水泥膏真空打包机的制作方法
本发明涉及水泥膏打包,特别涉及水泥膏真空打包机。
背景技术:
1、水泥膏是一种常见的建筑材料,在生产水泥膏之后需要对水泥膏进行装袋包装,为了避免水泥膏在装袋之后,持续接触空气导致结块,因此在打包水泥膏时,通常采用不透气的包装袋,并且在打包完成之后,需要对包装袋进行抽真空,避免包装袋内部残留空气,最大程度保证包装袋内的水泥膏不结块。
2、现有公告号为“cn115158746a”、专利名称为“一种抽真空打包机”的中国发明专利公开了一种真空打包机,能够对包装袋进行抽真空打包,然而在该装置中,无法自动进行上料,需要先将装好料的包装袋放置在放料车上,从而增加打包时间,因此需要一种能够结合自动上料和自动塑封的装置,来提升水泥膏打包的效率。
技术实现思路
1、本发明的目的是提供水泥膏真空打包机,具有自动化对水泥膏进行上料以及真空打包,提升了打包效率的效果。
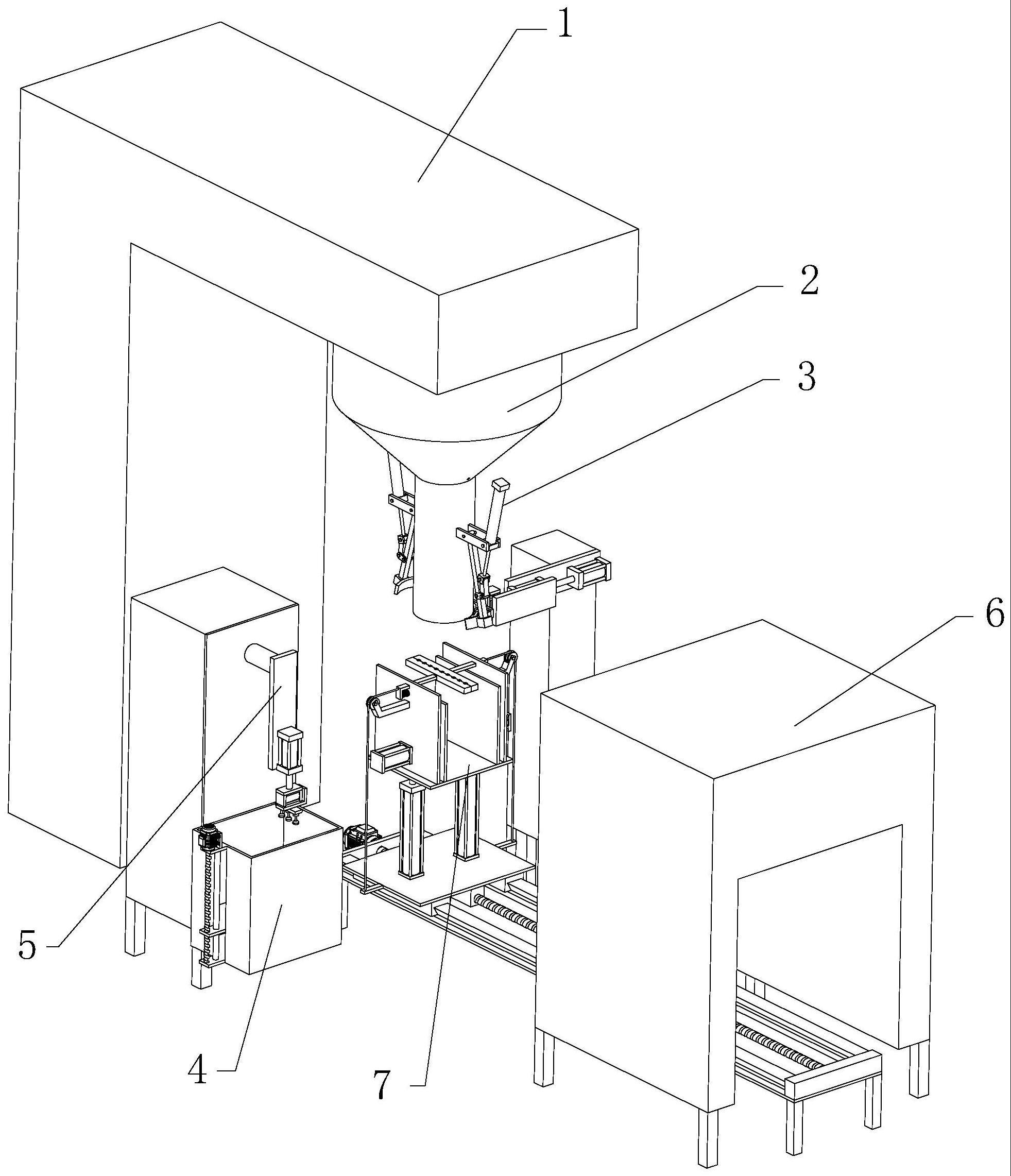
2、本发明的上述技术目的是通过以下技术方案得以实现的:水泥膏真空打包机,包括机架,所述机架设置有定量下料机,所述定量下料机的下料口处设置有用于将包装袋夹紧的包装袋夹紧机构,所述定量下料机的侧边设置有放置架,所述放置架中层叠放置有包装袋,所述放置架的侧边设置有包装袋上料机构,所述包装袋上料机构用于将包装袋运送至定量下料机的下料口,所述定量下料机的侧边设置有真空打包机,所述定量下料机的下方设置有包装袋输送机构,所述包装袋输送机构用于将装好水泥膏的包装袋输送至真空打包机处。
3、通过采用上述技术方案,定量下料机用于定量下料一定的水泥膏,包装袋上料机构用于将包装袋输送至定量下料机的出料口,并将包装袋打开,包装袋夹紧机构将打开的包装袋夹紧,随后定量下料机开始定量下料,下料完成之后,包装袋输送机构将装好料的包装袋接住,然后输送至真空打包机处进行真空打包,从而实现水泥膏的自动化装袋和真空包装。
4、作为本发明的进一步设置,所述包装袋夹紧机构包括与定量下料机构固定连接的固定架,所述固定架位于定量下料机的出料口对称设置有夹紧杆,所述夹紧杆的自由端有夹紧箍,所述夹紧箍为与定量下料机的出料口相匹配的圆弧形,所述支撑架上设置有驱动组件一,所述驱动组件一驱动夹紧杆摆动。
5、作为本发明的进一步设置,所述驱动组件一包括设置在固定架上的两组夹紧气缸,两组所述夹紧气缸的工作端铰接有连杆,所述连杆的另一端分别与两组夹紧杆铰接。
6、通过采用上述技术方案,具体来说,包装袋上料机构将包装袋送入定量打包机的下料口之后,夹紧气缸伸长,推动连杆,连杆推动夹紧杆摆动,夹紧杆带动夹紧箍将包装袋夹紧在定量下料机的出料口,随后定量下料机即可下料。
7、作为本发明的进一步设置,所述放置架包括固定设置的框体,所述框体内部水平上下滑动设置有放置放置板,所述放置板上层叠放置有包装袋,所述框体外侧设置驱动组件二,所述驱动组件二驱动放置板上下移动。
8、作为本发明的进一步设置,所述驱动组件二包括竖直设置的丝杠一,所述丝杠一传动连接有电机一,所述丝杠一与框体转动连接,所述框体位于丝杠一的侧边设置有导向杆,所述框体的侧边设置有竖直的行程槽,所述放置板的端部从行程槽延伸处框体,所述放置板的端部与丝杠一的丝杠螺母固定连接,与导向杆滑动连接。
9、通过采用上述技术方案,将包装袋层叠放置在框体内部的放置板上,包装袋不断被包装袋上料机构取走后,为了方便包装袋上料机构继续取料,每取走一部分包装袋之后,电机一驱动丝杠一转动,丝杠一带动放置板向上移动,从而使层叠放置的包装袋向上移动,从而使层叠放置的包装袋的最上方一直处于高出,方便包装袋上料机构拿取包装袋。
10、作为本发明的进一步设置,所述包装袋上料机构包括与机架转动连接的支撑杆一,所述支撑杆一的端部设置有安装板一,所述安装板一上设置有气动吸盘,所述支撑杆一连接有驱动组件三,所述驱动组件三驱动支撑杆一在放置架和定量下料机之间摆动,所述安装板一连接有驱动组件四和驱动组件五,所述驱动组件四驱动安装板一沿支撑杆一的轴线方向滑动,当支撑杆一水平时,所述驱动组件五驱动安装板一上下滑动,所述定量下料机位于支撑杆一相对的一侧设置有支撑杆二,所述支撑杆二与机架固定连接,所述支撑杆二为伸缩杆,所述伸缩杆的端部设置有安装板二,所述支撑杆二上设置有驱动组件六,所述驱动组件五驱动安装板二沿支撑杆二的轴线方向移动,所述安装板二连接有驱动组件七,所述驱动组件轮流驱动安装板二竖直上下滑动,所述安装板二相对安装板一的一侧设置有气动吸盘。
11、作为本发明的进一步设置,所述驱动组件三包括与支撑杆一的转动轴同轴设置的齿轮一,所述齿轮一啮合有齿轮二,所述齿轮二与机架转动连接,所述齿轮二传动连接有电机二;所述驱动组件四包括与支撑杆一固定连接有推动气缸一,所述推动气缸一的工作端与支撑杆一的轴线平行,所述驱动组件五包括与推动气缸一的工作端固定连接的滑台气缸一,所述安装板一与滑台气缸一的工作端固定连接;所述支撑杆二包括滑杆一和滑杆二,所述滑杆一与机架固定连接,所述滑杆一上固定连接有伸缩气缸,所述伸缩气缸的工作端与滑杆一的轴线平行,所述滑杆二与滑杆一滑动连接,所述伸缩气缸的工作端与滑杆二固定连接,所述驱动组件六包括与滑杆二固定连接的推动气缸二,所述推动气缸二的工作端与滑杆二的轴线平行,所述驱动组件七包括与推动气缸二的工作端固定连接的滑台气缸二,所述安装板二与滑台气缸二的工作端固定连接。
12、通过采用上述技术方案,向定量下料机的出料口输送包装袋时,首先电机二驱动齿轮二转动,齿轮二带动齿轮一转动,齿轮一带动支撑杆一摆动,当支撑杆一摆动至竖直状态时,推动气缸一伸长带动安装板一向下移动,从而使安装板一上的气动吸盘靠近包装袋并将包装袋吸住,随后电机二驱动支撑杆一反向摆动,使支撑杆一水平朝向定量下料机的出料口处,此时包装袋被气动吸盘吸住处于竖直状态,进一步的,伸缩气缸驱动滑杆二滑动,使得支撑杆二伸长,从而使安装板二靠近定量下料机的出料口,并和安装板一处于对称状态,随后推动气缸一和推动气缸二同时伸长,使得安装板一带动气动吸盘和包装袋与安装板二带动气动吸盘相互靠近,当安装板二上的气动吸盘和包装袋相接处时,安装板二上的气动吸盘将包装袋的另一侧吸住,随后推动气缸一和推动气缸二收缩,两个气动吸盘相互远离,从而将包装袋的袋口打开,随后滑台气缸一和滑台气缸二同时推动,使得安装板一和安装板二带动包装袋向上移动,从而使包装袋将定量下料机的下料口套住,随后再通过包装袋夹紧机构将包装袋的袋口夹紧,然后气动吸盘取消吸附,滑台气缸一和滑台气缸二收缩,随后再电机二带动支撑杆一摆动至竖直装袋,重新吸附包装袋,伸缩气缸带动滑杆二收缩,使得安装板二收缩退回,避免干扰到其他机构,同时等待下一次包装袋上料。
13、作为本发明的进一步设置,所述包装袋输送机构包括设置在定量下料机下方的支撑板,所述支撑板上方设置有升降板,所述升降板与支撑板之间连接有升降组件,所述升降组件驱动升降板向下移动,所述升降板两侧设置有夹持板,所述夹持板与升降板滑动连接,所述夹持板连接有驱动组件八,所述驱动组件八驱动两组夹持板相互靠近或者相互远离,所述升降板上设置有支架,所述支架位于两个夹持板的上方均设置有封口板,所述封口板与支撑板之间设置有连动组件,当升降板升高时,两个封口板相互远离,当升降板下降时,两个封口板相互靠近且相对的侧面相抵,所述支撑板底部连接有动力导轨,所述动力导轨驱动支撑板在定量下料机和真空打包机之间往复运动。
14、作为本发明的进一步设置,所述升降组件包括升降气缸,所述升降气缸竖直设置,所述升降气缸的缸体与支撑板固定连接,所述升降气缸的工作端与升降板固定连接;所述驱动组件八包括两组与升降板固定连接的压紧气缸,两组所述压紧气缸的工作端相对设置,两组所述压紧气缸的工作端分别与两个夹持板固定连接;所述连动组件包括连接于封口板和支撑板之间的连接绳,所述支架上设置有滚轮,所述连接绳绕接在滚轮上,使连接绳与封口板连接的一端水平,与支撑板连接的一端竖直,所述封口板与支架之间水平设置有弹簧,所述弹簧的两端分别与支架和封口板固定连接。
15、通过采用上述技术方案,当包装袋装好水泥膏之后,动力导轨驱动支撑板以及其上的机构运动至包装袋的正下方,随后升降气缸推动升降板上升并将包装袋托住,同时压紧气缸推动夹持板相互靠近,使得讲个夹持板将包装袋的两侧夹持,夹持板夹持的过程时,一是为了固定包装带,同时还能够将包装袋侧边压平,避免包装袋中部鼓起,使得水泥膏在包装袋内部分布相对均匀,在升降板上升的同时,连接绳会拉动封口板,使得两个封口板相互远离,从而使得包装袋能够进入两个夹持板之间被夹住,当包装袋被夹住之后,包装袋夹紧机构松开,随后升降气缸收缩,升降板带动包装袋一起下降,包装袋脱离定量下料机的下料口,与此同时,连接绳松弛,在弹簧的作用下,使得封口板相互靠近,两个封口板相抵将包装袋的袋口夹住,避免异物进入,同时也方便后续真空包装,随后动力导轨带动支撑板以及其上的包装袋移动至真空包装机处,真空包装机对包装袋进行真空包装。
16、本发明的有益效果是:
17、1、定量下料机用于定量下料一定的水泥膏,包装袋上料机构用于将包装袋输送至定量下料机的出料口,并将包装袋打开,包装袋夹紧机构将打开的包装袋夹紧,随后定量下料机开始定量下料,下料完成之后,包装袋输送机构将装好料的包装袋接住,然后输送至真空打包机处进行真空打包,通过上述各个机构的配合,从而实现水泥膏的自动化装袋和真空包装。
18、2、将包装袋层叠放置在框体内部的放置板上,包装袋不断被包装袋上料机构取走后,为了方便包装袋上料机构继续取料,每取走一部分包装袋之后,电机一驱动丝杠一转动,丝杠一带动放置板向上移动,从而使层叠放置的包装袋向上移动,从而使层叠放置的包装袋的最上方一直处于高出,方便包装袋上料机构拿取包装袋。
19、3、向定量下料机的出料口输送包装袋时,首先电机二驱动齿轮二转动,齿轮二带动齿轮一转动,齿轮一带动支撑杆一摆动,当支撑杆一摆动至竖直状态时,推动气缸一伸长带动安装板一向下移动,从而使安装板一上的气动吸盘靠近包装袋并将包装袋吸住,随后电机二驱动支撑杆一反向摆动,使支撑杆一水平朝向定量下料机的出料口处,此时包装袋被气动吸盘吸住处于竖直状态,进一步的,伸缩气缸驱动滑杆二滑动,使得支撑杆二伸长,从而使安装板二靠近定量下料机的出料口,并和安装板一处于对称状态,随后推动气缸一和推动气缸二同时伸长,使得安装板一带动气动吸盘和包装袋与安装板二带动气动吸盘相互靠近,当安装板二上的气动吸盘和包装袋相接处时,安装板二上的气动吸盘将包装袋的另一侧吸住,随后推动气缸一和推动气缸二收缩,两个气动吸盘相互远离,从而将包装袋的袋口打开,随后滑台气缸一和滑台气缸二同时推动,使得安装板一和安装板二带动包装袋向上移动,从而使包装袋将定量下料机的下料口套住,随后再通过包装袋夹紧机构将包装袋的袋口夹紧,然后气动吸盘取消吸附,滑台气缸一和滑台气缸二收缩,随后再电机二带动支撑杆一摆动至竖直装袋,重新吸附包装袋,伸缩气缸带动滑杆二收缩,使得安装板二收缩退回,避免干扰到其他机构,同时等待下一次包装袋上料,从而实现包装袋的自动输送效果。
20、4、当包装袋装好水泥膏之后,动力导轨驱动支撑板以及其上的机构运动至包装袋的正下方,随后升降气缸推动升降板上升并将包装袋托住,同时压紧气缸推动夹持板相互靠近,使得讲个夹持板将包装袋的两侧夹持,夹持板夹持的过程时,一是为了固定包装带,同时还能够将包装袋侧边压平,避免包装袋中部鼓起,使得水泥膏在包装袋内部分布相对均匀,在升降板上升的同时,连接绳会拉动封口板,使得两个封口板相互远离,从而使得包装袋能够进入两个夹持板之间被夹住,当包装袋被夹住之后,包装袋夹紧机构松开,随后升降气缸收缩,升降板带动包装袋一起下降,包装袋脱离定量下料机的下料口,与此同时,连接绳松弛,在弹簧的作用下,使得封口板相互靠近,两个封口板相抵将包装袋的袋口夹住,避免异物进入,同时也方便后续真空包装,随后动力导轨带动支撑板以及其上的包装袋移动至真空包装机处,真空包装机对包装袋进行真空包装。
- 还没有人留言评论。精彩留言会获得点赞!