一种变距载具的制作方法
1.本实用新型涉及一种用于电路板的变距载具。
背景技术:
2.电路板一般以拼板的形式进行加工,这种拼板具有相对集中分布的多个电路板单元。在利用冲压设备对拼板进行分板加工后,多个电路板单元保持相对集中的分布。在一些情形下,需要使得分板后的多个电路板单元处于具有较大间距的分散状态,以便于进行后续的进一步加工。
3.现有技术中,一般通过机械手或人工将分板后集中在一起的多个电路板单元逐一重新摆放,使得重新摆放后的多个电路板单元呈较大间距的分散状态,但这种逐一摆放的方式存在生产效率较低的不足,需要加以改进。
技术实现要素:
4.本实用新型的主要目的是提供一种多个托盘间距可变的变距载具,以实现多个电路板单元的整体快速分散作业。
5.为了实现上述主要目的,本实用新型公开了一种变距载具,包括:
6.多个托盘,呈矩形阵列分布;
7.多个联动组件,每一联动组件均包括中间连接件、分别设置在中间连接件上下两侧的上导向轴和下导向轴,上导向轴与托盘固定连接;
8.导向面板,其上设有多个轨迹槽;上导向轴可移动地设置在相应的轨迹槽内,以限定并引导托盘的移动;
9.多个第一滑动件和多个第二滑动件,多个第一滑动件设置为在x方向上相互靠近或远离,多个第二滑动件设置为在y方向上相互靠近或远离;第一滑动件具有沿y方向延伸的y向条形槽,第二滑动件具有沿x方向延伸的x向条形槽,下导向轴可移动地设置在相应的x向条形槽和/或y向条形槽内;
10.驱动装置,用于驱动多个第一滑动件相互靠近或远离,以使得多个托盘沿相应的轨迹槽移动而相互靠近或远离。
11.上述技术方案中,通过第一滑动件、第二滑动件、联动组件和导向面板之间的配合,多个托盘可以在x方向和y方向两个维度上相互聚拢和散开。使用时,多个托盘先保持相互聚拢状态,分板后相对集中的多个电路板单元可以被机械手一起摆放在多个相互聚拢的托盘上,然后多个托盘相互散开而使得多个电路板单元变化为具有较大间距的分散状态,从而实现多个电路板单元的整体快速分散作业,提高生产效率。
12.根据本实用新型的一种具体实施方式,驱动装置为双向伸缩气缸,多个第一滑动件对称地分布在双向伸缩气缸的轴向两侧,双向伸缩气缸的轴向两端分别连接到与其相邻的两个第一滑动件。
13.根据本实用新型的一种具体实施方式,驱动装置安装在固定底板上,多个第一滑
动件和多个第二滑动件设置在固定底板和导向面板之间。
14.根据本实用新型的一种具体实施方式,每个联动组件包括两个上导向轴,以更稳定地保持托盘的姿态,防止托盘移动过程中产生偏转。
15.根据本实用新型的一种具体实施方式,上导向轴上设有第一滚轮,第一滚轮与相应轨迹槽的槽壁抵接;下导向轴上设有第二滚轮,第二滚轮与相应x向条形槽和y向条形槽的槽壁抵接。
16.上述技术方案中,滚轮的设置能够较小导向轴的移动阻力和摩擦力,使得托盘可以顺畅移动,且减小因槽壁磨损而造成的移动误差。
17.根据本实用新型的一种具体实施方式,多个第一滑动件的两端分别滑动设置在两个第一滑轨上,多个第二滑动件的两端分别滑动设置在两个第二滑轨上。
18.根据本实用新型的一种具体实施方式,中间连接件承托在第二滑动件上。
19.根据本实用新型的一种具体实施方式,多个托盘呈m行和n列的矩形阵列分布,m和n均为大于2的奇数;多个托盘中的中心托盘固定设置在导向面板上,其余托盘设置为可相对于中心托盘沿x方向和/或y方向移动。
20.本实用新型的变距载具可以自动调节多个托盘在x方向和y方向上的间距,实现电路板的快速分散作业,极大地提高生产效率。
21.为了更清楚地说明本实用新型的目的、技术方案和优点,下面结合附图和具体实施方式对本实用新型作进一步的详细说明。
附图说明
22.图1是本实用新型变距载具实施例的第一整体结构图;
23.图2是本实用新型变距载具的实施例的第一结构分解图;
24.图3是图2中a部分的局部放大视图;
25.图4是本实用新型变距载具实施例的第二整体结构图;
26.图5是本实用新型变距载具实施例的第二结构分解图;
27.图6是实施例中多个托盘处于分散状态的结构图;
28.图7是本实用新型变距载具应用的结构示意图。
具体实施方式
29.在下面的描述中结合具体实施例详细阐述了本实用新型的技术方案,但是本实用新型还可以采用在此描述基础上的其他可变化方式来实施,因此本实用新型的保护范围并不限于下面公开的具体实施例的限制。
30.如图1至图5所示,实施例的变距载具100包括多个托盘10、导向面板20、多个联动组件30、多个第一滑动件41以及多个第二滑动件42。多个托盘10呈矩形阵列分布;优选的是,多个托盘10呈m行和n列的矩形阵列分布,其中m和n均为大于2的奇数。在一个具体实施例中,如图1所示,托盘10的数量为35个,呈5行、7列(x方向为行方向、y方向为列方向)的矩形阵列分布;初始状态下,多个托盘10呈相互聚拢状态。
31.多个托盘10中,位于中心位置的托盘为固定托盘10a,其余托盘为移动托盘10b。固定托盘10a与导向面板20固定连接,移动托盘10b则设置为可相对于中心托盘10a沿x方向
和/或y方向移动。多个联动组件30与多个移动托盘10b一一对应设置,每个联动组件30均包括中间连接件33、分别设置在中间连接件33上下两侧的上导向轴31和下导向轴32。
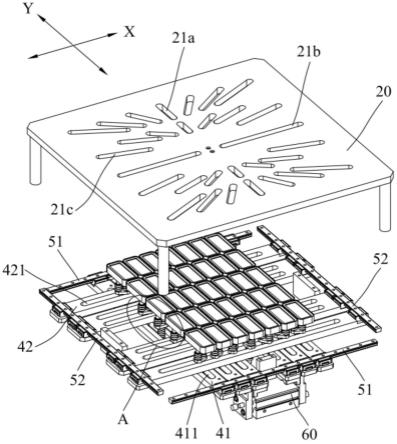
32.如图2和3所示,上导向轴31与相应托盘10固定连接。导向面板20上设有多个轨迹槽21,多个轨迹槽21用于引导和限定移动托盘10b的移动,上导向轴31可移动地设置在相应的轨迹槽21内。优选的,上导向轴31上设有第一滚轮311,第一滚轮311与相应轨迹槽21的槽壁抵接。进一步地,每个联动组件30包括两个上导向轴31,以防止托盘10移动过程中发生偏转。
33.具体的,多个轨迹槽21包括沿x方向延伸的x向轨迹槽21b、沿y方向延伸的y向轨迹槽21a以及与x方向和y方向交叉的斜向轨迹槽21c。与中心托盘10a所在行的多个托盘10连接的上导向轴31设置在x向轨迹槽21b内,与中心托盘10a所在列的多个托盘10连接的上导向轴31设置在y向轨迹槽21a内,与其余托盘连接的上导向轴31设置在斜向轨迹槽21c内。也就是说,中心托盘10a所在行的多个托盘10可以沿x方向移动,中心托盘10a所在列的多个托盘10可以沿y方向移动,其余托盘10则可以同时沿x方向和y方向移动。实施例中,y向轨迹槽21a、x向轨迹槽21b和斜向轨迹槽21c设置为使得托盘10分散开后具有均匀间距且仍然保持矩形阵列分布。
34.进一步地,实施例的变距载具100包括作为驱动装置示例的双向伸缩气缸60,双向伸缩气缸60安装在固定底板70上;第一滑动件41和第二滑动件42设置在固定底板70和导向面板20之间,中间连接件33承托在第二滑动件42上。其中,第一滑动件41的两端分别滑动设置在两个第一滑轨51上,并设置为在x方向上相互靠近或远离;第二滑动件42的两端分别滑动设置在两个第二滑轨52上,并设置为在与x方向垂直的y方向上相互靠近或远离。
35.第一滑动件41具有沿y方向延伸的y向条形槽411,第二滑动件42具有沿x方向延伸的x向条形槽421,下导向轴32可移动地设置在相应的x向条形槽421和/或y向条形槽411内。具体地,与中心托盘10a所在行的多个移动托盘10b连接的下导向轴32设置在相应y向条形槽411内,与中心托盘10a所在列的多个移动托盘10b连接的下导向轴32设置在相应x向条形槽421内,与其余移动托盘10b连接的下导向轴32同时设置在相应x向条形槽421和y向条形槽411内。其中,如图5所示,下导向轴32上设有第二滚轮321,第二滚轮321与相应x向条形槽421和/或y向条形槽411的槽壁抵接。
36.多个第一滑动件41对称地分布在双向伸缩气缸60的轴向两侧,双向伸缩气缸60的轴向两端分别连接到与其相邻的两个第一滑动件41。变距载具100工作时,双向伸缩气缸60驱动与其连接的两个第一滑动件41相互远离,并通过第二滑动件42、联动组件30和轨迹槽21之间的传动,使得托盘10沿相应的轨迹槽21移动,以自动调节托盘10在x方向和y方向上的间距,进而使多个托盘10运动至如图6所示的散开状态,实现电路板的快速分散作业。
37.图7是本实用新型变距载具100应用的结构示意图。其中,输送机构200设置在位于冲压设备300和电路板加工设备400之间,变距载具100可移动地安装在输送机构200上。工作时,输送机构200先将变距载具100移动到靠近冲压设备300的位置,此时变距载具100中的多个托盘10保持相互聚拢状态,冲压设备300的下料机构手301将分板后相对集中的多个电路板单元摆放在多个相互聚拢的托盘10上;然后输送机构200将变距载具100移动到靠近电路板加工设备400的位置,此时多个托盘10相互散开而使得多个电路板单元变化为具有较大间距的分散状态,电路板加工设备400的上料机械手吸取处于分散状态的多个电路板,
以便于对电路板进行后续加工。
38.虽然以上通过实施例描绘了本实用新型,但应当理解的是,本领域普通技术人员在不脱离本实用新型的范围内,凡依照本实用新型所作的同等改变,应为本实用新型的保护范围所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1