一种卷材张力控制系统及控制方法与流程
本发明涉及卷材收放卷控制领域,尤其涉及一种卷材张力控制系统及控制方法。
背景技术:
1、在卷材收放卷过程中,卷材的卷径处于不断变化的状态:放卷过程时,卷径不断变小;收卷过程时,卷径不断变大。在加速和减速过程中,因卷材的惯量和加速度、减速度以及机械损耗的变化,造成了控制系统的数学模型的变化,造成了张力控制的不稳定。为了解决此问题,要求能对控制系统进行动态补偿,控制张力的波动。
2、目前,主要控制方式为通过计算机或plc计算出收放卷装置的张力,同时计算出收放卷的直径,根据m=f*r,其中m代表力矩,f代表丝片张力,r代表卷曲或退卷的半径,计算出当前的力矩,以控制卷材的张力。
3、这种控制方式至少存在以下缺陷:
4、一、在加速和减速中,直径的计算和力矩的控制有滞后,无法实时跟踪,造成张力不稳定,导致卷材松弛或过紧,造成产品品质不良;
5、二、更换不同的原料时,因原材料的不同,造成了系统的惯量变化大,导致卷材张力不稳定;
6、三、在卷材处于不同的直径时,系统的惯量变化大,系统由线性变为非线性,造成系统不稳定以及卷材张力不稳定。
7、以上背景技术内容的公开仅用于辅助理解本发明的发明构思及技术方案,其并不必然属于本专利申请的现有技术,也不必然会给出技术教导;在没有明确的证据表明上述内容在本专利申请的申请日之前已经公开的情况下,上述背景技术不应当用于评价本技术的新颖性和创造性。
技术实现思路
1、本发明的目的是提供一种卷材张力控制系统及控制方法,大中小轴径变化和加减速过程中,能稳定控制卷材的收放转速以控制其张力保持稳定范围。
2、为达到上述目的,本发明采用的技术方案如下:
3、一种卷材张力控制系统,用于对卷材在收放过程中的张力进行控制,所述系统包括主控制器以及以下模块:
4、张力补偿调节模块,其配置有张力偏差子模块、卷径比计算子模块、pid调节子模块,其中,所述pid调节子模块根据所述张力偏差子模块输出的张力偏差信息得到pid校正结果,所述卷径比计算子模块根据实时的线速度和角速度信息计算得到卷径比数据;
5、速度补偿调节模块,其配置有加速补偿子模块、减速补偿子模块、减速伸长补偿子模块中的一者或多者,若达到所述加速补偿子模块预设的加速补偿使能条件,则所述加速补偿子模块输出预设的加速补偿值;若达到所述减速补偿子模块预设的减速补偿使能条件,则所述减速补偿子模块输出预设的减速补偿值;若达到所述减速伸长补偿子模块预设的减速伸长补偿使能条件,则所述减速伸长补偿子模块输出预设的减速伸长补偿值;若所述加速补偿使能条件、减速补偿使能条件、减速伸长补偿使能条件均未达到,则所述速度补偿调节模块输出为零的速度补偿值;
6、所述卷材张力控制系统的主控制器被配置为:
7、对所述实时的线速度信息和所述pid校正结果作运算处理,得到线速度偏差值;
8、根据预设的线速度基准值、所述线速度偏差值及所述速度补偿调节模块输出的速度补偿结果,计算线速度校准目标值;
9、对所述线速度校准目标值和所述卷径比数据作div运算,根据div运算结果控制卷材收放的驱动机构的输出转速。
10、进一步地,承前所述的任一技术方案或多个技术方案的组合,所述张力补偿调节模块还配置有惯量调节子模块,其根据卷材的物理参数预估所述卷材的惯量补偿度,并根据所述卷材的惯量调节所述pid调节子模块的比例值p。
11、进一步地,承前所述的任一技术方案或多个技术方案的组合,所述系统预构建卷材卷径值与比例调节系数之间的映射关系,所述卷径比计算子模块还被配置为根据实时的线速度和角速度信息计算得到卷材卷径值;
12、根据所述卷材卷径值所对应的比例调节系数来调节所述pid调节子模块的比例值p。
13、进一步地,承前所述的任一技术方案或多个技术方案的组合,所述张力补偿调节模块还被配置为输出所述实时的线速度;所述系统根据所述实时的线速度计算所述卷材的加速度值;
14、若所述加速度值大于预设的为正数的第一加速度阈值,则达到所述加速补偿使能条件;
15、若所述加速度值小于预设的为负数的第二加速度阈值,则达到所述减速补偿使能条件;
16、若所述加速度值维持在预设的容忍阈值范围内的时长达到预设的时间阈值,则达到所述减速伸长补偿使能条件,其中,所述容忍阈值范围的下限值大于所述第二加速度阈值,所述容忍阈值范围的上限值小于所述第一加速度阈值。
17、进一步地,承前所述的任一技术方案或多个技术方案的组合,所述系统还包括线速度传感器和角速度传感器,所述线速度传感器被配置为检测实时的线速度,所述角速度传感器被配置为检测实时的角速度。
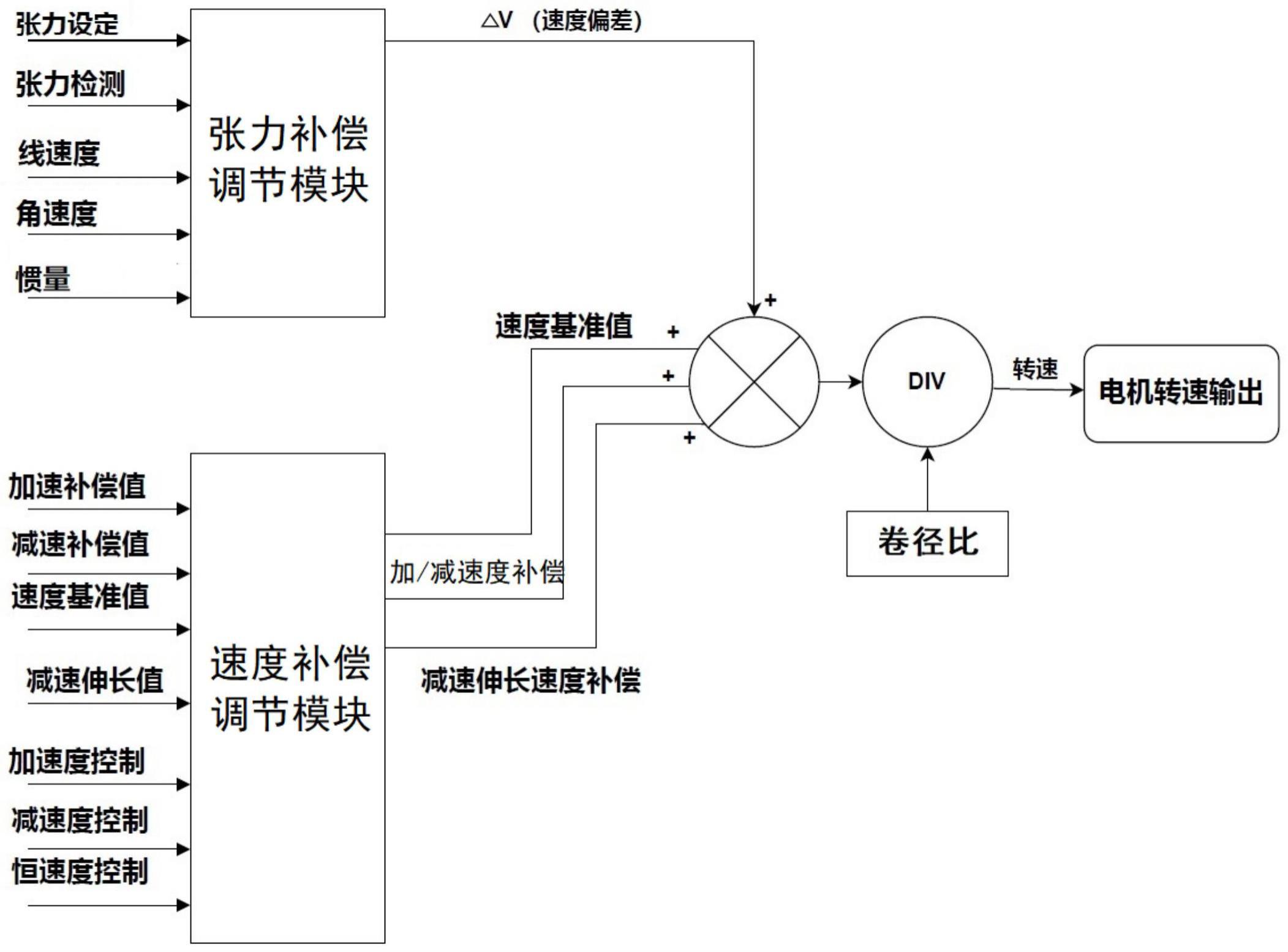
18、根据本发明的另一方面,提供了一种卷材张力控制系统,用于对卷材在收放过程中的张力进行控制,所述系统包括主控制器以及以下模块:
19、张力补偿调节模块,其配置有张力偏差子模块、卷径比计算子模块、pid调节子模块,其中,所述pid调节子模块根据所述张力偏差子模块输出的张力偏差信息得到pid校正结果,所述卷径比计算子模块根据实时的线速度和角速度信息计算得到卷径比数据;
20、速度补偿调节模块,其配置有加速补偿子模块、减速补偿子模块、减速伸长补偿子模块中的一者或多者,若达到所述加速补偿子模块预设的加速补偿使能条件,则所述加速补偿子模块输出预设的加速补偿值;若达到所述减速补偿子模块预设的减速补偿使能条件,则所述减速补偿子模块输出预设的减速补偿值;若达到所述减速伸长补偿子模块预设的减速伸长补偿使能条件,则所述减速伸长补偿子模块输出预设的减速伸长补偿值;若所述加速补偿使能条件、减速补偿使能条件、减速伸长补偿使能条件均未达到,则所述速度补偿调节模块输出为零的速度补偿值;
21、所述卷材张力控制系统的主控制器被配置为:
22、对所述实时的线速度信息和所述卷径比数据作div运算,得到div运算结果;并对所述div运算结果和所述pid校正结果作运算处理,得到转速偏差值;
23、对所述速度补偿调节模块输出的速度补偿结果和所述卷径比数据作div运算,得到转速补偿值;
24、对预设的线速度基准值和所述卷径比数据作div运算,得到转速基准值;
25、根据所述转速基准值、转速偏差值和转速补偿值,计算转速校准目标值;
26、根据所述转速校准目标值控制卷材收放的驱动机构的输出转速。
27、进一步地,承前所述的任一技术方案或多个技术方案的组合,对所述速度补偿调节模块输出的速度补偿结果和所述卷径比数据作div运算、对预设的线速度基准值和所述卷径比数据作div运算为两个独立运算过程;
28、或者,对所述速度补偿调节模块输出的速度补偿结果和所述卷径比数据作div运算、对预设的线速度基准值和所述卷径比数据作div运算为一体运算过程,包括:对预设的线速度基准值、所述速度补偿结果作运算处理,得到补偿后的线速度目标值;对所述补偿后的线速度目标值和所述卷径比数据作div运算。
29、进一步地,承前所述的任一技术方案或多个技术方案的组合,对所述实时的线速度信息和所述卷径比数据作div运算、对预设的线速度基准值和所述卷径比数据作div运算为两个独立运算过程;
30、或者,对所述实时的线速度信息和所述卷径比数据作div运算、对预设的线速度基准值和所述卷径比数据作div运算为一体运算过程,包括:对预设的线速度基准值、所述实时的线速度信息作运算处理,得到校正偏差后的线速度目标值;对所述校正偏差后的线速度目标值和所述卷径比数据作div运算。
31、进一步地,承前所述的任一技术方案或多个技术方案的组合,所述张力补偿调节模块还配置有惯量调节子模块,其根据卷材的物理参数预估所述卷材的惯量补偿度,并根据所述卷材的惯量调节所述pid调节子模块的比例值p。
32、进一步地,承前所述的任一技术方案或多个技术方案的组合,所述系统预构建卷材卷径值与比例调节系数之间的映射关系,所述卷径比计算子模块还被配置为根据实时的线速度和角速度信息计算得到卷材卷径值;
33、根据所述卷材卷径值所对应的比例调节系数来调节所述pid调节子模块的比例值p。
34、进一步地,承前所述的任一技术方案或多个技术方案的组合,所述张力补偿调节模块还被配置为输出所述实时的线速度;所述系统根据所述实时的线速度计算所述卷材的加速度值;
35、若所述加速度值大于预设的为正数的第一加速度阈值,则达到所述加速补偿使能条件;
36、若所述加速度值小于预设的为负数的第二加速度阈值,则达到所述减速补偿使能条件;
37、若所述加速度值维持在预设的容忍阈值范围内的时长达到预设的时间阈值,则达到所述减速伸长补偿使能条件,其中,所述容忍阈值范围的下限值大于所述第二加速度阈值,所述容忍阈值范围的上限值小于所述第一加速度阈值。
38、进一步地,承前所述的任一技术方案或多个技术方案的组合,所述系统还包括线速度传感器和角速度传感器,所述线速度传感器被配置为检测实时的线速度,所述角速度传感器被配置为检测实时的角速度。
39、根据本发明的再一方面,提供了一种卷材张力控制方法,包括以下步骤:
40、实时采集卷材的线速度和角速度信息,计算卷径比数据;实时采集卷材的张力,计算其与设定的张力基准值之间的张力偏差信息;
41、对所述张力偏差信息作pid调节,输出pid校正结果;
42、对所述实时的线速度信息和所述pid校正结果作运算处理,得到线速度偏差值;
43、判断是否达到预设的加速补偿使能条件、减速补偿使能条件和/或减速伸长补偿使能条件,若是,则输出速度补偿值;
44、根据预设的线速度基准值、所述线速度偏差值及所述速度补偿值,计算线速度校准目标值;
45、对所述线速度校准目标值和所述卷径比数据作div运算,根据div运算结果控制卷材收放的驱动机构的输出转速。
46、此外,本发明还提供了另一种卷材张力控制方法,包括以下步骤:
47、实时采集卷材的线速度和角速度信息,计算卷径比数据;实时采集卷材的张力,计算其与设定的张力基准值之间的张力偏差信息;
48、对所述张力偏差信息作pid调节,输出pid校正结果;
49、对所述实时的线速度信息和所述卷径比数据作div运算,得到div运算结果;
50、对所述div运算结果和所述pid校正结果作运算处理,得到转速偏差值;
51、判断是否达到预设的加速补偿使能条件、减速补偿使能条件和/或减速伸长补偿使能条件,若是,则输出速度补偿值;
52、对所述速度补偿值和所述卷径比数据作div运算,得到转速补偿值;
53、对预设的线速度基准值和所述卷径比数据作div运算,得到转速基准值;
54、根据所述转速基准值、转速偏差值和转速补偿值,计算转速校准目标值;
55、根据所述转速校准目标值控制卷材收放的驱动机构的输出转速。
56、进一步地,对所述实时的线速度信息和所述卷径比数据作div运算、对所述速度补偿值和所述卷径比数据作div运算、对预设的线速度基准值和所述卷径比数据作div运算为各自独立的运算过程;
57、或者,对所述速度补偿调节模块输出的速度补偿值和所述卷径比数据作div运算、对预设的线速度基准值和所述卷径比数据作div运算为一体运算过程,包括:对预设的线速度基准值、所述速度补偿值作运算处理,得到补偿后的线速度目标值;对所述补偿后的线速度目标值和所述卷径比数据作div运算;
58、或者,对所述实时的线速度信息和所述卷径比数据作div运算、对预设的线速度基准值和所述卷径比数据作div运算为一体运算过程,包括:对预设的线速度基准值、所述实时的线速度信息作运算处理,得到校正偏差后的线速度目标值;对所述校正偏差后的线速度目标值和所述卷径比数据作div运算。
59、本发明提供的技术方案带来的有益效果如下:
60、a.不仅采用pid控制方式来计算用于控制张力稳定的速度偏差值,还计算用于控制张力稳定的速度补偿值,形成共同控制卷材张力的解决方案,稳定性高,无论卷材原料如何变换,都可以自动切换相适配的张力控制解决方案;
61、b.在张力控制策略中纳入惯量变化的因素,实时调节pid控制的比例值,使得卷材张力控制的稳定性和精度进一步得到提升,进而使产品质量稳定;
62、c.本发明的张力控制系统和方法既适用于具有伸长性能的卷材,又适用于零伸长性的卷材,应用场景广。
- 还没有人留言评论。精彩留言会获得点赞!