一种络筒机张力控制器的控制方法及系统与流程
本发明涉及机电控制领域,具体为涉及一种络筒机张力控制器的控制方法及系统。
背景技术:
1、随着科学技术的发展,对机电控制技术也提出了更高的要求。在控制工程技术领域,生产控制过程中参数的选择决定着最后结果的好坏。例如在络筒机纱线卷绕过程中,纱线张力和张力波动是决定产品质量的重要因素,但是张力控制器在张力不匀且张力波动的情况下,不能够根据实际情况实时调整张力输出的大小,保证最佳张力的输出,因此需要重新设计优化 pid控制参数的方法,进一步保证张力控制器的张力输出,使得张力控制器在纱线张力不匀且波动的情况下仍能够实时地调整输出的大小。
2、目前,机电控制的现有技术存在闭环控制和模糊控制等控制方法,虽然现有技术能够有效地控制张力的大小和波动,但是现有控制方法的参数选择依赖于专家或者技术人员的经验,以及人们对技术操作背景的认识。一旦面临新的设备、环境以及工作情况,需要由专家或者技术人员重新设计 pid控制器的参数。因此,传统的络筒机张力控制方法中存在着诸多弊端和不利之处。
技术实现思路
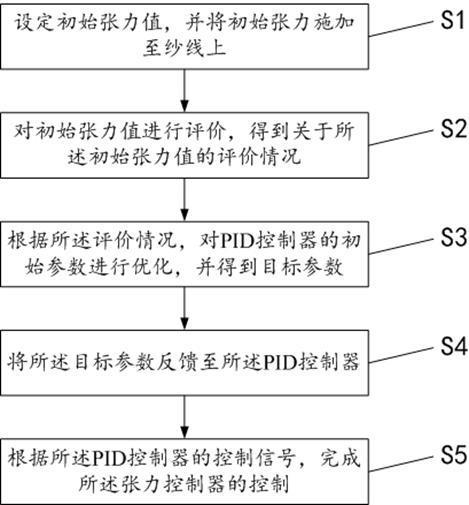
1、针对现有方法的不足以及实际应用的需求,为了解决现有络筒机张力控制装置响应能力不足的问题,为保证在纱线张力不匀且波动的情况下,张力控制器的响应更加快速稳定,纱线张力的变异系数保持在可控范围内,张力控制器能够实时地调整输出大小,提高纱线的质量。一方面本发明提供了一种络筒机张力控制器的控制方法,其包括如下步骤:设定初始张力值,并将初始张力施加至纱线上;对初始张力值进行评价,得到关于所述初始张力值的评价情况;根据所述评价情况,对 pid控制器的初始参数进行优化,并得到目标参数;将所述目标参数反馈至所述 pid控制器;根据所述 pid控制器的控制信号,完成所述张力控制器的控制。本发明方法具体考虑到,现有络筒机张力控制装置响应能力不足,控制器参数的选择依赖于专家经验等问题。本发明基于改进算法优化器对 pid控制器的参数进行迭代优化,使得张力控制器的响应更加快速稳定,达到提高纱线质量的目的。
2、可选地,所述络筒机张力控制器的控制方法还包括;所述络筒机张力控制器的控制方法还包括;设置目标张力值;设置评价函数,所述评价函数为适应度函数。本发明设置所述目标张力值,可将输出张力值标准化,提高张力控制器的控制效果;设置所述评价函数对 pid控制器的参数加以评析,提高 pid控制器参数的适用性和准确度。
3、可选地,所述评价函数为适应度函数,其计算公式如下:
4、。
5、其中,表示适应度函数, t表示采样时间,表示权重数值0.999,表示实际张力值,表示目标张力值,表示 pid控制器的输出,表示总时间。本发明将适应度函数设置为参数评价机制,利用公式计算的方式获取到最佳 pid控制器参数,进一步保证张力控制器最后的平稳输出。
6、可选地,所述对初始张力值进行评价,得到关于所述初始张力值的评价情况包括:利用所述目标张力值和所述评价函数对初始张力值中的初始参数进行评价,得到关于所述初始张力值的评价情况。
7、可选地,所述评价情况包括;所述评价函数在评价过程中的控制量、目标张力值的误差和 pid控制器的输出。本发明对所述评价过程中的张力值误差与控制器的输出情况进行评价分析,并将分析结果作为 pid控制器调整的依据,让目标参数能够更快的靠近最优解,从而加快算法的收敛速度。
8、可选地,所述络筒机张力控制器的控制方法还包括;设置算法优化器;利用所述算法优化器对所述 pid控制器的参数进行更新优化。本发明基于改进算法优化器实施 pid控制,以此来控制络筒机纱线的张力控制器,提高张力控制器的精准度、高鲁棒性,进一步地提高纱线张力控制器的相应性能。
9、可选地,所述设置算法优化器满足如下公式:
10、。
11、其中,表示 k+1时序的更新速率,表示算法优化器中分析的收缩因子,表示 k时序的更新速率,表示对更新影响的权重,代表了全体最佳位置向量,表示第 n个当前位置, 、分别表示在[0,1]范围内统一创建的两个随机数,对更新影响的权重,是第 n个最佳位置向量, k表示本次迭代过程中的时序, k+1表示下次迭代过程中的时序。
12、可选地,所述根据所述评价情况,对 pid控制器的初始参数进行优化,并得到目标参数包括:将所述初始参数输入至所述算法优化器中进行优化,并得到优化结果;将所述优化结果的控制量与工程实践需求相比较,若满足工程实践需求则结束优化;
13、或者优化次数达到所述算法优化器的上限则结束优化。本发明设置了算法优化器的具体优化流程和目标参数的输出条件,以保证得到 pid控制器的最佳目标参数,确保张力控制器有效控制张力,实现纱线内部张力的均匀致密。
14、可选地,所述张力控制器的控制过程表示如下:
15、。
16、其中,表示所述张力控制器的传递函数,表示传感器比例系数, e表示纱线的弹性模量, s表示纱线的截面积, k表示纱线的劲度系数,为张力控制器执行原件与槽筒卷绕电机之间的垂直距离,表示张力响应系数,表示惯性环节的一个时间常数, s表示微分算子, e表示底数,表示延时时间。本发明通过公式计算的方式得到张力控制器的相关数值,可以准确、快速地得到相关数据,使得张力控制器的响应更加快速稳定,纱线的张力系数保持在可控范围内,从而提高纱线的质量。
17、第二方面,为能够高效地执行本发明所提供的一种络筒机张力控制器的控制方法,本发明还提供了一种络筒机张力控制器的控制系统,包括处理器、输入设备、输出设备和存储器,所述处理器、输入设备、输出设备和存储器相互连接,其中,所述存储器用于存储计算机程序,所述计算机程序包括程序指令,所述处理器被配置用于调用所述程序指令,执行如本发明第一方面所述的络筒机张力控制器的控制方法。本发明的一种络筒机张力控制器的控制系统,结构紧凑、性能稳定,能够稳定地执行本发明提供的一种络筒机张力控制器的控制方法,提升本发明整体适用性和实际应用能力。
- 还没有人留言评论。精彩留言会获得点赞!