一种自动送料控制系统及方法与流程
本发明涉及送料控制系统,具体涉及一种自动送料控制系统及方法。
背景技术:
1、随着现代工业技术的迅速发展,在汽车工业、航空工业、交通运输、家电等行业,传统的机械制造技术已经不能满足加工特殊零件的需求,然而粉末成型机的出现弥补了传统机械制造技术的缺陷。在粉末成型研究领域,粉末成型机能够压制精度高、形状复杂的不规则零件,并且节约原料、单件能耗少,提高了特种加工零件的加工质量和加工效率,幵辟了研究产品成型的新途径;
2、相对于其它的机械加工方法,粉末成型加工适合生产同一形状而数量较多的产品,特别是像加工传动齿轮、链轮、自润滑轴承等费用较高的产品,能大大降低生产成本。并且,不需要随后的机械加工,即可压制成最终尺寸的还件,省去了繁琐的机械加工工序,基于粉末成型技术的诸多优点,粉末成型机随着工业技术的不断发展,将会越来越广泛地应用于制造业;
3、粉末加工过程中,粉末成型机上的盛粉料斗通过送料管路把粉末输送至料靴,同时料靴前进至阴模腔处为阴模腔加入粉末。
4、现有技术存在以下不足:
5、1、现有粉末送料系统中,通常只是设置气压传感器来监测送料管道的密封性,然而,当气压传感器监测送料管道内部密封性异常才能发送警示信号,但是在这个过程中,送料管道已经发生泄漏现象,不仅造成粉末资源浪费,且泄漏后的粉末产生扬尘污染车间,若粉末泄漏量过大,也会为后期车间的清理带来不便;
6、2、在气压传感器发出警示信号时,系统通常会自动停机,然后由检修人员对管道做检修处理,然而,由于此时送料管道内部存在粉末,从而导致检修人员对管道的检修极为不便。
技术实现思路
1、本发明的目的是提供一种自动送料控制系统及方法,以解决背景技术中不足。
2、为了实现上述目的,本发明提供如下技术方案:一种自动送料控制方法,所述控制方法包括以下步骤:
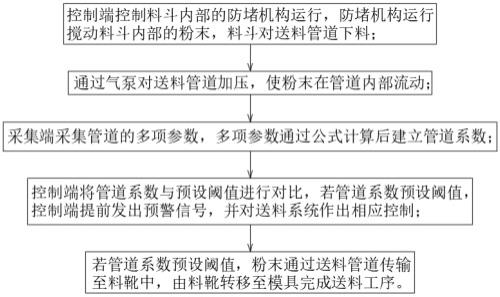
3、s1:控制端控制料斗内部的防堵机构运行,防堵机构运行搅动料斗内部的粉末,料斗对送料管道下料;
4、s2:通过气泵对送料管道加压,使粉末在管道内部流动;
5、s3:采集端采集管道的多项参数,多项参数通过公式计算后建立管道系数;
6、s4:控制端将管道系数与预设阈值进行对比,若管道系数预设阈值,控制端提前发出预警信号,并对送料系统作出相应控制;
7、s5:若管道系数预设阈值,粉末通过送料管道传输至料靴中,由料靴转移至模具完成送料工序。
8、在一个优选的实施方式中,步骤s3中,采集端采集管道的多项参数,多项参数通过公式计算后建立管道系数包括以下步骤:
9、s3.1:采集端采集管道裂缝率、管道抖动率、温湿度变化率以及管道维护率;
10、s3.2:管道裂缝率、管道抖动率、温湿度变化率以及管道维护率分别标定为lfi、gdi、wsdi、gwhi;
11、s3.3:将管道裂缝率、管道抖动率、温湿度变化率以及管道维护率作归一化处理,建立管道系数gdxs,表达式为:
12、
13、式中,分别为管道裂缝率、管道抖动率、温湿度变化率以及管道维护率的权重系数,均大于0,且。
14、在一个优选的实施方式中,步骤s4中,控制端将管道系数与预设阈值进行对比,当管道系数预设阈值时,控制端提前发出预警信号包括以下步骤:
15、s4.1:将管道系数gdxs与预设阈值ysyz对比;
16、s4.2:若管道系数gdxs预设阈值ysyz,管道的整体健康状态差,继续使用时,管道存在损坏隐患从而导致粉末泄露;
17、s4.3:控制端对系统作出相应控制,并将预警信号发送至检修人员。
18、在一个优选的实施方式中,步骤s3.1中,管道裂缝率通过设置在管道外部的超声波传感器进行监测,超声波传感器通过一个平移组件设置在管道外侧,监测时,平移组件带动超声波传感器移动监测,管道抖动率通过设置在管道上的位移传感器监测,温湿度变化率通过设置在管道周围的温湿度传感器监测,管道维护率由人工向系统输入。
19、在一个优选的实施方式中,所述管道裂缝率=超声波传感器检测到的裂缝数量/管道内表面积;
20、所述管道抖动率=管道抖动次数/送料时长,管道抖动时,管道上的位移传感器会持续发生位移变化,将一次位移变化记为一次抖动;
21、所述温湿度变化率=温度变化率+湿度变化率,温度变化率=温度变化次数/10,湿度变化率=湿度变化次数/10;
22、管道维护率=管道维护次数/管道投入使用总时长。
23、在一个优选的实施方式中,所述温度变化次数采集步骤包括:
24、温度传感器每隔1分钟采集一次环境温度;
25、若当前采集环境温度减去上一采集环境温度的绝对值5℃,则记录一次温度发生变化;
26、所述湿度变化次数采集步骤包括:
27、湿度传感器每隔1分钟采集一次环境湿度;
28、若当前采集环境湿度减去上一采集环境湿度的绝对值40%rh,则记录一次湿度发生变化。
29、在一个优选的实施方式中,送料控制系统包括:
30、料斗为盛装粉末的容器,其下部安装有粉末感应器,当粉末需要补给时,粉末感应器会报警提示;
31、送料凸轮机构中的凸轮轴,通过两个同步链轮,实现了与主传动系统中曲轴的等速同步转动;
32、双向气缸(行程为±60mm)的后部活塞杆,通过滚子与送料凸轮的外轮廓始终保持接触,这样送料凸轮所产生的位移信号被位移传感器稳定地釆集;
33、位于副油箱上的电液伺服阀得到控制指令后,为送料缸供油,并根据信号的强弱来决定阀口的幵闭程度,有效地控制流量的大小,实现对送料缸位移和速度的调节,从而保证了料靴在送料过程中准确、稳定地到达阴模腔,同时送料结束后料靴能够快速地进行复位;
34、压紧缸通过料靴拉杆,将料靴压紧在送料面板上,避免料靴在送料过程中出现粉末外溅的现象;
35、振动缸直接与料靴连接,在送料液压站中设有液控振动回路,为振动缸提供动力,振动缸带动料靴来回抖动,实现了充填时粉末在阴模腔中的均匀分布。
36、在一个优选的实施方式中,所述管道系数gdxs预设阈值ysyz,控制端控制送料系统中的料斗停止下料,若在送料管道的出料端存在料靴,则将管道中的粉末及时送入料靴,若在送料管道的出料端不存在料靴,则气泵反向运行,通过四通阀将粉末反向抽送至料斗中。
37、在一个优选的实施方式中,所述送料系统通管电液伺服阀控制液压缸,带动料靴完成充填动作。
38、本发明还提供一种自动送料控制系统,包括采集模块、下料模块、送料模块、控制模块;
39、下料模块存储粉末,并为送料模块送入粉末,送料模块将粉末输送至料靴中,采集模块采集送料模块中的各个参数,并依据参数建立管道系数,控制模块通过管道系数与预设阈值的对比结果发出预警信号,并对下料模块以及送料模块作出相应控制。
40、在一个优选的实施方式中,所述送料模块包括气泵、四通阀以及多根送料管道,多根送料管道均与气泵的进气端通过四通阀连通,气泵与下料模块通过四通阀连通;
41、当某一管道的管道系数小于预设阈值时,下料模块停止下料,气泵将该管道内部的粉末通过四通阀抽送至另一管道系数大于预设阈值管道继续送料;
42、当所有管道的管道系数小于预设阈值时,气泵通过四通阀将所有管道中的粉末抽送至下料模块存放。
43、在上述技术方案中,本发明提供的技术效果和优点:
44、1、本发明通过在送料管道传输粉末的过程中,采集送料管道的参数后建立管道系数,控制端将管道系数与预设阈值进行对比,当管道系数预设阈值时,控制端提前发出预警信号,并对送料系统作出相应控制,从而有效避免粉末因为管道损坏而泄漏,防止粉末浪费以及车间扬尘,使用稳定性更好;
45、2、本发明通过采集管道裂缝率、管道抖动率、温湿度变化率以及管道维护率,归一化去除单位进行处理,提高数据处理效率,且将多项参数结合后生成管道系数,通过管道系数与预设阈值的对比结果提前作出预警,进一步保证送料系统的稳定性。
- 还没有人留言评论。精彩留言会获得点赞!