压紧轮,所述压紧轮与压紧杆转动连接,所述压紧杆可以移动的连接与焊接底座,所述焊接组件可以移动的连接与焊接底座,所述焊接组件对应设有驱动焊接组件移动的焊接直线驱动组件,所述压紧杆对应设有驱动压紧杆移动的压紧直线运动组件,所述焊接组件与压紧杆的移动方向一致;
18、所述焊接直线驱动组件为焊接驱动气缸,所述焊接驱动气缸的壳体与焊接底座铰接,所述焊接驱动气缸的输出轴与焊接组件铰接;
19、所述压紧杆上固设有压紧导向块,所述焊接底座上固设有导向底板,所述导向底板的两侧固设有导向侧板,导向侧板的顶端固设有导向顶板,所述底板与顶板及两个侧板之间形成与压紧导向块相匹配的压紧导向通道,所述导向块安装于导向通道内侧;
20、所述底板、顶板、两个侧板临近导向通道的端面上固设有压紧滑板,所述压紧滑板为尼龙材质的结构件;
21、所述焊接组件上两侧固设有焊接导向块,所述焊接底座上固设有两个对应设置的倒l形导向板,焊接底座与两个倒l形导向板之间形成与焊接导向块相匹配的焊接导向通道,所述焊接导向块安装于焊接导向通道内侧,所述焊接底座、倒l形导向板临近焊接导向通道的端面上均固设有焊接滑板,所述焊接滑板为尼龙材质的结构件。
22、进一步的,所述压紧轮的轴线垂直于焊接底座设置,所述压紧轮的侧壁上开有压紧环形凹槽,所述压紧环形凹槽的深度小于打包带的厚度,所述压紧环形凹槽的宽度于打包带的宽度相匹配;
23、所述焊接组件为电阻焊机,电阻焊机包括两个焊枪,两个所述焊枪的高度一致,且分别位于压紧轮轴线的两侧;
24、所述焊接组件上固设有限位板,所述焊接底座上固设限位安装座,所述限位安装座上开有螺纹孔,所述限位板对应设有限位螺栓,所述限位螺栓于限位安装座螺纹连接;
25、所述限位螺栓的螺柱对限位板限位,所述螺柱临近限位板的一端固设有缓冲器;
26、所述焊接底座上设有位置传感一、位置传感二,所述位置传感器与焊接组件收缩状态下限位板的位置相对应,所述位置传感二与焊接组件伸出状态下限位板的位置相对应;
27、所述焊接底座上固设有调节板,所述调节板上开有沿焊接组件移动方向设置的条形通孔,所述位置传感二可以移动的连接与条形通孔内侧。
28、进一步的,所述钢卷周向打包设备还包括打包带导向装置,所述打包带导向装置包括导向底座、两个平行设置的侧导板,两个所述侧导板底端与导向底座固定连接,两个所述侧导板之间形成打包带导向通道,所述打包带导向通道的一端与打包带送带装置的出料口相对应,另一端与待加工钢卷的侧壁相对应;
29、所述导向底座上设有立导轮,所述立导轮与导向底座转动连接,所述立导轮的数量为多个,且沿侧导板的长度方向均匀设置,所述立导轮的侧壁凸出侧导板临近打包带导向通道的端面,每两个所述立导轮对应设置组成立导向轮组;每个导向轮组的两个所述立导轮之间形成辊导向通道;
30、每个所述导轮组的辊导向通道对应设有平导轮组,平导向轮组包括两个平导轮,所述平导轮与导向底座转动连接,辊导向通道位于两个平导轮之间,其中一个平导轮与导向底座转动固定连接,另外一个所述平导轮与平导向安装板转动连接,所述导向安装板上开有调节孔,所述导向底座上固设有安装螺杆,所述安装螺杆贯穿调节孔,所述安装螺杆对应设有两个调节螺母,所述调节螺母均与安装螺杆螺纹连接,且夹紧导向安装板;
31、所述侧导板临近打包带送带装置的一端向外侧弯折形成倾斜板,两个倾斜板之间形成梯形导向通道,两个倾斜板上固设有盖板。
32、进一步的,所述钢卷打包送带装置包括:
33、带长检测组件,所述带长检测组件检测打包带的移动长度;
34、剪带组件,所述剪带组件剪断打包带;
35、夹送组件,所述夹送组件夹紧打包带,并带动打包带移动至剪带组件;
36、张紧组件,所述组件用于夹紧打包带,使张紧组件与夹送组件之间打包带产生张力,所述带长检测组件安装于夹送组件与张紧组件之间。
37、进一步的,所述夹送组件包括主动夹送辊、与主动夹送辊对应设置的从动夹送辊,所述主动夹送辊对应设有驱动主动夹送辊转动的夹送转动驱动组件,所述从动夹送辊与夹送滑板转动连接,所述夹送滑板对应设有驱动滑板直线移动的夹送直线运动组件;
38、所述主动夹送辊与从动夹送辊之间形成夹紧打包带的夹紧位;
39、所述夹送转动驱动组件为电机,所述电机的壳体与送带底座固定连接,所述电机的输出轴与主动夹送辊固定连接;
40、所述送直线运动组件为气缸,所述气缸的壳体与送带底座铰接,所述气缸的输出轴与夹送滑板铰接;
41、所述主动夹送辊的侧壁固设有夹送环形凸台,所述从动夹送辊侧壁上开有与夹送环形凸台相匹配的夹送环形凹槽,所述夹送环形凸台与夹送环形凹槽之间形成夹紧打包带的夹紧位;
42、所述夹送环形凸台、夹送环形凹槽的外表面上均设有防滑纹路;
43、所述张紧组件包括活动张紧辊、两个固定张紧辊,所述固定张紧辊与送带底座转动连接,所述活动张紧辊与张紧滑板转动连接,所述张紧滑板对应设有驱动张紧滑板直线移动的张紧直线运动组件,所述张紧滑板可以动地连接于送带底座;
44、两个所述固定张紧辊垂直于送带底座设置,所述活动张紧辊与两个所述固定张紧辊之间的缝隙位置相对应;
45、所述张紧直线运动组件包括张紧丝杠,与张紧丝杠相匹配的张紧螺母,所述张紧螺母与送带底座固定连接,所述张紧丝杠与张紧螺母配合安装;
46、所述张紧丝杠一端固设有张紧限位圆盘,所述张紧限位圆盘的直径大于张紧丝杠的直径,另一端固设有把手,所述张紧滑板上开有与张紧限位圆盘相匹配的限位槽,所述张紧限位圆盘安装于限位槽内侧;
47、所述活动张紧辊、固定张紧辊,侧壁上均开有与打包带相匹配的张紧环形凹槽,所述张紧环形凹槽的宽度与打包带的宽度相匹配;
48、进一步的,所述剪带组件包括固定剪刃、活动剪刃,所述固定剪刃与送带底座固定连接,所述活动剪刃对应设有驱动活动剪刃直线移动的剪带直线运动组件;
49、所述剪带直线运动组件为液压缸,所述液压缸的壳体与送带底座固定连接,所述液压缸的输出轴通过剪带滑板与活动剪刃固定连接;
50、所述固定剪刃与活动剪刃之间形成剪切打包带的工作位;
51、所述固定剪刃的刀刃垂直于送带底座设置,所述活动剪刃的刀刃倾斜设置,所述活动剪刃的刀刃与固定剪刃的刀刃之间的夹角为1°-4°;
52、所述固定剪刃、活动剪刃的高度大于打包带的宽度;
53、所述固定剪刃临近活动剪刃的侧壁与活动剪刃之间存在间隙,所述间隙的宽度为0.2mm-0.3mm;
54、所述带长检测组件包括检测辊、顶紧辊,所述检测辊与送带底座转动连接;所述检测辊对应设有编码器,所述编码器的壳体与送带底座固定连接,所述编码器的输出轴与检测辊同轴线设置,且与检测辊固定连接;
55、所述顶紧辊与检测滑板转动连接,所述底座上固设有导轨,所述检测滑板可移动的连接于导轨,所述检测滑板对应设有驱动检测滑板导轨方向移动的检测直线运动组件;
56、所述检测辊、顶紧辊之间形成夹紧打包带的夹紧位;
57、所述检测直线运动组件包括检测丝杠、与检测丝杠相匹配的检测螺母,所述检测螺母与送带底座固定连接,所述检测丝杠与检测螺母配合安装;
58、所述检测丝杠一端固设有把手,所述检测丝杠与检测滑板的位置相对应;
59、所述检测滑板与检测直线运动组件之间设有顶紧板,所述顶紧板上开有导向孔,所述导向孔内设有顶紧导向杆,所述顶紧导向杆贯穿导向孔与检测滑板螺纹固定连接;
60、所述检测滑板与顶紧板之间设有压缩弹簧,所述压缩弹簧安装于顶紧导向杆外侧;
61、所述检测丝杠远离把手的一端固设有检测限位圆盘,所述检测限位圆盘的直径大于检测丝杠的直径,所述顶紧板上固设有与检测限位圆盘相对应的转动块,所述转动块内开有与检测限位圆盘相对应的转动槽,所述检测限位圆盘安装于转动槽内侧;
62、所述检测辊、顶紧辊的侧壁上均开有防滑纹路。
63、进一步的,所述钢卷打包带供料装置包括转盘、供料底座、供料盘,所述转盘与供料底座转动连接,所述供料盘与转盘可拆卸连接,所述供料盘上端固设有与打包带卷中心孔相匹配的定位凸台,所述定位凸台上固设有多个定位块,所述定位块上开有与打包带卷内壁相对应螺纹孔,所述打包带卷内壁对应设有顶紧螺栓,所述顶紧螺栓与定位块螺纹连接,所述顶紧螺栓顶紧打包带卷的内壁;
64、所述转盘通过轴承与供料底座转动连接,所述转盘与轴承的外圈固定连接,所述底座与轴承的内圈固定连接;
65、所述轴承的外圈上故设有制动盘,所述供料底座上固设有与制动盘相对应的制动器,所述制动器包括两个对应设置的制动片,两个制动片之间形成制动夹紧位,所述制动盘安装于两个制动片之间,所述制动片对应设有驱动制动片移动夹紧制动盘的驱动组件;
66、所述制动盘为耐磨钢材质的结构件;
67、所述供料盘底端开有圆形安装槽,所述转盘上端开有与圆形安装槽相匹配的圆形安装凸台,所述圆形安装槽与供料盘同轴线设置,所述圆形安装凸台安装于圆形安装槽内侧,所述圆形安装凸台与转盘同轴线设置,所述定位凸台与供料盘同轴线设置;
68、所述转盘上设有多个连接螺栓,
69、供料盘上固设有环形连接板,环形连接板的侧壁上开有与连接螺栓相匹配的限位凹槽,所述连接螺栓一端与转盘铰接,另一端安装于限位凹槽内侧,所述连接螺栓远离转盘的一端设有连接螺母,所述连接螺母与连接螺栓螺纹连接,所述连接螺母顶紧环形连接板。
70、多个所述连接螺栓沿转盘的轴线呈轴向均匀设置;
71、所述供料盘的数量为多个,且具有多个型号,不同型号的定位凸台直径不同,适用于不用内径的打包带卷。
72、相对于现有技术,本实用新型所述的一种钢卷周向打包设备具有以下有益效果:
73、(1)本实用新型所述的一种钢卷周向打包设备,打包带缠绕在待加工钢卷的周向外侧,打包带头尾分别与钢卷舌尾焊接固定,厚打包带本身强度高,焊接固定方式更加牢固,使钢卷打包质量可靠。
- 还没有人留言评论。精彩留言会获得点赞!