一种全自动贴体包装机的制作方法
本技术涉及贴体包装机的,尤其是涉及一种全自动贴体包装机。
背景技术:
1、贴体包装机是一种将产品放置于纸板或者气泡布上,加热软化贴体膜后将贴体膜覆盖在产品上,使得贴体膜在抽真空作用下紧贴产品,并与底板封合的,特别适用在易变形产品的包装过程中。
2、相关技术中提供一种适用于易变形产品的贴体包装机,例如国家知识产权局在2021年12月公开的公告号为cn215098508u的一种真空贴体包装机,使用时,薄膜通过导向辊导向后,使用者先将产品放置在底盘上,拉动薄膜并将薄膜缠绕在产品表面上,而后拉动把手关闭活动耐压壳体,启动微动开关,控制面板通电,控制真空泵从耐压壳体的两端对产品抽真空,使得包装内达到真空状态,电热板对薄膜加热使得薄膜卷缩,贴附在产品表面上。
3、但是,相关技术中的贴体包装机每一次使用时都需要操作者先去重新拉动薄膜、将薄膜缠绕在产品表面上,再将活动耐压壳体扣合在耐压壳体上,待包装完成后还要取出包装完成的产品,重复性操作多,操作繁琐,包装效率低。
技术实现思路
1、为了改善相关技术中的贴体包装机每次使用时都需要操作者进行大量的重复性劳动,操作繁琐,包装效率低的问题,本技术提供一种全自动贴体包装机。
2、本技术提供的一种全自动贴体包装机采用如下的技术方案:
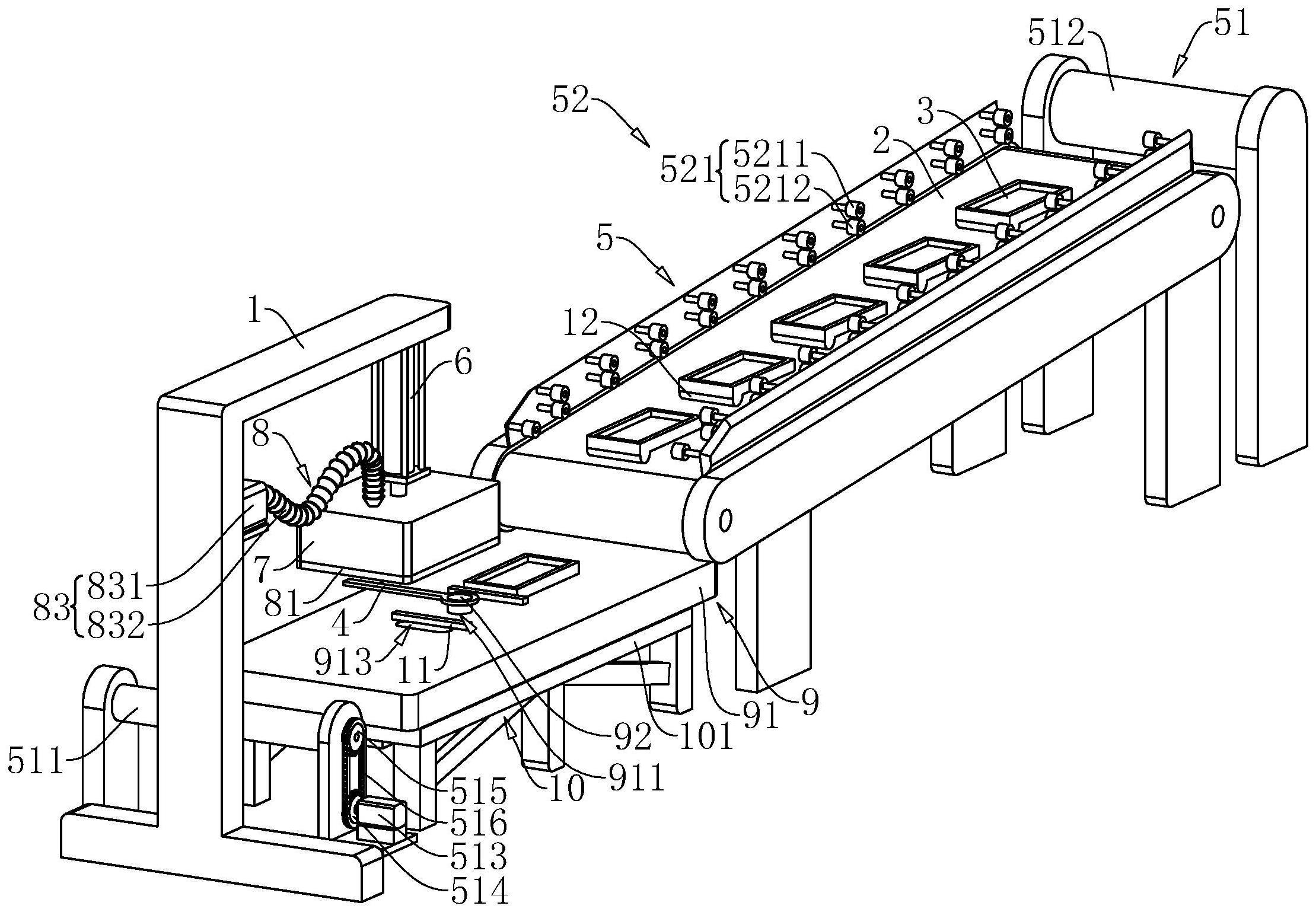
3、一种全自动贴体包装机,包括机架,所述机架上设有传送带,所述传送带上沿自身传送方向间隔设有若干用于盛放产品的托盘,所述机架上于所述传送带的出料端设有接料机构,所述接料机构用于承接所述传送带传送的托盘,所述机架上设有运膜机构,所述运膜机构沿所述传送带的传送方向运送贴体膜;
4、所述机架上通过直线驱动装置安装有真空罩,所述真空罩上设有真空机构,所述真空罩位于所述接料机构上方,所述真空罩在所述直线驱动装置的驱使下升降移动,所述接料机构将所述托盘移至所述真空罩下方,所述真空罩在所述直线驱动装置的驱使下下移,将贴体膜抵紧在所述托盘和所述接料机构上。
5、通过采用上述技术方案,包装产品时,操作者将产品依次放到托盘上,若干托盘被传送带传送到接料机构中,运膜机构沿着传送带的传送方向运送贴体膜,贴体膜覆盖在托盘和接料盒上。托盘在接料机构中到达指定位置后,直线驱动装置驱使真空罩下压直至将贴体膜抵紧在接料机构上,而后真空机构将真空罩内部抽真空,再将贴体膜固定在托盘上,完成贴体包装。全程操作者只需要将产品依次放置在各个托盘上,操作简便,包装效率高。
6、可选的,所述真空机构包括密封圈、抽气组件和热封组件,所述密封圈设于所述真空罩的开口处并沿所述真空罩的周向设置;
7、所述抽气组件包括设于所述机架上的真空泵,所述真空泵上连通有抽气管,所述抽气管远离所述真空泵的一端连通所述真空罩;
8、所述热封组件包括设于所述真空罩内的热封圈,所述热封圈底端与所述托盘周缘抵接,所述热封圈内具有空腔,所述空腔中设有电热丝,所述真空罩的内壁上设有电热管,所述电热管和所述电热丝均连接外部电源。
9、通过采用上述技术方案,真空罩将贴体膜压覆在产品和托盘上,真空罩与接料机构之间形成一个密闭的空间,真空泵通过抽气管持续抽吸真空罩中空气,使得真空罩内部接近于真空状态,而后为电热丝和电热管通电,热封圈将贴体膜固定在托盘上,电热管产生高温,加热贴体膜使得贴体膜软化卷缩,贴附在产品表面上。
10、可选的,所述接料机构包括接料板和支承轴,所述支承轴固定在所述机架上,所述接料板的中心处贯穿设有供所述支承轴穿过的通孔,所述接料板与所述支承轴之间通过转动组件相连,所述机架上设有驱使所述接料板转动的驱动组件,所述接料板在所述驱动组件的驱使下以所述支承轴为轴心做圆周运动。
11、通过采用上述技术方案,驱动机构驱使接料板以支承轴为轴心做圆周运动,同一时间段,接料板的一端接料,另一端包装产品,产品包装完成后,接料端与包装端互换,重复上述操作即可连续地包装产品,包装效率高。
12、可选的,所述驱动组件包括设于所述机架上的驱动电机,所述驱动电机的输出轴上设有驱动齿轮,所述接料板背向所述真空罩的面上设有从动齿轮,所述支承轴贯穿所述从动齿轮,所述从动齿轮与所述驱动齿轮啮合。
13、通过采用上述技术方案,驱动电机驱使驱动齿轮转动并带动从动齿轮转动,使得接料板以支承轴为轴心做圆周运动。
14、可选的,所述转动组件包括设于所述支承轴上的转动环,所述转动环沿所述支承轴的周向设置,所述接料板上与所述通孔处设有嵌装槽,所述嵌装槽沿所述通孔的周向设置并连通所述通孔,所述转动环转动安装在所述嵌装槽中。
15、通过采用上述技术方案,转动环转动安装在嵌装槽中,完成对接料板的固定,使得接料板在高度方向上不易出现滑动的情况。
16、可选的,所述机架上设有支承组件,所述支承组件位于所述接料板与所述机架之间,所述支承组件包括设于所述机架上的支承板,所述接料板朝向所述支承板的面上嵌装有滚珠,所述支承板上沿所述接料板的转动方向设有限位槽,所述滚珠背向所述接料板的一侧滑动安装在所述限位槽中。
17、通过采用上述技术方案,真空罩压覆在接料板上并对接料板施加压力,支承板设于接料板的下方,接料板与支承板之间通过滚珠完成力传递,支承板分摊接料板所受到的压力,使得接料板在受到真空罩挤压后不易出现倾斜现象。
18、可选的,所述运膜机构包括收卷组件和一对夹持组件,一对所述夹持组件一一对应于所述机架的两侧设置,所述收卷组件包括安装在所述真空罩远离所述传送带一侧的收卷辊以及设于所述传送带进料端处的放卷辊,所述收卷辊与所述放卷辊均设于所述机架上,所述放卷辊用于放置贴体膜卷,所述收卷辊用于收卷裁切后的贴体膜余料,所述机架上设有收卷电机,所述收卷电机的输出轴上设有驱动链轮,所述收卷辊的一端设有从动链轮,所述从动链轮与所述驱动链轮之间绕设有链条。
19、通过采用上述技术方案,贴体膜卷放置在放卷辊上,贴体膜在夹持组件的夹持作用下保持平整,收卷电机驱使驱动链轮转动,驱动链轮通过链条带动从动链轮转动,从而驱使收卷辊转动,拉动贴体膜沿着传送带的传送方向移动并收卷贴体膜余料。
20、可选的,所述夹持组件包括若干夹持件,若干所述夹持件沿所述传动带的传送方向间隔分布,所述夹持件包括在竖直方向上对称分布的上张紧轮和下张紧轮,所述上张紧轮与所述下张紧轮共同夹紧贴体膜的边沿。
21、通过采用上述技术方案,上张紧轮和下张紧轮共同夹紧贴体膜的边沿,使得贴体膜始终保持一个较为平整的状态向收卷辊方向移动。
22、可选的,所述接料板上于靠近所述支承轴处设有限位条,所述托盘靠近所述支承轴的一侧的底部设有凸台,所述接料板上于所述限位条背向所述支承轴的一侧设有供所述凸台嵌入的定位槽。
23、通过采用上述技术方案,托盘从传送带传送到接料板上后,受惯性影响托盘会在接料板上沿着传送带的传输方向滑移,直至托盘的一端与限位条抵接,凸台嵌入到定位槽中,使得托盘在接料板上的定位精准。
24、另外,在托盘的底部设置凸台,减小了托盘在传送到接料板上时与接料板之间的接触面积,减少托盘从传送带运送到接料板过程中出现卡阻现象的情况。
25、可选的,所述机架上设有下料推杆,所述下料推杆的一端设于所述支承轴上,所述下料推杆位于所述接料板的上方,所述下料推杆于所述接料板转动过程中将所述托盘推下所述接料板。
26、通过采用上述技术方案,下料推杆在接料板转动过程中抵推接料板上的托盘,将包装好的托盘和产品推下接料板,以便接料板承接下一个托盘。
27、综上所述,本技术包括以下至少一种有益技术效果:
28、1、包装产品时,操作者将产品依次放到托盘上,若干托盘被传送带传送到接料机构中,运膜机构沿着传送带的传送方向运送贴体膜,贴体膜覆盖在托盘和接料盒上。托盘在接料机构中到达指定位置后,直线驱动装置驱使真空罩下移并将贴体膜抵紧在接料机构上,而后真空机构将真空罩内部抽真空,再将贴体膜固定在托盘上,完成贴体包装。全程操作者只需要将产品依次放置在各个托盘上,操作简便,包装效率高;
29、2、真空罩将贴体膜压覆在产品和托盘上,真空罩与接料机构之间形成一个密闭的空间,真空泵通过抽气管持续抽吸真空罩中空气,使得真空罩内部接近于真空状态,而后为电热丝和电热管通电,热封圈将贴体膜固定在托盘上,电热管产生高温,加热贴体膜使得贴体膜软化卷缩,贴附在产品表面上;
30、3、贴体膜卷放置在放卷辊上,贴体膜在夹持组件的夹持作用下保持平整,收卷电机驱使驱动链轮转动,驱动链轮通过链条带动从动链轮转动,从而驱使收卷辊转动,拉动贴体膜沿着传送带的传送方向移动并收卷贴体膜余料。
- 还没有人留言评论。精彩留言会获得点赞!