一种扁线电机用线圈自动送补料装置及方法与流程
本发明涉及扁线电机用线圈生产加工,具体涉及一种扁线电机用线圈自动送补料装置及方法。
背景技术:
1、扁线电机定子绕组所用的导线形态是几根粗的矩形导线,俗称扁线,先把绕组做成类似发卡一样的形状,穿进定子槽内,再在另外一端把发卡的端部焊接起来。而圆线电机定子绕组则用的是多根细的圆线。相同体积下,因为扁线占用空间小,所以在电机整个空间不变的情况下,槽内可填充的线更多,即电机的槽满率会提升,从而电机功率密度也会提升。一般圆线电机槽满率在40%左右,而扁线电机的槽满率你可以达到60%。
2、目前,在扁线电机生产线上,往往存在着不同种类的线圈,而对于不同种类的线圈,其输送至打线机的过程,仍然是采用人工的形式,这样会导致生产效率低下,增加人力成本。
技术实现思路
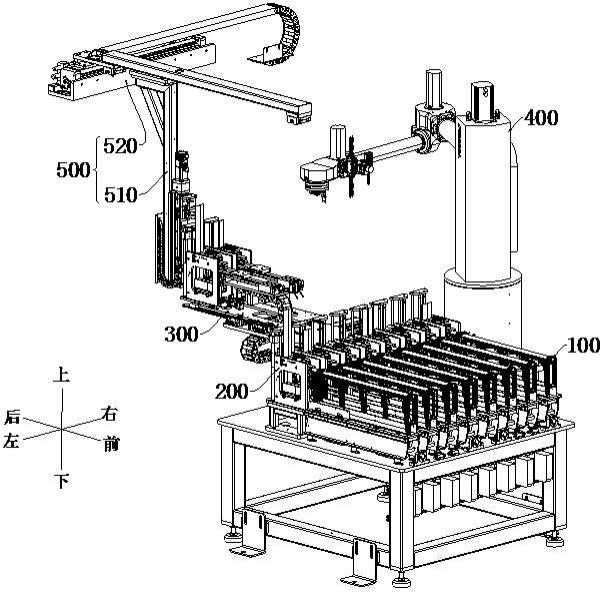
1、为了解决上述技术存在的缺陷,本发明的第一目的在于提供一种扁线电机用线圈自动送补料装置,所述自动送补料装置包括至少两个补料仓组件和对应设置的直线振动器,每个所述直线振动器上悬挂一种类型的3d发卡线圈;
2、每个所述补料仓组件对应连接在每个所述直线振动器的末端,以对应承接所述直线振动器振动传送过来的3d发卡线圈;
3、还包括打线移载组件、送料仓组件和机器人,所述送料仓组件为所述补料仓组件中的任意两个,两个所述送料仓组件安装在打线工位且位于所述打线移载组件的一侧,所述机器人适于移载所述补料仓组件中的任意两个作为所述送料仓组件到所述打线工位,其中一个所述送料仓组件适于被所述打线移载组件固定位置后进行送料打线作业的同时,另一个所述送料仓组件适于在所述机器人的搬运作用下进行无缝补料。
4、可选地,所述直线振动器包括底座和连接在所述底座上表面的直线振动组件,其中:
5、所述直线振动组件包括连接在所述底座上的振动底座、安装在所述振动底座上表面的振动底板、沿所述振动底座长度方向设置的导向结构、设在所述导向结构末端的拨齿机构和第一传感器、与所述振动底座电性连接的振动控制器及辅助导向架,所述辅助导向架安装在所述导向结构的末端两侧,所述3d发卡线圈适于在所述振动底座的振动作用下悬置在所述导向结构上并自动向前移动;
6、当所述直线振动组件对应承接的补料仓组件满料时,所述第一传感器接收信号并驱动所述拨齿机构动作,以拦截所述导向结构上的3d发卡线圈继续滑移。
7、可选地,所述导向结构包括连接在所述振动底板上且沿所述振动底座长度方向布置的第一支撑架和侧导向架,所述侧导向架位于所述第一支撑架的两侧;
8、所述第一支撑架包括若干沿所述振动底座长度方向排列布置的竖直支撑梁、连接在所述竖直支撑梁顶部的水平梁和连接在所述水平梁上表面的水平导向柱,且所述水平导向柱适于支撑在所述3d发卡线圈的三角内顶侧。
9、可选地,所述侧导向架包括分别平行设在所述竖直支撑梁两侧的第一竖直内导向板和第二竖直内导向板以及分别平行设在所述竖直支撑梁两侧的第一竖直外导向板和第二竖直外导向板,且所述第一竖直外导向板与所述第二竖直外导向板分别对应设在所述第一竖直内导向板与所述第二竖直内导向板的外侧,以使所述第一竖直外导向板与所述第一竖直内导向板之间和所述第二竖直外导向板与所述第二竖直内导向板之间分别形成允许所述3d发卡线圈的竖直段滑移前行的间隙通道。
10、可选地,所述补料仓组件包括连接在所述底座上的支撑座、安装在所述支撑座上的料仓座、连接在所述料仓座两侧的导向防护板和设在所述料仓座内的料仓架;
11、所述料仓架包括沿所述料仓座长度方向竖直并行设置的第一支撑杆与第二支撑杆、连接在所述第一支撑杆与所述第二支撑杆上的导向杆和顶导向杆,所述导向杆适于承接所述水平导向柱上滑移过来的所述3d发卡线圈,所述顶导向杆水平设在所述料仓座内且位于所述导向杆的上方,并适于在所述3d发卡线圈跨在所述导向杆上时,所述顶导向杆的高度高于所述水平导向柱的竖直高度且位于所述3d发卡线圈的三角段的腰边上方,以进一步限制所述3d发卡线圈发生翻落。
12、可选地,所述导向杆包括上导向杆、下导向杆和x形架,所述上导向杆与所述下导向杆远离所述水平导向柱的一端均连接在所述补料仓组件上,另一端均呈水平自由状态与所述水平导向柱相互平行交错,且所述上导向杆低于所述水平导向柱的高度。
13、可选地,所述补料仓组件还包括机器人快换盘,所述机器人快换盘水平连接在所述料仓座内顶部的托板和连接在所述托板上的卡盘,
14、所述机器人上设有卡座和位于所述卡座一侧的定位结构,当所述定位结构适于卡接到所述卡盘的定位块上时,所述卡座适于卡接到所述卡盘,以将所述补料仓组件连接到所述机器人上,并将所述补料仓组件搬运到所述打线工位作为所述送料仓组件。
15、可选地,所述3d发卡线圈具有八种不同尺寸大小的线型,所述补料仓组件设有八个,每个补料仓组件上分别悬置所述3d发卡线圈的一种线型。
16、可选地,还包括控制系统,所述控制系统分别适于控制所述直线振动器、所述打线移载组件和所述机器人动作,以完成对所述3d发卡线圈的自动化送补料作业。
17、本发明的第二目的在于提供一种扁线电机用线圈自动送补料方法,基于上述所述的扁线电机用线圈自动送补料装置,所述送补料方法包括步骤:
18、s100:在每个直线振动器的首部分别依次悬置不同类型的3d发卡线圈,在所述直线振动器的振动作用下,所述3d发卡线圈在所述直线振动器上依次滑移至补料仓组件内;
19、s200:当第一传感器检测到所述补料仓组件内的3d发卡线圈数量满额时,所述拨齿机构动作以拦截所述直线振动器上的3d发卡线圈继续滑移至所述补料仓组件内;
20、s300:机器人搬运任意两个所述补料仓组件到打线工位作为送料仓组件,所述送料仓组件中的其中一个被打线移载组件固定进行打线作业,所述送料仓组件中的另一个作为备用补料工位;
21、s400:当所述送料仓组件中的其中一个完成所有线圈打线作业后,所述打线移载组件卸载并固定所述送料仓组件中的另一个,并继续打线作业,所述机器人搬运所述送料仓组件中的其中一个返回至所述补料仓组件的原来工位,以继续承接装载所述3d发卡线圈。
22、本发明与现有技术相比,至少具有以下有益效果:
23、本发明中扁线电机用线圈自动送补料装置包括补料仓组件和一一对应设置的直线振动器,而每个直线振动器上悬挂一种类型的3d发卡线圈,每个补料仓组件对应连接在每个直线振动器的末端,以对应承接直线振动器振动传送过来的3d发卡线圈;送料仓组件为补料仓组件中的任意两个,当机器人移载补料仓组件中的任意两个作为送料仓组件到打线工位时,两个送料仓组件安装在打线工位且位于打线移载组件的一侧,其中一个送料仓组件适于被打线移载组件固定位置后进行送料打线作业的同时,另一个送料仓组件则适于在机器人的搬运作用下进行无缝补料。由此扁线电机用线圈自动送补料装置取代人工作用,机械结构紧凑稳定,故障率低,实现发卡线圈的自动补料送料,节省人力成本,提高生产效率。
- 还没有人留言评论。精彩留言会获得点赞!