一种挡烟垂壁驱动电机自动组装线及工艺的制作方法
本发明涉及管状电机,尤其涉及一种挡烟垂壁驱动电机自动组装线及工艺。
背景技术:
1、挡烟垂壁用不燃材料制成,垂直安装在建筑顶棚、横梁或吊顶下,能在火灾时形成一定的蓄烟空间的挡烟分隔设施,主要用于高层或超高层大型商场、写字楼以及仓库等场合,能有效阻挡烟雾在建筑顶棚下横向流动,以利提高在防烟分区内的排烟效果,对保障人民生命财产安全起到一定作用。
2、挡烟垂壁的使用中,挡烟垂壁驱动装置是必不可少的部分,而且在实际应用中,有可能会出现停电等状况,使得电动的驱动装置不能工作,从而无法实现挡烟垂壁挡烟防火的消防作用,所以设计一款既可以手动也可以自动驱动挡烟垂壁的驱动装置变的尤为重要。
3、专利号为cn217526153u的专利文献公开了一种消防用挡烟垂壁驱动装置,涉及防火挡烟驱动技术领域,其包括电机、电机限位器、减速机、外壳,所述电机一端连接电机限位器,电机另一端连接减速机,减速机、电机和电机限位器均设置在外壳内;所述电机的电源线连接电容,电源线上包裹有热缩管,电容连接电源总线,电机限位器上安装有链轮和拉链。
4、针对该类型电机产品目前通常采用人工进行组装,尤其涉及限位器与电机的接线连接和套管安装这块,因接线数量多且导线会发生缠绕问题,使得自动化组装较为困难,但是人工组装存在产能低,且产品质量一致性和稳定性不好的问题,因此设计一种能够实现管状电机高质量自动组装的设备是该领域目前亟待解决的问题。
技术实现思路
1、本发明的目的是针对现有技术的不足之处,通过设置导线结合机构自动将管状电机的限位器部分和电机部分导线依次进行同步捋直、折弯以及拧合动作,防止导线贴合缠绕在一起的同时更加方便配合后续的定位折弯以及拧合工作,提高产品精度,同时结合传输机构及夹持机构和输出机构,连续式实现传输时同步依次完成导线拧合及自动套管连接工作,实现自动、连续组装,提高生产效率和产品质量。
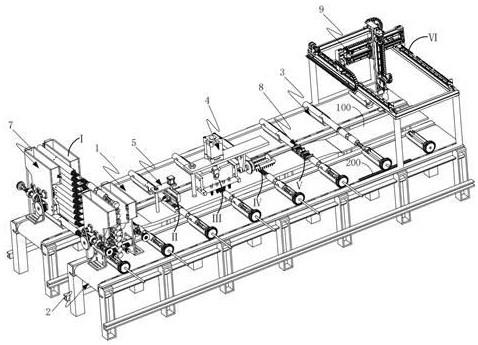
2、针对以上技术问题,采用技术方案如下:一种挡烟垂壁驱动电机自动组装线,包括支撑板以及沿支撑板横截面对称设置的第一传输机构和第二传输机构,且所述第一传输机构和第二传输机构同向同速运动,所述第一传输机构和第二传输机构上均间隔设置有若干组夹持机构,沿所述第一传输机构传输方向依次设置有部件放料工位、导线揉搓工位、导线连接工位、线束管安装工位、限位器组装工位以及限位器输出工位;
3、所述导线连接工位上设置有导线结合机构,所述导线结合机构包括用于将导线压紧并将其拉直的捋直组件、配合捋直组件将拉直后导线的末端向上折弯的弯折组件以及用于将两段导线弯折部分拧合在一起的旋转组件。
4、作为优选,所述捋直组件包括第一驱动单元、与第一驱动单元输出端连接的转接块、安装于转接块底部的压板、开设于压板顶部两侧的若干组斜槽、对应滑动设置于斜槽内的滑杆、安装于转接块两侧的第一伸缩单元、分别与滑杆顶部和第一伸缩单元一端连接的连接板以及安装于滑杆底部的压紧件。
5、作为优选,所述弯折组件对应捋直组件设置有两组,其包括滑动设置于支撑板上的承载件以及与承载件铰接设置的弯折件,所述承载件与弯折件上开设有轴心线相重合的半圆槽,所述支撑板上开设有与承载件相适配的滑槽。
6、作为优选,所述旋转组件沿压板长度方向均匀排列设置有若干组,其包括安装于压板底部的第二驱动单元、对称设置于第二驱动单元上的两组第二伸缩单元以及安装于两组第二伸缩单元之间的夹紧框。
7、作为优选,所述夹持机构包括夹持框、安装于夹持框内壁底部的底部弹性单元以及设置于夹持框内壁两侧的侧向弹性单元;
8、所述夹持机构还包括安装于夹持框一端的侧板、转动连接于侧板上的传动齿轮、依次贯穿传动齿轮和侧板且与其螺纹连接的螺纹杆以及安装于螺纹杆一端的推板,所述第二传输机构上设置有与传动齿轮相适配的驱动齿条。
9、作为优选,所述导线揉搓工位上设置有用于将部件中的导线互相分开的揉搓机构,其包括通过支架安装于支撑板上的第三驱动单元、安装于支架上的工作框、与第三驱动单元输出端连接的第一铰接杆、与第一铰接杆底部铰接设置的两组第二铰接杆、与第二铰接杆一端转动连接且与工作框滑动设置的滑块、通过连接杆与滑块连接的上板以及安装于支撑板上的下板,所述上板和下板上均开设有相对应的凹槽。
10、作为优选,所述线束管安装工位上设置有用于将扭合在一起的导线端安装上线束管的线束管安装机构;
11、所述部件放料工位上设置有两组用于分别投放零部件至下方的夹持机构上的部件放料机构。
12、作为优选,所述限位器组装工位上设置有用于将连接在一起的导线牵引向第一传输机构上部件内部的牵引机构,其包括安装于支撑板上的底板、滑动设置于底板上的若干组电夹板、设置于两组电夹板之间的伸缩杆以及用于驱动电夹板运动的伸缩气缸。
13、作为优选,所述限位器输出工位上设置有用于将组装好的限位器从第一传输机构上取走的输出机构。
14、本发明还提供了一种挡烟垂壁驱动电机自动组装工艺,包括以下步骤;
15、步骤一,套筒放料工序,启动第一传输机构将夹持机构传输至部件放料工位上停止,通过第一传输机构上的部件放料机构将套筒投放到第一传输机构上的夹持机构上,再启动传输机构将该夹持机构传输向导线揉搓工位;
16、步骤二,管状电机驱动部放料工序,该步骤与步骤一同步运动,启动第二传输机构将夹持机构传输至部件放料工位上停止,通过第二传输机构上的部件放料机构将套筒投放到第二传输机构上的夹持机构上,再启动传输机构将该夹持机构传输向导线揉搓工位;
17、步骤三,导线揉搓工序,夹持机构到达导线揉搓工位后,停止传输机构,此时启动揉搓机构,将两组零部件对应侧上的导线,沿导线长度方向进行往复揉搓工作,工作完成后,再次启动传输机构将该夹持机构传输向导线连接工位;
18、步骤四,导线连接工序,夹持机构传输至导线连接工位后,停止传输机构,此时启动导线结合结构,先通过捋直组件将导线拉直并使每两根导线之间互相远离,然后通过弯折机构将导线末端部分向上折弯,最后通过旋转组件将两根相邻导线折弯部分夹紧并拧合在一起,然后进行复位工位,复位完成后启动传输机构使其到达线束管安装工位;
19、步骤五,限位器组装工序,通过线束管安装机将线束管设到导线拧合在一起部分上,最后将该夹持机构传输向限位器组装工位,夹持机构传输至限位器组装工位后,停止传输机构,通过牵引组件先将导线部分牵引至其中一个部件的内部,然后再启动传输机构使夹持机构转移向限位器输出工位;
20、步骤六,限位器输出工序,夹持机构转移向限位器输出工位过程中配合驱动齿条将位于第二传输机构上的零部件推送至位于第一传输机构上的零部件内,最后到达限位器输出工位后,通过输出机构将组合完成后的限位器抓取并完成转移。
21、本发明的有益效果:
22、(1)本发明中通过设置部件放料工序、导线揉搓工序、导线连接工序、限位器组装工序以及限位器输出工序之间的紧密配合,实现管状电机的自动化组装,各功能结构配合工序顺序进行合理设置,功能区域划分清楚,同时工序之间的紧密配合,提高了电机限位器组装的精准度,从而保证了限停精度及刹车精度;
23、(2)本发明中通过设置导线结合机构自动将导线依次进行捋直、折弯以及拧合工作,且组件之间紧密配合,对导线的加工更加精准,方便后续的套帽工作,且在捋直的过程中同步将每两组相邻的导线分离开,防止导线贴合缠绕在一起的同时更加方便配合后续的折弯以及拧合工作,进一步在提高自动化工艺的前提下,保证了限位器与电机组装的精准度,降低组装次品率,从而保证了限停精度及刹车精度;
24、(3)本发明中通过设置牵引机构,在两个零部件(限位器部件和电机部件)组装前,先将导线牵引至一个零部件的内部,一方面完成预组装工作,方便后续再次组装,另一方面防止出现零件组装时,导线被折叠卡在两者结合处的问题,组合线如果卡在卡接处,会因为力度较大而发生损坏或是返工,大大降低工作效率,还需额外增设检测工作,提高工作难度;
25、综上所述,本发明尤其适用于防火门,安防等挡烟垂壁驱动电机的自动组装,组装得到的电机产品具有低噪音、性能稳定、故障率低、耐高低温等优点。
- 还没有人留言评论。精彩留言会获得点赞!