一种收卷优化方法、装置、电子设备及存储介质与流程
本技术涉及收卷控制,具体而言,涉及一种收卷优化方法、装置、电子设备及存储介质。
背景技术:
1、在扁线材收卷过程中,扁线材在收卷滚筒上排线一层,收卷滚筒的转动圈数往往不是整数,这就会导致在往复排线过程中,扁线材的排线位置很容易出现错乱,并且端面的排线不整齐,很容易出现同一层扁线材带间有重叠等问题。
2、并且,扁线材的种类有多种,多种扁线材的宽度尺寸各不相同,这就导致了每种扁线材在收卷过程中,其在收卷滚筒的末端位置各不相同,导致收卷不一致,缺少统一性。
3、要使扁线材在收卷滚筒的两端贴合,收卷筒长度和扁线材尺寸+排线距离需要满足一定的数学关系,如果扁线材尺寸发生变化,系统要能够根据内部设定好的扁线材宽度和排线间距自动进行优化。
4、但是实际生产中,每种扁线材的宽度和排线间距之和根据工艺要求已经确定固定,而扁线材宽度和排线间距之和与收卷筒长度不一定满足以上要求,为了使扁线材均匀致密排布,需要对排线行程进行优化。
技术实现思路
1、本技术的目的在于提供一种收卷优化方法、装置、电子设备及存储介质,用于解决上述现有技术中存在的至少一个问题。
2、第一方面,本技术提供了一种收卷优化方法,技术方案如下:
3、包括:
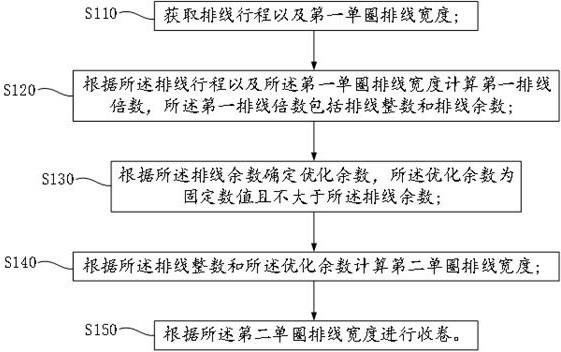
4、获取排线行程以及第一单圈排线宽度;
5、根据所述排线行程以及所述第一单圈排线宽度计算第一排线倍数,所述第一排线倍数包括排线整数和排线余数;
6、根据所述排线余数确定优化余数,所述优化余数为固定数值且不大于所述排线余数;
7、根据所述排线整数和所述优化余数计算第二单圈排线宽度;
8、根据所述第二单圈排线宽度进行收卷。
9、通过排线行程以及第一单圈排线宽度计算得到第一排线倍数,第一排线倍数是默认情况下收卷滚筒转动一圈扁线材在收卷滚筒轴向方向的收卷圈数,其包括了扁线材自身的宽度以及根据工艺确定的扁线材与扁线材之间的最小间距,第一排线倍数是指在排线行程内,可以收卷排线的圈数,第一排线倍数通常包括了整数部分以及小数部分,即,排线整数和排线余数,排线整数是指收卷滚筒转动了整数圈,排线余数是指收卷滚筒在转动了整数圈以后还需要转动的未满一圈的部分,在得到排线余数以后,根据排线余数确定出优化余数,优化余数为固定数值且不大于排线余数,这样可将固定数值的优化余数与排线余数之间的差值分配至每一圈排线间隙中,并且使用固定数值的优化余数可以使扁线材在排线的末端位置变得可控,并且,通过采用特定的优化余数,可以使扁线材在往复的排线换向中,仍然保持收卷位置的稳定性,从而具有排线均匀致密的有益效果。
10、进一步地,在本技术中,所述根据所述排线余数确定优化余数的步骤包括:
11、根据所述排线余数所属的范围确定预先设定的所述优化余数,所述优化余数为能够乘以360以后得到整数的数值。
12、优化余数乘以360以后得到的整数为收卷滚筒对应的转动角度,将优化余数设置为乘以360以后得到整数的数值这样可以更好地控制收卷滚筒的转动。
13、进一步地,在本技术中,所述根据所述排线余数所属的范围确定预先设定的所述优化余数的步骤包括:
14、所述优化余数至少包括-0.25、0.25以及0.75;
15、所述排线余数小于0.25时,确定所述优化余数为-0.25;
16、所述排线余数大于或等于0.25同时小于0.75时,确定所述优化余数为0.25;
17、所述排线余数大于或等于0.75时,确定所述优化余数为0.75。
18、通过上述方案,将优化余数至少设置为-0.25、0.25以及0.75这三个固定数值,其中,-0.25表示收卷滚筒少转动90度,0.25表示收卷滚筒在转动整数圈以后再转动90度,0.75表示收卷滚筒在转动整数圈以后再转动270度,可以使得收卷更加均匀致密。
19、进一步地,在本技术中,所述根据所述排线整数和所述优化余数计算第二单圈排线宽度的公式为:
20、;
21、+;
22、其中,为排带宽度;为计算间隙;为所述第二单圈排线宽度;为所述排线行程;为第二排线倍数,是所述第一排线倍数优化后的值;为所述排线整数;为所述优化余数。
23、进一步地,在本技术中,所述根据所述第二单圈排线宽度进行收卷的步骤包括:
24、判断所述第二单圈排线宽度是否大于最大单圈排线宽度;
25、当所述第二单圈排线宽度大于所述最大单圈排线宽度时,根据所述最大单圈排线宽度进行收卷;
26、当所述第二单圈排线宽度不大于所述最大单圈排线宽度时,根据所述第二单圈排线宽度进行收卷。
27、进一步地,在本技术中,所述获取排线行程以及第一单圈排线宽度的计算公式分别为:
28、;
29、;
30、其中,为所述排线行程;为纸芯宽度;为排带宽度;为第一单圈排线宽度;为排带最小间距。
31、进一步地,在本技术中,所述根据所述排线行程以及所述第一单圈排线宽度计算第一排线倍数的计算公式为:
32、;
33、;
34、其中,为所述第一排线倍数;为所述排线行程;为排带宽度;为排带最小间距;为所述排线整数;为所述排线余数。
35、进一步地,本技术还提供一种收卷优化装置,包括:
36、获取模块,用于获取排线行程以及第一单圈排线宽度;
37、第一计算模块,用于根据所述排线行程以及所述第一单圈排线宽度计算第一排线倍数,所述第一排线倍数包括排线整数和排线余数;
38、第二计算模块,用于根据所述排线余数确定优化余数,所述优化余数不大于所述排线余数;
39、第三计算模块,用于根据所述排线整数和所述优化余数计算第二单圈排线宽度;
40、控制模块,用于根据所述第二单圈排线宽度进行收卷。
41、进一步地,本技术还提供一种电子设备,包括处理器以及存储器,所述存储器存储有计算机可读取指令,当所述计算机可读取指令由所述处理器执行时,运行上述方法中的步骤。
42、进一步地,本技术还提供一种存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时,运行上述方法中的步骤。
43、由上可知,本技术提供的一种收卷优化方法、装置、电子设备及存储介质,通过排线行程以及第一单圈排线宽度计算得到第一排线倍数,第一排线倍数是默认情况下收卷滚筒转动一圈扁线材在收卷滚筒轴向方向的收卷圈数,其包括了扁线材自身的宽度以及根据工艺确定的扁线材与扁线材之间的最小间距,第一排线倍数是指在排线行程内,可以收卷排线的圈数,第一排线倍数通常包括了整数部分以及小数部分,即,排线整数和排线余数,排线整数是指收卷滚筒转动了整数圈,排线余数是指收卷滚筒在转动了整数圈以后还需要转动的未满一圈的部分,在得到排线余数以后,根据排线余数确定出优化余数,优化余数为固定数值且不大于排线余数,这样可将固定数值的优化余数与排线余数之间的差值分配至每一圈排线间隙中,并且使用固定数值的优化余数可以使扁线材在排线的末端位置变得可控,并且,通过采用特定的优化余数,可以使扁线材在往复的排线换向中,仍然保持收卷位置的稳定性,从而具有排线均匀致密的有益效果。
- 还没有人留言评论。精彩留言会获得点赞!