一种SIOC物品装箱生产线的制作方法
本发明涉及自动化设备领域,具体涉及一种sioc物品装箱生产线。
背景技术:
1、纸卡为包装盒的原材料,一个能够放置物品的包装盒需要将纸卡进行多次折叠后方可成型,纸卡折叠之前需要在表面相对应的位置喷涂胶水,然后再沿着纸卡表面的折痕折叠成纸箱。目前传统的方式是人工在流水线将纸卡折叠成纸箱,该方式不仅效率低下,而且还容易出错,折叠成的纸箱质量不一。
2、纸卡折叠成纸箱后,需要将产品装在纸箱内,现有技术中公开号为cn115465510a和cn115384859a的专利申请文件,采用自动化生产线的方式将产品装在纸箱内,但是该生产线的纸箱是通过人员手工折叠成的,通过纸盒上料工位输送至线体,自动化程度较低,工作效率低下。
3、因此,需要提供一种自动化设备生产线,能够将制箱和装箱结合在一起的生产线,实现自动化包装。
技术实现思路
1、为解决上述技术问题,本发明提供了一种sioc物品装箱生产线,采用该生产线能够将制盒和物品装盒采用自动化流水线的方式完成,大大提高了公司的包装效率,提高了产量。
2、本发明的技术方案是:一种sioc物品装箱生产线,包括
3、上料机构,所述上料机构设有多组上料输送带以将纸卡同步运输;
4、下料装置,位于所述上料机构的末端,并通过取料组件对位于上料输送带末端的纸卡搬运;
5、制箱装置,位于所述下料装置的下游,并能够对纸卡进行一次折叠;
6、搬运装置,位于制箱装置的下游,能够对纸卡进行二次折叠成纸盒并对纸盒夹持固定至运输机构;
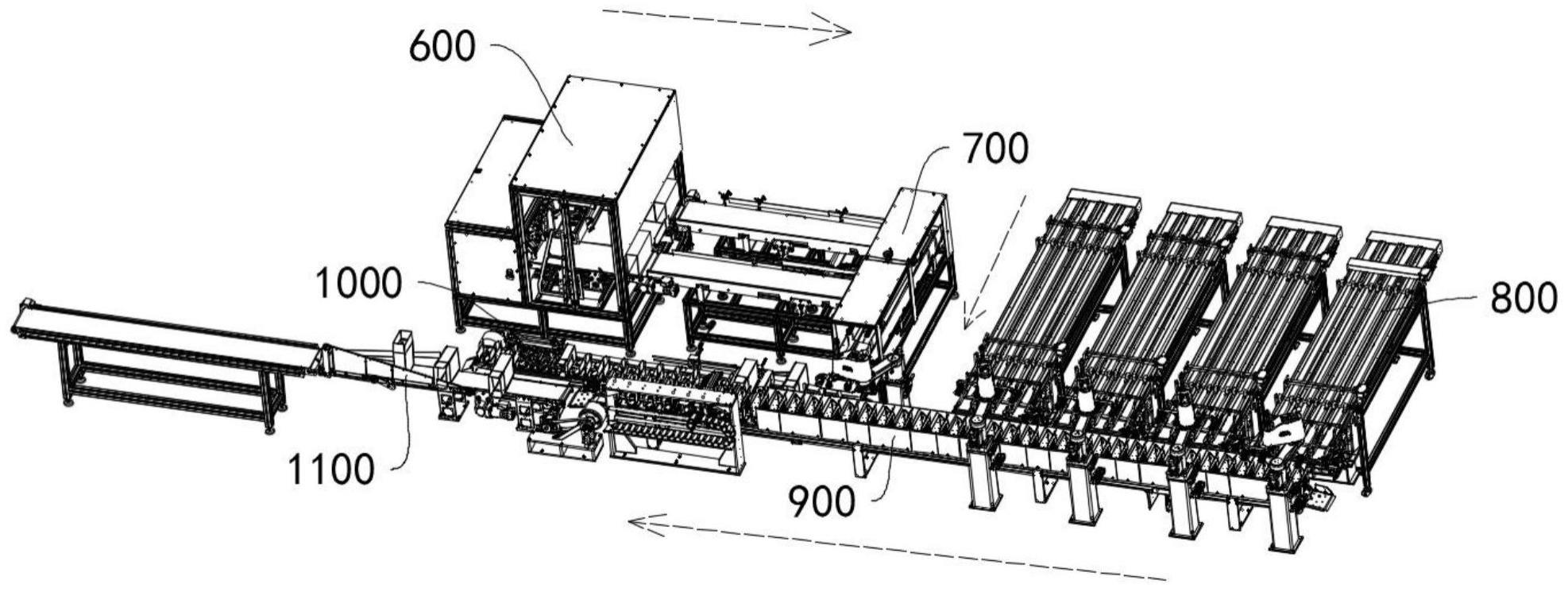
7、以及纸盒转角机构,所述纸盒转角机构连接于所述运输机构,并能够将位于运输机构的纸盒搬运至装盒生产线;
8、所述装盒生产线包括沿线体设置的产品上料工位、纸盒上料工位和装盒工位,所述纸盒上料工位连接于所述纸盒转角机构,以便将纸盒输送至线体;所述装盒工位位于所述线体的外侧,并能够将所述产品上料工位的物品装配至纸盒内。
9、进一步的,所述线体包括用于产品上料的第一线体和用于纸盒上料的第二线体,所述第一线体和第二线体并排且贴近设置,定义所述第一线体和第二线体靠近的一侧为内测,另一侧为外侧,所述装盒工位位于所述第一线体的外侧,所述纸盒上料工位位于所述第二线体的外侧,所述产品上料工位位于所述第一线体的首端。
10、进一步的,所述产品上料工位设有上料机构,所述上料机构包括多组产品上料输送带,多组所述产品上料输送带为同一动力源,且每组所述产品上料输送带皆为独立的传动机构传动。
11、进一步的,所述装盒工位设有推送装盒机构,所述推送装盒机构包括设于第一线体一侧的推板,所述推板转动连接于推送架,还设有使所述推板在n牛的推力内保持位置a的保持装置,所述位置a为推送物料进入包装盒的位置,所述推板能够随所述推送架朝所述线体伸出或缩回,还设有检测所述推板位置的传感器。
12、进一步的,所述纸盒转角机构包括4个单边转盘,定义2个单边转盘为一组,所述单盘转盘设有2组,2组所述单边转盘通过转轴连接于转盘支架,所述单边转盘设有多个折弯杆,所述单边转盘沿着所述转轴的轴向转动,以将位于运输机构的纸盒搬运至纸盒上料工位。
13、进一步的,所述上料机构还包括抵接装置和限位装置,所述抵接装置能够将放置在上料输送带上的纸卡抵接;
14、所述限位装置包括竖板和压板,所述竖板的一端能够对纸卡的外侧支撑,所述压板能够相对于所述竖板转动并对纸卡抵接。
15、进一步的,所述下料装置还包括引导组件,所述引导组件连接于所述取料组件,所述引导组件运动时能够带动所述取料组件转动,以将所述上料机构的物品下料;
16、所述引导组件包括长杆和滑块,所述长杆的一端转动连接转轴,所述长杆的另一端滑动连接于所述滑块,所述滑块通过固定轴连接于所述取料组件的相对侧;
17、当所述长杆横向设置时,所述取料组件位于所述上料机构的末端;当所述长杆竖直设置时,所述取料组件完成下料。
18、进一步的,所述制箱装置包括多个输送轨道和位于所述输送轨道末端的下压装置,所述下压装置包括多个水平设置的下压块,多个所述下压块与多个输送轨道一一对应,并能够将位于所述输送轨道上的纸卡下压至定位转运机构,完成一次折叠,并通过所述定位转运机构将折叠后的纸卡输送至搬运装置。
19、进一步的,所述搬运装置包括位于所述定位转运机构的搬运机构,所述搬运机构能够将位于所述定位转运机构上的纸卡二次折叠成纸盒并搬运至运输机构;
20、所述搬运机构包括第一驱动组件和连接于所述第一驱动组件的夹持组件,所述夹持组件包括上压板以及转动连接于所述上压板相对侧的两侧板,所述上压板的上方设有能够驱动所述两侧板转动的第二驱动组件,通过所述第二驱动组件以使所述两侧板相对于所述上压板之间存在打开或关闭两种状态;
21、两所述侧板相对于所述上压板打开时,所述侧板与所述纸卡分离;
22、两所述侧板相对于所述上压板关闭时,所述侧板能够将纸卡折叠成纸盒并夹持固定。
23、进一步的,还包括设于装盒工位一侧的纸盒翻转工位,所述纸盒翻转工位包括第三线体,所述第三线体的外侧连接有直角三角板,所述直角三角板的四周设有滚轮,通过所述滚轮转动连接有皮带,所述皮带能够沿着所述直角三角板的周向运动,以将纸盒翻转。
24、本发明的有益技术效果是:
25、1、传动机构为驱动气缸、单向轴承和齿轮相互配合使用,当主动轴正转时能够驱动单向轴承转动,进而带动齿轮和上料输送带移动;当主动轴反转时,单向轴承不发生转动,进而上料输送带停止移动。如此设置,相对于电机驱动便于后续的更换和维护。
26、2、抵接装置的设置保证了放置上料输送带上的纸卡之间相互抵接,使得纸卡整齐的堆叠在上料输送带上,同时便于下一道工序的下料拿取。
27、3、承载板、挡块和限位装置的相互配合使用,避免纸卡在下料过程中会粘粘,保证了下料过程的稳定性以及持续性。
28、4、抵接装置通过齿条与上料输送带啮合,通过把手能够于上料输送带上移动,便于人员添加纸卡,同时能够与上料输送带同步移动,能够实时的对上料输送带上的纸卡抵接。
29、5、挡板和引导杆相互配合使用,能够保证纸卡在上料传输带上移动时更加的稳定。
30、6、龙门架的设置能够带动取料组件整体移动,使得取料组件往返于上料输送带和输送轨道,便于将物品移动。
31、7、通过引导组件的设置能够在取料组件移动过程中实现翻转,以实现物品的取和放。
32、8、线性模组的设置能够驱动吸盘靠近或远离物品,便于对物品的吸取和放置。
33、9、侧块、垫块、挡片以及下压块相互配合使用,能够将纸卡快速的折叠。
34、10、定位组件的设置能够将折叠后的纸卡固定,保证了纸卡在运输过程中不会发生脱落。
35、11、锁止块和轴承的设置保证了承载座的稳定性,避免纸卡折叠时不稳定。
36、12、通过侧板和上压板相互配合使用,不仅能够将纸卡折叠,而且能够将折叠后的纸盒夹持固定,并进行搬运。
37、13、横向模组和竖直模组的相互配合使用,能够将纸卡进行压合,同时能够将形成后的纸盒搬运。
38、14、位于运输平台相对侧的引导件的设置,保证纸盒在运输皮带上运输时,不会发生脱落,保持整齐的队列。
39、15、双头胶枪的设置,使得纸卡需要啮合的部位喷涂上胶水,便于纸卡折叠成纸盒。
40、16、纸盒转角机构的设置,使得折叠成型后的纸盒能够搬运至纸盒上料工位,将纸盒转角机上游的整个制盒设备与制盒转角机下游的装盒生产线连接,以完成制盒和装盒的自动化流程。
41、17、通过分开的线体分别上料产品和包装盒,使用推送装箱的方式包装,效率极高,并且无需复杂的机械手装置,寿命高、故障率低,成本低;装箱完成后通过纸盒翻转工位完成翻转,以便于封口。
42、18、装盒机构的推板为转动连接的设置,其在一定的推力内能够实现推送装盒,但是当推板撞到其他地方,或者物料卡住的时候,所述推板能够转动产生位移,通过传感器获取到位置变化,从而可以控制其停止,能够保护设备和产品。
43、19、产品上料工位为多组上料,多组输送带为一个动力源,不过每组上料输送带能够通过所述离合装置实现输送或者停止,即一个动力源的成本实现分别上料或者上料等待的功能,精简好用。
44、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
- 还没有人留言评论。精彩留言会获得点赞!