一种建筑行业线盒自动封装及智能存取流水线的制作方法
本发明属于自动化流水线,具体涉及一种建筑行业线盒自动封装及智能存取流水线。
背景技术:
1、现有技术中,线盒的热塑封装及线盒的仓储管理是两套完全不同的工序,虽然智能化仓储技术得到了很快的发展,但尚缺乏将线盒的热塑封装与智能化存储紧密结合的流水线技术。通常,线盒的热塑封装及仓储工作需要大量工人参与,现有的设备自动化程度低,设备与设备之间难以形成智能化流水线,在线盒的存储过程中,通常是利用自建或租赁的库房、场地,通过人工储存、保管、装卸搬运、配送货物,不但耗费极大的人工成本,而且效率低,容易出错。
技术实现思路
1、为克服现有技术的不足,本发明公开了一种建筑行业线盒自动封装及智能存取流水线,该流水线将线盒的热塑封工序与仓储工序通过智能化技术结合为一整套流水线,通过该流水线,线盒可从热塑封程序直接进入智能化仓储工序,在整个流水线中,仅需要1名工人操作,可极大节省人工成本,提高生产效率和管理水平。
2、为实现上述目的,本发明的技术方案是:
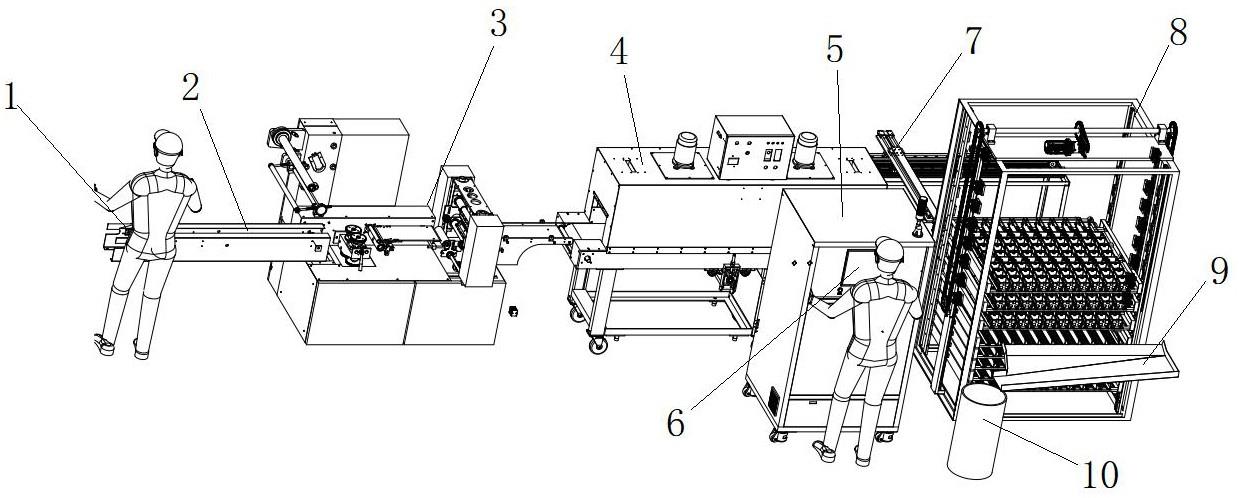
3、一种建筑行业线盒自动封装及智能存取流水线,包括控制系统及执行系统,所述的执行系统包括通过导线与控制系统电连接的plc控制器及流水线组件,所述的流水线组件依次包括上料口、线盒输送线、线盒热塑封线、线盒传送带、机械臂机构、线盒仓储机构、出料溜槽及取料容器,所述的上料口通过线盒输送线将线盒依次输送至线盒热塑封线,所述的线盒热塑封线将线盒热塑封后通过自身的导轨机构将线盒输送至线盒传送带,所述的机械臂机构设于线盒传送带的一侧,线盒仓储机构设于线盒传送带的另一侧,所述的机械臂机构负责线盒的入库和出库动作,所述的线盒仓储机构设有若干升降式线盒仓储区,所述的线盒仓储区远离线盒传送带的一端设有出料溜槽,所述的出料溜槽的末端与取料容器连接,所述的plc控制器配置为对线盒输送线、线盒热塑封线、线盒传送带、机械臂机构、线盒仓储机构进行控制,并将相关数据信息传输给控制系统,所述的控制系统包括工控计算机、触摸屏人机交互装置及软件模块。
4、优选的,所述的上料口位于线盒输送线的起始端,所述的线盒输送线包括线盒导轨及设于线盒导轨内侧的直线传送机构,所述的直线传送机构将线盒沿着线盒导轨输入到线盒热塑封线的输入口。
5、优选的,所述的线盒热塑封线的输出口与线盒传送带的起始端连接,并将热塑封好的线盒依次输送到线盒传送带上方,所述的线盒传送带通过第一伺服电机驱动。
6、优选的,所述的线盒仓储机构包括仓储架,所述的仓储架朝向线盒输送带的一端设有视觉传感器,所述的视觉传感器用以检测进入线盒输送带上的线盒图像信息,并将相关信息通过plc控制器传送给控制系统,所述的控制系统对线盒的种类和型号进行区别,并通过plc控制器控制第一伺服电机动作,将线盒输送至线盒仓储机构所对应的入库口的相对位置,所述的plc控制器依据控制系统的指令将机械臂机构的机械手移动至与线盒对应的位置,并通过推送的方式将线盒经由所述入库口进入线盒仓储区,所述的plc控制器依据自身的计数器计算机械手的推送动作并控制机械手的推送幅度,并在1个线盒仓储区储存满时,启动线盒仓储机构的升降装置,并将已经存满线盒的线盒仓储区移开,同时将未装入线盒或者未装满线盒的线盒仓储区移动至入库位置。
7、优选的,所述的入库位置朝向线盒输送带的一端设有与仓储架固定连接的托板,所述的托板上设有若干入库口,所述的线盒仓储区为通过升降装置在仓储架上升降的存储托盘,所述的存储托盘为方形,方形的存储托盘上表面与每个入库口相对设有单列存储空间,每个单列存储空间的两侧均设有与托盘上表面固定连接的隔板,单列存储空间的底部上表面设有防滑纹,所述的plc控制器通过控制机械手的伸缩幅度将每个线盒定位于单列存储空间的设定位置。
8、优选的,所述的升降装置包括固定设于仓储架顶端的第二伺服电机,所述的第二伺服电机的输出轴传动连接有转轴,所述的转轴两端通过轴承座与仓储架的顶端两侧转动连接,所述的转轴两端还设有主动齿轮,所述的主动齿轮通过链条传动连接有从动齿轮,所述的从动齿轮的固定轴可转动地贯穿仓储架侧壁的内表面,并固定连接有链轮,所述的链轮啮合连接有升降链条,所述的升降链条通过附板连接件与每个存储托盘的侧壁连接,所述的仓储架的两侧内壁设有2条沿纵向设置的滑轨,所述的存储托盘的两端分别与2条滑轨滑动连接,在滑轨上等间隔设有多个固定座,两侧相对的2条滑轨上的固定座一一相对,相对的固定座上分别设有对射型光电传感器的发射端和接收端,所述的plc控制器通过控制第二伺服电机并结合对射型光电传感器的信号控制存储托盘的升降位置。
9、优选的,所述的机械臂机构包括沿线盒输送带走向设置的驱动轨道,所述的驱动轨道的长度与线盒输送带的长度相配,并用以将机械手移动至任一入库口相对的位置,所述的机械手包括移动板以及设于移动板上的推送组件,所述的移动板的一端底部与驱动轨道连接,所述的驱动轨道通过第三伺服电机驱动,所述的推送组件为直线推送机构,所述的直线推送机构的端部构成机械手,并在plc控制器的控制下将机械手推送至设定幅度。
10、优选的,所述的驱动轨道包括支撑架、沿线盒输送带走向设于支撑架顶端的2条直线导轨,在2条直线导轨之间的两端分别设有主动轮和从动轮,在主动轮和从动轮之间传送连接有传动带,所述的主动轮通过第三伺服电机驱动,所述的移动板的下表面通过2个滑块分别与2条直线导轨滑动连接,所述的传动带与移动板下表面连接,在第三伺服电机的带动下,移动板沿2条直线导轨来回移动。
11、一种建筑行业线盒自动封装及智能存取流水线的使用方法,包括存储线盒的方法及取线盒的方法:
12、所述的存储线盒的方法包括如下步骤:
13、步骤1、工作人员在上料口将待热塑封的线盒依次摆放在线盒输送线上,线盒输送线依次将线盒输入线盒热塑封线;
14、步骤2、线盒热塑封线将热塑封好的线盒依次输送到线盒输送带的起始端,控制系统依据视觉传感器的图像信息辨别线盒的种类和型号,并通过plc控制器控制线盒输送带将线盒输送至对应的入库口位置;
15、步骤3、plc控制器控制机械臂机构的机械手伸长设定幅度,将线盒推入对应的存储托盘的设定位置,并对机械手的动作次数进行记录;
16、步骤4、重复步骤2、3,当存储托盘存满线盒时或者某一种类及型号的线盒对应的单列存储空间存满时,plc控制器控制升降装置动作,将此存储托盘挪开的同时将1个未存储线盒或未存满线盒且尚有对应的单列存储空间的存储托盘提升至入库位置;
17、步骤5、重复步骤2、3、4,完成各个存储托盘的线盒存储;在此过程中,plc控制器将线盒的存储信息发送给控制系统,控制系统对相关数据进行记录;
18、所述的取线盒的方法包括如下步骤:
19、步骤1、工作人员通过触摸屏人机交互装置输入所取线盒的种类和型号、取用的数量,并在取料容器处等候;
20、步骤2、控制系统通过plc控制器控制升降装置动作,将其中1个存储托盘上升至入库位置的高度;plc控制器控制机械手移动至需出库的线盒的单列存储空间的位置,通过推送的方式将线盒依次推送出单列存储空间,并经由出料溜槽落入取料容器,plc控制器通过控制机械手的伸长幅度控制线盒的输出量,当1个单列存储空间的线盒数不能满足取货量时,plc控制器控制机械手移动至新的单列存储空间的位置继续出货,当单个存储托盘的线盒数量不能满足取货量时,plc控制器通过升降装置移动新的装有所需线盒的存储托盘至入库位置,并控制机械手继续取货,直到取完所需数量的线盒,plc控制器将取货信息发送给控制系统,控制系统对相关数据进行记录。
21、本发明一种建筑行业线盒自动封装及智能存取流水线的有益效果为:
22、本发明公开了建筑行业线盒的自动封装及智能化存取流水线,通过本发明可极大节省人工,降低人工成本,在实际操作中,仅需要1名工人即可满足线盒的存或取的整套操作,在存的过程中,工人仅需要将线盒依次摆放在线盒输送线的上料口,流水线即可智能化的对线盒进行精准入库,在取的过程中,工人仅需通过触摸屏人机交互装置输入所取线盒的种类及型号、取用线盒的数量,流水线即可优先将所需数量的线盒输出至取料容器。控制系统综合plc控制器传输的存取信息,对线盒的存储量及位置实时掌握。基于此,本发明极大提高了线盒自动封装及存取的效率,将原有的线盒封装和存取流程合并为一套智能化流水线,可大幅度提高工作效率,提高管理水平,降低生产成本,值得进一步推广使用。
- 还没有人留言评论。精彩留言会获得点赞!