一种用于防盗门包装的包装机的制作方法
本发明包装机,尤其涉及一种用于防盗门包装的包装机。
背景技术:
1、防盗门的全称为“防盗安全门”,是一种配有防盗锁,在一定时间内可以抵抗一定条件下非正常开启,具有一定安全防护性能并符合相应防盗安全级别的门。
2、现市面的防盗门在出厂或销售前,均会在门上附有起包装作用的包装膜或包装层,现有的在对防盗门进行包装时,由于防盗门其体积较大,使得在包装阶段一般需要三五个人协同并借助辅助工具,采用完成对于包装膜的在防盗门的包覆,即在三五个人协同下将防盗门平放于辅助台上,其中在将防盗门平放于到辅助台之前,需预先在辅助台上铺设一层底膜,而防盗门平放于到辅助台之后,需在防盗门铺设上一层上顶膜,由此使得将防盗门置于两膜之间,当底膜与顶膜以及防盗门均放置到辅助台上之后,则需三五个人协同下并借助手持的电动封包机将底膜、顶膜在防盗门的外周进行缝合,缝合完成之后,还需美工刀或剪刀,通过人工的方式将缝合后的底膜、顶膜位置上多余废料裁剪,由此完成对于防盗门在出厂或销售前的包装。
3、但在实际工作中,发现通过上述方式实现的防盗门的包装,普遍会出现浪费过多的人力,造成人工成本过高,同时其效率低下,也不便于批量进行,此外,通过上述方式包装防盗门时,其所需的工作区域的面积普遍偏大。
技术实现思路
1、鉴于上述不足,本发明提供了一种可实现防盗门效率包装,且无需多人协同完成,可满足批量进行的包装机。
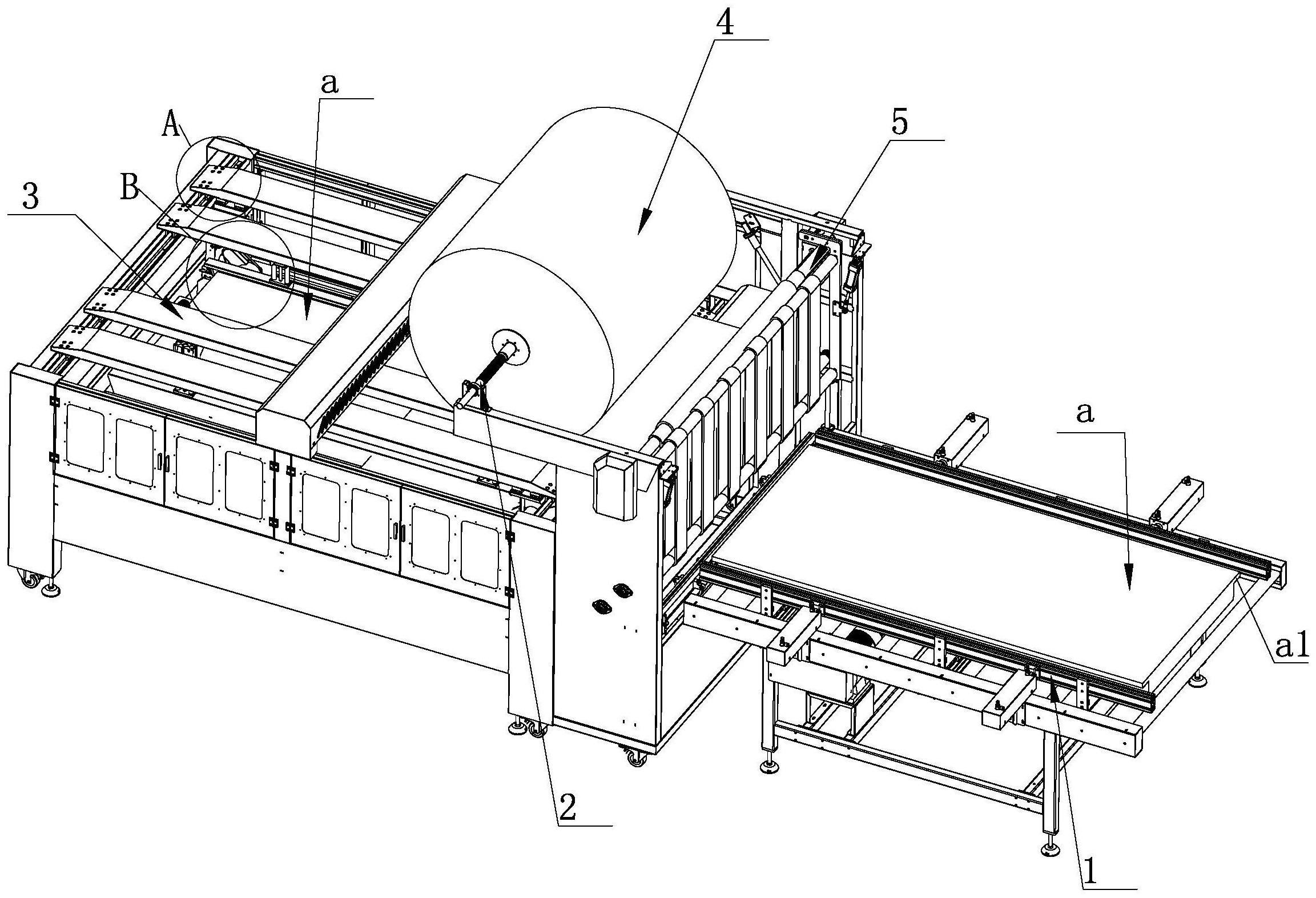
2、为了实现以上目的,本发明采用了一种用于防盗门包装的包装机包括控制中枢、包装区、待包装物进料区、架膜区、出膜区、架设于架膜区的包装膜卷料;
3、所述的包装区包括包装区定距机构、包装区输送线、夹膜机构、用于外界待包装产品夹紧并执行外界待包装产品于包装区内作拖动动作的夹紧机构、用于执行附于外界待包装产品上的包装膜余边去除以及缝合的切缝机构,待包装物进料区与包装区相通,该架膜区的包装膜卷料上引出的膜,通过所述的出膜区进入到包装区内,并通过所述的夹膜机构执行夹持并拉动,构成包装阶段引入包装区的膜于包装区内的夹持限位,且通过夹膜机构夹持并拉动的膜横贯于待包装物进料区与包装区输送线之间;
4、控制中枢,用于驱动待包装物进料区、夹膜机构、包装区输送线、夹紧机构以及切缝机构的自动化动作,并执行待包装物进料区上的外界待包装产品的宽度定距后,且驱动包装区输送线、夹紧机构以及切缝机构于包装区的自动化定距;
5、通过所述的包装区定距机构,构成包装区输送线、夹紧机构以及切缝机构于包装区内自动化定距阶段的位移。
6、本发明有益效果在于:通过将用于防盗门包装的包装机涉及控制中枢、包装区、待包装物进料区、架膜区、出膜区、架设于架膜区的包装膜卷料,其中在包装机进行包装工作前,先通过人工的方式将包装膜卷料的架设在架膜区,待包装膜卷料架设后,并将包装膜卷料的包装膜引入到出膜区的位置,使得包装膜卷料的包装膜进入到包装区内,而当包装机在进行包装阶段时,待包装的防盗门通过人工的方式放置到待包装物进料区的位置,同时控制中枢控制待包装物进料区的机构对于放置在待包装物进料区的防盗门进行宽度方向的定距,待定距后,同时控制中枢将该次进行包装的防盗门其宽度的数据传导包装区内,使得包装区内的包装区输送线、夹紧机构以及切缝机构随同待包装物进料区的定距的数据进行自动化位移,其中夹紧机构同步的位移到靠近待包装物进料区的一侧,在待包装物进料区的防盗门进入到包装区之前,通过夹膜机构动作,实现对于进入到包装区内的包装膜卷料的包装膜进行夹持,并进行拖拽,此时包装膜卷料滚动,使得包装膜卷料引出的膜可实现可靠的出膜,而该通过夹膜机构拖拽的膜挡于待包装物进料区与包装区的之间位置,当待包装物进料区上的防盗门进入到包装区时,防盗门先与包装膜卷料的包装膜进行接触,当在待包装物进料区的驱动下防盗门持续向包装区内行进时,通过包装膜卷料在架膜区不断滚动,使得包装膜包覆于防盗门的一端,且防盗门进入到包装区输送线的位置,而在防盗门进入到包装区的一定程度时,夹紧机构动作,对防盗门进行夹持,并执行拖拽动作,使得防盗门在夹紧机构与包装区输送线协同作用下,完全进入到包装区内,而起始已包覆在防盗门的一端的包装膜,当防盗门完全已进入到包装区后,此时的包装膜则可对防盗门进行完全包覆,防盗门完全进入到包装区后,夹紧机构对防盗门的夹持解除,并复位,同步的切缝机构动作,实现将包覆在防盗门上的包装膜多余边料进行切除,并进行执行缝合动作,待多余边料切除及缝合动作完全后,包装区的包装区输送线动作,实现将已包装的防盗门送离至包装机,由此使得通过本发明涉及的包装机可实现对于防盗门的自动化包装,且其包装效率相比对传统的需三五个人协同下,并需借助手持的电动封包机实现对于包装膜在防盗门上进行的缝合,以及还需缝合后借助美工刀或剪刀进行的余边切除的方式,其效率大大提升,且使用本包装机对防盗门进行包装时,可实现一人完成防盗门的包装,或一人对于多台包装机进行的操作,由此使得包装效率的进一步提升,其人工成本也大大降低,且便于批量生产,同时采用此包装机进行的防盗门包装其所需的工作区域相比对传统的其所需工作区域的面积大大缩减。
7、本发明进一步设置为,包装区定距机构包括于包装区输送线、夹紧机构以及切缝机构上分别设置的定距滑轨槽、限位于包装区内且与定距滑轨槽适配的定距滑轨,通过定距滑轨槽与定距滑轨的配合,构成包装区输送线、夹紧机构以及切缝机构于包装区内的滑动定距。
8、通过上述设置,使得包装区在待包装物进料区对于防盗门的宽度方向定距后,再通过控制中枢对宽度方向的定距时,包装区内需要定距的包装区输送线、夹紧机构以及切缝机构可在包装区内进行可靠移动。
9、本发明进一步设置为,待包装物进料区包括进料输送线与进料区定距机构,所述的进料区定距机构设置于进料输送线上,通过所述的进料输送线,构成外界待包装产品于该包装机上的自动化进料,通过所述的进料区定距机构的活动,构成待包装物进料区上外界待包装产品的宽度定距。
10、通过上述设置,使得放置到待包装物进料区的防盗门可进行定距以及定距后,可实现可靠的将防盗门传送至包装区内,实现后续的包装动作,同时也确保包装机设计的可靠,以及包装机工作时的包装工作的全自动化进行。
11、本发明进一步设置为,夹膜机构包括升降机构、夹膜驱动机构以及夹膜执行机构,通过所述的升降机构,驱动夹膜驱动机构以及夹膜执行机构朝向出膜区的一侧临近或远离,并通过所述的夹膜驱动机构,构成驱动夹膜执行机构于包装膜卷料上引出的膜上作夹持或松开动作。
12、通过上述设置,由于放置在包装机上的防盗门优选的为平方的方式,并出于包装机其设计复杂度以及操作人员在对包装膜卷料上料时便捷操作的考虑,故优选的设计是将包装机采用上下式结构设计,即包装机的架膜区设置在包装机的最上方区域,出膜区设于架膜区的一侧,且出膜区与包装机内的夹膜机构正对,使得夹膜机构在进行夹膜动作时,可直接夹持,避免出现位置不对应,造成膜夹不到或还包装机还需涉及将夹膜机构进行平移的装置,且由于包装机存在一定高度,同时为避免出现夹膜后,包装膜无法挡在待包装物进料区与包装区之间,以及避免夹膜机构与防盗门进料时,产生干涉,故此本包装机设置了可升降的机构,同时夹膜机构在不使用时或夹膜后,其分布高度低于包装区台面或待包装物进料区台面,而在执行夹膜时所需的夹膜驱动机构以及夹膜执行机构进行升降动作,即通过升降机构驱动夹膜驱动机构以及夹膜执行机构朝向出膜区的一侧移动,在通过夹膜驱动机构驱动夹膜执行机构将包装膜夹持后,再通过升降机构的复位动作,实现将夹持包装膜挡在待包装物进料区与包装区之间,即实现防盗门进入到包装区后,包装膜可进行可靠的包覆在防盗门上,由此实现了夹膜工序的可靠进行,也确保了设计的可靠性。
13、本发明进一步设置为,夹紧机构包括夹持机构与拖拉移动机构,外界待包装产品通过所述的夹持机构构成夹持,并通过所述的拖拉移动机构驱动夹持机构于包装区内作进料移动动作或进料后复位动作。
14、通过上述设置,使得进入到包装区后的防盗门,可通过夹紧机构执行对于防盗门门板的夹持及拖拉,其中优选的是对于防盗门的边沿进行夹持。
15、本发明进一步设置为,切缝机构包括用于侧边余边切除及缝合的边侧切缝机构、以及用于多余包装膜切断及包装膜末端缝合的末端切缝机构,所述的包装区还包括临近待包装物进料区一侧且横贯于包装区内的末端缝切横向动力架、以及用于边侧切缝机构吊装的悬吊动力架,切缝机构的定距滑轨槽分布于悬吊动力架上。
16、通过上述将切缝机构涉及对于侧边余边切除及缝合的边侧切缝机构、以及用于多余包装膜切断及包装膜末端缝合的末端切缝机构,其中由于优选的在包装机执行包装的防盗门是平方式设置,即进入到包装区后的防盗门其包装膜,包覆于防盗门的一端以及防盗门的上下面,使得进入到包装区后该携带有包装膜的防盗门,其两边侧以及朝向待包装物进料区的一侧均为未缝合面,通过边侧切缝机构与末端切缝机构,可实现对于侧面以及朝向待包装物进料区的一面进行的两边侧余边切除以及包装膜卷料的膜与包覆于防盗门的包装膜之间进行切断,并进行相应缝合,同时通过将切缝机构采用限位在悬吊动力架的方式进行设计,可实现切缝机构的在包装机的可靠安装及限位。
17、本发明进一步设置为,包装区输送线包括两个可于所述的定距滑轨上作横向位移的输送台,所述的定距滑轨槽分布于输送台上,且该两个所述的输送台通过定距滑轨槽于定距滑轨上作位移动作,构成所述的包装区输送线可适配不同的规格外界待包装产品。
18、通过上述将包装区输送线涉及可在定距滑轨上作横向位移的两个输送台,当防盗门放置到待包装物进料区后,并进行宽度方向的定距后,同时控制中枢将待包装物进料上防盗门宽度方向的数据传入到包装区后,可通过两个输送台在包装区的定距滑轨上作横向位移,使得通过两个输送台的横向移动,可实现包装区输送线可支持不同宽度的防盗门的输送动作,即可满足不同规格的防盗门在包装机内进行包装工作,由此使得包装机的应用范围大大增大,避免出现由于包装机仅可适用于一种规格的防盗门进行包装时,若出现其他规格时,则需再行购置其他规格的包装机,进而造成防盗门的生产成本过高,同时影响库存压力。
19、本发明进一步设置为,输送台包括输送台安装架、限位于输送台安装架并执行外界待包装产品作进给动作的传送带,所述的定距滑轨槽分布于输送台的输送台安装架上。
20、通过上述设置,确保了包装区输送线可在包装区内进行定距位移时的可靠移动,且输送台在包装区可进行可靠设置,同时可支持防盗门在包装区执行可靠包装运输动作。
21、本发明进一步设置为,传送带于两个输送台的输送台安装架的两侧边之间限位,且两个输送台的输送台安装架呈并排式分布,且两个输送台安装架相邻侧的侧边的高度均低于传送带于输送台安装架上的限位高度。
22、通过上述设置,由于输送台的个数为两个,且两个输送台上相邻的两个输送台安装架的侧边,在输送防盗门的过程中该两个侧边是位于防盗门下方的,通过将该两侧的高度设计成低于传送带的安装高度,由此可实现避免在运输防盗门过程中,不会出现由于相邻的两个输送台安装架的侧边其高度的设置,造成影响防盗门输送的情况,由此进一步确保了设计的合理性。
23、本发明进一步设置为,包装区还包括压膜机构,所述的压膜机构包括压膜升降机构以及压膜执行机构,压膜升降机构与压膜执行机构相连,通过所述的压膜升降机构,驱动压膜执行机构朝向包装区输送线一侧的临近,构成包装膜卷料上引出的膜于外界待包装产品上包覆后于缝合及余边去除前的膜的压紧动作。
24、通过上述通过压膜机构的设置,由于包覆有包装膜的防盗门,在进入到包装区,包装膜与防盗门之间会有过多的空气,或包装膜与防盗门之间没有很好的贴合,使得若直接进行缝合工作时,则会出现包装膜在防盗门上出现鼓包,或缝合后包装膜套在防盗门上会出现过大的情况,由此确保了包装膜在防盗门的可靠包装。
25、本发明进一步设置为,压膜执行机构压合于外界待包装产品的边沿位置,所述的压膜升降机构限位于悬吊动力架上。
26、通过上述设置,由于防盗门优选的在包装机的放置为平方,且由于进入到包装区后的防盗门其下方为包装区输送线,当将压膜升降机构限位于悬吊动力架上时,并由于压膜升降机构与压膜执行机构,使得在进行压膜动作,压膜机构可在防盗门的上方区域,将包装膜压紧在防盗门上,进而实现了压膜机构在防盗门上执行可靠压膜动作,且由于包装膜缝合的位置是位于防盗门的侧边,而将压膜执行机构采用压合在防盗门边沿的设计,可使缝合过程可实现便捷的进行。
27、本发明进一步设置为,夹膜执行机构包括两个夹板,所述的夹膜驱动机构包括夹膜动力机构、连接于两个所述的夹板上的夹臂,所述的夹膜动力机构与夹臂相连,通过所述的夹膜动力机构,驱动夹臂带动连带两个夹板张合,并执行包装膜卷料上引出的膜的夹紧或松开动作。
28、通过上述设置,可实现夹膜机构可对包装膜卷料上引入至包装区的包装膜执行可靠的夹持动作。
29、本发明进一步设置为,拖拉移动机构包括拖拉导轨座、设置于拖拉导轨座上的拖拉导轨、设于拖拉导轨上并与导轨滑动连接的移动座、驱动移动座于拖拉导轨作移动动作的移动动力机构、执行夹紧机构移动动作的轮齿机构,夹紧机构的定距滑轨槽分布于拖拉导轨座相对于设置有拖拉导轨的另一侧上,且夹紧机构的定距滑轨槽远离所述的悬吊动力架;
30、所述的夹持机构包括门板夹持机构、驱动门板夹持机构执行开合动作的门板夹持动力机构、以及设置于移动座上的安装架,门板夹持机构与门板夹持动力机构相连,门板夹持动力机构限位于安装架上。
31、通过上述设置,使得防盗门门板在夹紧机构的位置,可实现可靠夹持,且通过拖拉移动机构的结构设置,使得拖拉移动机构在执行防盗门夹紧后,可将防盗门整体可靠的拖拉进包装区内,且拖拉过程可实现可靠传动及导向,并由于侧边切缝机构所进行的余边去除及缝合动作、以及用于防盗门夹紧与拖拉动作的夹紧机构均是防盗门的边侧执行,而通过将侧边切缝机构限位在悬吊动力架的设置、以及将夹紧机构的定距滑轨槽设置在远离悬吊动力架的位置,即侧边切缝机构是在悬吊动力架的位置进行的滑动动作,而夹紧机构是在远离悬吊动力架的一侧进行移动,使得夹紧机构与侧边切缝机构在进行定距位移或夹紧拖拉及缝切动作时,不会出现相互干涉的情况,由此确保防盗门包装的可靠进行。
32、本发明进一步设置为,边侧切缝机构包括悬吊滑动导轨槽、边侧缝切悬吊架、以及于边侧缝切悬吊架上限位的纵向缝合机构与纵向切断机构,所述的悬吊滑动导轨槽设于边侧缝切悬吊架上,且所述的悬吊滑动导轨槽与悬吊动力架滑动连接,构成所述的边侧切缝机构于包装区作侧边余边切除及缝合的滑动动作或作复位回退动作;
33、所述的末端切缝机构均包括末端滑动导轨槽、末端缝切悬吊架、以及于末端缝切悬吊架上限位的横向缝合机构与横向切断机构,所述的末端滑动导轨槽设置于末端缝切横向动力架上,且构成所述的边侧切缝机构于包装区上临近待包装物进料区的位置作多余包装膜切断及包装膜末端缝合或作复位回退动作。
34、通过上述设置,可使切缝机构中的边侧切缝机构或末端切缝机构,可在包装区的位置进行可靠限位,以及侧边余边切除及缝合的滑动动作或作复位回退动作,与多余包装膜切断及包装膜末端缝合或作复位回退动作的可靠进行,由此可进一步确保进入到包装区的防盗门其包覆在防盗门的包装膜可进行可靠的缝合及多余边料的去除。
35、本发明进一步设置为,进料区定距机构包括进料区动力机构、进料区驱动机构以及进料区定距执行机构,所述的进料区动力机构与进料区驱动机构相连,进料区驱动机构与进料区定距执行机构相连。
36、通过上述设置,可使用在待包装物进料区的进料区定距机构,可进行可靠的定距时的驱动,由此确保了待包装物进料区在进行防盗门宽度方向上的定距时,可实现可靠执行。
37、本发明进一步设置为,待包装物进料区还包括进料区辅助机构,所述的进料区辅助机构限位于进料输送线,并与进料输送线之间形成滑动连接,且所述的进料区辅助机构并与进料区定距执行机构连接,通过所述的进料区辅助机构,构成待包装物进料区的辅助定距。
38、通过上述设置,由于驱动进料区定距执行机构动作进料区动力机构,是通过进料区驱动机构实现的带动,而通过进料区辅助机构,可用于定距时的辅助驱动,由此使得定距工作时的驱动更便捷。
- 还没有人留言评论。精彩留言会获得点赞!