基于工业物联网制造的燃气表膜盒自动上线装置的制作方法
本发明涉及燃气表制造,具体涉及基于工业物联网制造的燃气表膜盒自动上线装置。
背景技术:
1、现有技术中,工业物联网制造将物联网技术融入到了工业生产的各个环节,可大幅提高制造效率,改善产品质量,降低产品成本和资源消耗。
2、膜盒是燃气表的组成元件之一,现阶段在进行燃气表的膜盒生产中,膜盒上线时需要对膜盒进行喷码,为了保障喷码的准确性,需要将膜盒在喷码机前顺序排列,从而保障喷码的准确性。
3、目前,在进行膜盒上线的时候通常采用人工的方式进行操作,但是人工操作的上线效率低,而且容易出错,出错后的报废率和返工率都较高,不能有效的保障产品的质量和出产效率,所以膜盒上线的自动化和标准化就显得尤为重要。
技术实现思路
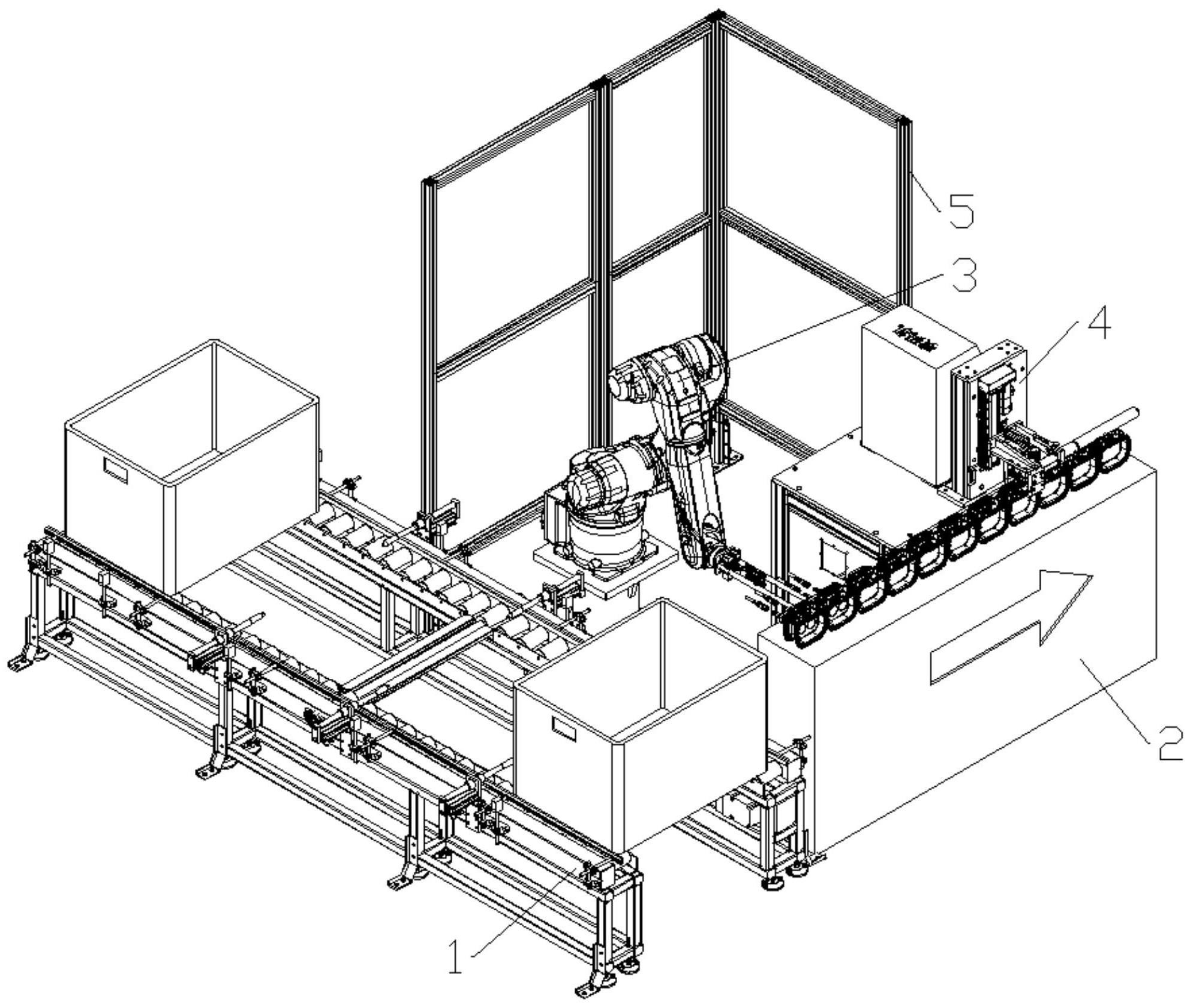
1、本发明的目的在于克服现有技术膜盒上线的自动化和标准化程度均较低,导致膜盒上线的质量较差和效率较低的不足,提供了一种基于工业物联网制造的燃气表膜盒自动上线装置,通过上料滚筒线和上料模组线对膜盒进行运送,并通过吸取机构无损且稳定的完成中间的转运,使得膜盒上线的喷码操作能够稳定可靠的完成。
2、本发明的目的主要通过以下技术方案实现:
3、基于工业物联网制造的燃气表膜盒自动上线装置,包括上料模组线,在所述上料模组线的侧面设有喷码模组,所述喷码模组能够对所述上料模组上的膜盒喷码;
4、还包括上料滚筒线,所述上料滚筒线能够运送所述膜盒,所述上料滚筒线的侧面设有吸取机构,所述吸取机构能够将所述膜盒吸取到上料模组线上;
5、所述吸取机构包括稳压吸盘,所述稳压吸盘能产生稳定负压并设置在所述吸取机构的端部。
6、目前,在进行膜盒上线的时候,喷码的准确性和顺序性是决定生产效率和降低返工率的关键操作,现有技术中由于设备配置问题,一般会采用人工进行膜盒上线,但是膜盒人工上线的效率较低,并且容易错混料,从而产生生产质量和效率的问题,所以合理设计膜盒上线的自动化便成为了亟待解决的问题。
7、在本发明中,通过设置上料滚筒线来进行膜盒的运输,通过吸取机构来对膜盒进行转运,将膜盒放置于所述上料模组线上,并按照顺序排列的方式提高膜盒的上线效率。在上料模组线处采用喷码模组进行喷码,从而能够通过排列膜盒的顺序性提升膜盒的喷码合格率,从而避免返工。本发明中为了在吸取膜盒时不对膜盒造成损坏,采用稳压吸盘对膜盒进行吸取,所述稳压吸盘产生的负压稳定,从而避免负压在转运过程中不断增强导致的膜盒变形,本发明中的稳压吸盘能够在达到足够负压的时刻及时减弱或调整负压大小,从而避免负压持续作用对膜盒造成伤害;本发明通过上料滚筒线和上料模组线的共同作用,并通过吸取机构的转运,有效的将膜盒自动化的运送到所述喷码模组的位置,并保障了膜盒排列的顺序正确,位置精准,在此基础上,为了保障膜盒在转运过程中不受到损坏,本发明采用稳压吸盘作为吸取所述膜盒的直接接触,所述稳压吸盘能够通过控制负压的稳定性避免负压造成膜盒损坏,本发明能够有效的增强膜盒上线的稳定性和可靠性,并明显提高了膜盒上线的效率。
8、进一步的,所述吸取机构包括机械臂,所述稳压吸盘位于所述机械臂的端部,所述机械臂能够在所述上料滚筒线和所述上料模组线之间自由运动;
9、所述稳压吸盘包括吸盘体,在吸盘体上设有抽气管,所述抽气管和吸盘体之间设有能够稳定所述吸盘体压力的稳压环,所述抽气管、吸盘体和稳压环内部连通。
10、本发明通过机械臂在所述上料滚筒线和上料模组线之间进行位置转运,所述稳压吸盘位于所述机械臂的端部,从而使得吸取膜盒的动作更加方便完成,所述稳压吸盘通过吸盘体直接接触膜盒,通过抽气管的抽气作用形成负压,通过稳压环来感应和控制负压的大小,从而促使转运过程中稳压吸盘内的压力保持相对稳定,足够支持膜盒位置转运的基础上还能够对膜盒形成保护。
11、进一步的,所述稳压环包括第一环体,所述第一环体的一端固定有第二环体,所述第二环体与第一环体连通,所述第二环体与第一环体之间设有钢球,所述钢球能够堵塞所述第一环体与第二环体之间的连通通道;
12、所述第一环体的内环壁设有负压缺口,所述负压缺口内设有楔形块,所述楔形块与第一环体之间固定有弹性伸缩件,所述第二环体的内环壁在靠近第一环体的一侧设有滑槽;
13、所述第一环体的环壁内设有推杆,所述推杆延伸到所述滑槽,所述推杆的一端与所述楔形块接触,所述推杆的另一端设有滑块,所述滑块与滑槽之间设有压簧,所述滑块的上方设有间隙支撑组件,所述间隙支撑组件与所述钢球接触,所述间隙支撑组件在所述钢球与第一环体的环壁之间形成间隙。
14、在本发明中,所述第一环体和第二环体之间能够形成阶梯形间隙,从而使得所述第一环体的内环壁和第二环体的连通通道能够被所述钢球堵住,在所述第一环体内的负压达到足够大时,连接了所述弹性伸缩件的楔形块就会向第一环体的内部运动,从而挤压所述推杆,所述推杆穿过第一环体的环壁,推动所述滑块在滑槽内滑动,本发明利用所述滑块在滑槽内滑动所产生的位移,有效的带动所述间隙支撑组件的运动,从而减小或消除所述钢球与连通通道之间的间隙,从而控制负压变化,并调节负压的大小和稳定性,当需要取下所述稳压吸盘时,通过释放稳压吸盘的压力,从而促使所述压簧挤压恢复所述滑块的位置,从而能够将所述推杆复位,并有效的通过间隙支撑组件将所述间隙恢复,复通所述稳压环,在本发明中,可以通过多种方式释放负压压力,例如在所述吸盘体上设置放气阀,并且还能够通过在压簧的位置设置伸缩杆,从而辅助加强复位所述推杆的推动力。
15、进一步的,所述间隙支撑组件包括可折叠支撑杆,所述可折叠支撑杆的一端与所述滑块铰接,其另一端搭在所述第一环体与第二环体的连接处,所述可折叠支撑杆上设有间隙支撑杆,所述间隙支撑杆的一端与所述可折叠支撑杆固定,其另一端固定有弧板,所述弧板与所述钢球贴合。
16、在本发明中,所述间隙支撑组件中的可折叠支撑杆能够在所述间隙支撑杆的作用下对所述弧板形成支撑,从而保障所述连通通道内的间隙存在,而当所述滑块运动的时候,可折叠支撑杆会被折叠后,所述弧板对钢球的支撑消失,从而有效的将连通通道堵住,当所述滑块位置恢复的时候,所述可折叠支撑杆会展开,从而使得所述弧板托起钢球,重新形成连通通道与钢球之间的间隙。
17、进一步的,所述可折叠支撑杆包括第一杆体和第二杆体,所述第一杆体和第二杆体铰接,所述第一杆体与所述滑块铰接;
18、所述第一杆体和第二杆体铰接处设有竖支撑杆,所述竖支撑杆的一端与所述第一杆体和第二杆体铰接处固定,其另一端与所述滑块铰接;
19、所述第一环体与所述第二环体的连接处设有角支撑辊,所述第二杆体搭在所述角支撑辊上。
20、在本发明中,所述第一杆体和第二杆体通过铰接的方式,变为可折叠的杆体,并通过所述竖支撑杆对铰接的部位进行支撑,所述竖支撑杆在所述第一杆体和第二杆体展开的时候能够通过所述滑槽的内壁限制自身的自由度,从而对所述铰接处形成支撑,而当所述第一杆体和第二杆体折叠的时候,所述竖支撑杆通过滑块的位移失去对自身自由度的限制,从而失去对所述铰接处的支撑,达到折叠所述第一杆体和第二杆体的目的,从而恢复对铰接处的支撑,达到形成间隙的目的,本发明中的角支撑辊能够有效的辅助所述第二杆体在所述第一环体与所述第二环体的连接处的运动,避免第二杆体卡住的同时,还能够有效的减少摩擦,从而达到保护所述第二杆体的目的,使得本发明的使用寿命得到增加。
21、进一步的,所述上料滚筒线包括架体,所述架体上设有滚筒组,所述滚筒组上放置有料箱,所述架体上设有若干组活动挡杆,相邻两组所述活动挡杆的间隔距离能够容纳所述料箱;
22、位于所述架体两侧并在同一组内的活动挡杆的轴线重合。
23、在本发明中,所述架体作为载体,能够有效的通过滚筒组承载所述料箱,所述膜盒通过料箱进行运送,本发明为了配合所述吸取机构的工作,能够通过活动挡杆将所述料箱停在固定位置,所述活动挡杆的间距能够容纳料箱,从而避免吸取机构的失误。
24、进一步的,所述活动挡杆包括固定板,所述固定板上固定有伸缩气泵,所述固定板上设有套筒,所述套筒的轴线与所述伸缩气泵平行,所述伸缩气泵内设有内杆,所述内杆能够沿着伸缩气泵的轴线进行往复运动,所述套筒内设有活动杆,所述活动杆能够沿着所述套筒的轴线进行往复运动,所述活动杆远离所述架体的一端固定有连接板,所述内杆与连接板固定。
25、在本发明中,所述固定板能够通过自身与架体的固定为所述套筒和伸缩气泵提供承载,所述伸缩气泵的内杆和活动杆通过连接板固定,所以所述内杆能够和所述活动杆同步运动当所述伸缩气泵推动所述内杆进行伸缩时,所述活动杆也会在套筒处伸缩,从而能够控制所述活动挡杆拦截或放行所述料箱。
26、进一步的,所述活动杆靠近架体的一端设有报错端头,当所述报错端头遇到阻力时,所述伸缩气泵停止工作。
27、在本发明中,所述报错端头能够通过接触的阻力及时将所述伸缩气泵的工作停止,避免活动挡杆和料箱受损。
28、进一步的,还包括安全防护机构,所述安全防护机构为半包围结构,所述吸取机构和喷码模组均位于所述安全防护机构、上料滚筒线和上料模组线之间。
29、由于本发明中的吸取机构需要转运活动空间,为了保障生产,也为了能够避免发生安全事故,本发明通过设置半包围的安全防护机构,将所述安全防护机构、上料滚筒线和上料模组线保护在所述安全防护机构内,通过安全防护机构保障生产和工作的安全性。
30、进一步的,所述基于工业物联网制造的燃气表膜盒自动上线装置被配置为智能制造工业物联网的对象平台,所述对象平台将生产制造感知信息经依次交互的传感网络平台、管理平台、服务平台发送至用户平台,并接收用户平台经服务平台、管理平台、传感网络平台下发的控制信息。
31、综上所述,本发明与现有技术相比具有以下有益效果:
32、(1)本发明通过上料滚筒线和上料模组线的共同作用,并通过吸取机构的转运,有效的将膜盒自动化的运送到所述喷码模组的位置,并保障了膜盒排列的顺序正确,位置精准,在此基础上,为了保障膜盒在转运过程中不受到损坏,本发明采用稳压吸盘作为吸取所述膜盒的直接接触,所述稳压吸盘能够通过控制负压的稳定性避免负压造成膜盒损坏,本发明能够有效的增强膜盒上线的稳定性和可靠性,并明显提高了膜盒上线的效率。
33、(2)本发明利用所述稳压环中的滑块在滑槽内滑动所产生的位移,有效的带动所述间隙支撑组件的运动,从而减小或消除所述钢球与连通通道之间的间隙,从而控制所述稳压吸盘中负压的变化,并调节负压的大小和稳定性。
34、(3)在本发明中,所述第一杆体和第二杆体通过铰接的方式,变为可折叠的杆体,并通过所述竖支撑杆对铰接的部位进行支撑,所述竖支撑杆在所述第一杆体和第二杆体展开的时候能够通过所述滑槽的内壁限制自身的自由度,从而对所述铰接处形成支撑,而当所述第一杆体和第二杆体折叠的时候,所述竖支撑杆通过滑块的位移失去对自身自由度的限制,从而失去对所述铰接处的支撑,达到折叠所述第一杆体和第二杆体的目的,从而恢复对铰接处的支撑,达到形成间隙的目的。
- 还没有人留言评论。精彩留言会获得点赞!