一种手动推袋半自动称重包装机的制作方法
本发明涉及颗粒包装设备,具体是一种手动推袋半自动称重包装机。
背景技术:
1、随着智能制造的发展,生产流水线的设备愈来愈趋向自动化,以克服传统制造业的人工成本高、部分生产工序对操作人员健康危害大、因人员经验差别造成工作效率及产品品质不稳定等问题。
2、包装生产线也不例外,颗粒物料包装设备在从半自动向全自动发展的,其生产也在逐步改进,由之前大型复杂的自动化包装机械,通过技术改进发展成结构设计合理的小型自动化包装机械,如专利公开号为:cn112109933b,公开了一种开一种自动称重包装机,包括自动上袋机构、夹袋机构、垂直加料机构和推包机构;所述自动上袋机构将包装袋安装至夹袋机构上,所述夹袋机构通过垂直加料机构将物料加入夹袋机构上的包装袋内,所述夹袋机构设有称重装置,所述称重装置对夹袋机构上包装袋内的物料进行称重,所述包装袋内的物料达到预定重量时,所述垂直加料机构停止加料;装有物料的包装袋通过推包机构推送进入下一加工工位。本发明通过设计该自动称重包装机,通过垂直加料机构将物料输送至夹袋机构上的包装袋内,并在夹袋机构上设置称重装置,能够提高包装袋内物料的称重精准性,减少了加料过程中扬尘现象的发生。
3、上述设备虽然能够满足包装的要求,但在使用过程中存在如下缺陷:
4、(1)自动上袋机构需要上袋装置、上袋定位装置、上袋推送装置、上袋开袋装置和上袋夹板装置的结构的配合,结构复杂,动作较多,仅仅完成的就是一个上袋开袋的动作,影响了上袋和开袋的工作效率;
5、(2)设备价格贵。
6、因此由于半自动因为其价格便宜受到广大中小包装企业的青睐。
7、现有的半自动秤供袋需要工人手工拿取物料袋后将物料袋口打开套入到灌装口,然后,称量机构将物料灌入到物料袋里,再然后,由下一工人手工扶着灌装后的物料袋送入到缝包机构进行缝包。可以看出这种半自动包装秤从灌装到缝包工序操作费时费力劳动强度大效率低。
8、因此,如何改善现有的半自动包装秤需要工人多劳动强度大效率低下的不足之处是本发明需要解决的问题。
技术实现思路
1、本发明的目的是为了克服现有技术存在的缺陷和不足,提供一种手动推袋半自动称重包装机,解决了现有技术中存在的种种问题。
2、为实现上述目的,本发明提供如下技术方案:
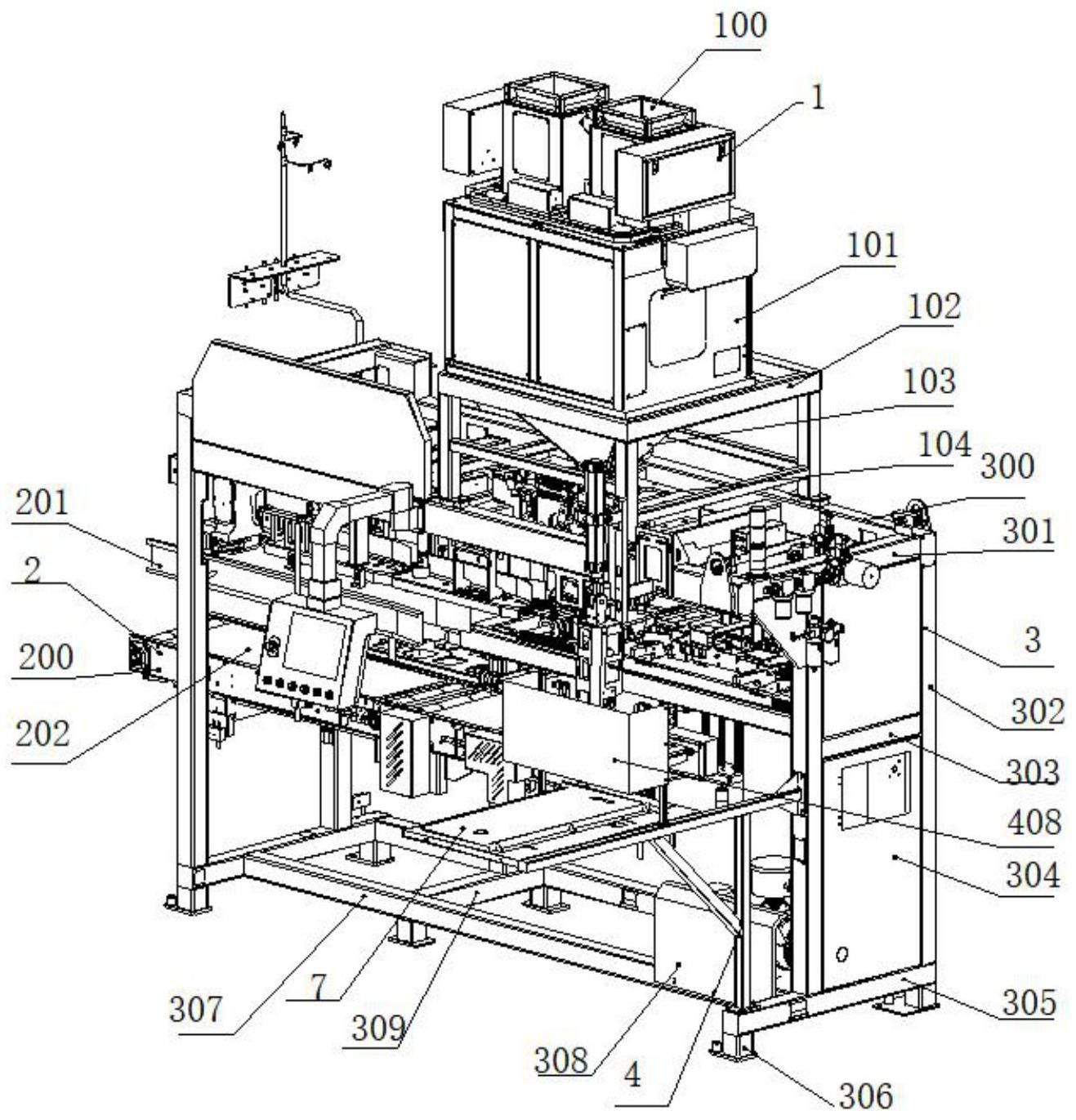
3、一种手动推袋半自动称重包装机,包括有主机框架,所述主机框架上设置有供袋工位、取袋工位、灌装工位和缝合工位,所述灌装工位和缝合工位为相邻的工位且沿着主机框架长度方向并列设置,所述灌装工位和缝合工位的下方设置有用于支撑包装袋底部的输送机构;
4、所述供袋工位位于主机框架进料端的前侧,所述供袋工位上设置有供袋机构,所述供袋工位的出料端为取袋工位,所述取袋工位上设置有可翻转的取袋机构,所述取袋机构对包装袋的袋口处一侧进行吸盘式取袋,取袋后取袋机构翻转将包装袋从水平铺放翻转至竖直放置;所述供袋工位出料端、灌装工位以及缝合工位进料端之间设置有往复移动的用于传递包装袋的接袋机构,所述接袋机构包括有两组夹持移袋组件,通过一组夹持移袋组件将包装袋夹持送袋至灌装工位,通过灌装工位上的称重总成和翻门缩口装置对送来的包装袋袋口进行夹持开袋灌装,灌装后的包装袋通过另一组夹持移袋组件以及底部的输送机构将包装袋移动至缝合工位,通过缝合工位的整形组件和缝包机对袋口进行整形、缝合。
5、所述供袋机构包括有袋托盘405,所述袋托盘通过两侧的托盘支撑402支撑,所述托盘支撑的底端设置有与机架对接且高度可调的支撑立柱,所述袋托盘的上端面上安装有用于包装袋平铺导向移动的且位置可调的袋限位板。
6、所述取袋机构包括有固定座,所述固定座通过安装支架与主机框架连接固定,所述固定座的底端安装有可翻转的转架,所述转架为倒置的l形结构,其水平段前端部通过旋转轴与固定座底端转动连接,所述转架的竖直段底端安装有取袋气缸,取袋气缸的活塞杆伸出端安装有支架,所述支架的底端面安装有取袋吸盘;所述转架的水平段后端部上方安装有翻转气缸,所述翻转气缸的活塞杆伸出端向下且与转架的水平段后端部上方传动连接。
7、所述称重总成包括有称重机构,所述称重机构的上端设有进料槽将物料通过时精准投到称重机构里的进料槽,所述称重机构的底部设置有下料斗,所述下料斗的下方设置有放料斗,所述放料斗的下方设置有翻门缩口装置,所述翻门缩口装置两外侧设置有开袋组件,所述翻门缩口装置的前后端分别设置有用于夹持袋皮的可开合的抓手组件。
8、所述翻门缩口装置包括有位于下料斗下方的缩口料门,所述缩口料门由两对应设置且嵌装翻转配合的槽体组成,槽体的外侧分别安装在放料门座上,所述缩口料门的翻转通过其上方的缩口气缸驱动;
9、所述开袋组件包括有两对应设置的开袋支座,所述开袋支座的底端通过开袋气缸安装有可移动的开袋吸盘座,所述开袋吸盘座的内端面上分别安装有吸盘;
10、所述抓手组件分别包括有固定座,所述固定座的下方分别转动安装有连接臂,所述连接臂的底端分别安装有抓手,且两抓手相互对应设置,所述抓手的开合上方的抓手气缸驱动,所述连接臂的上方与抓手气缸活塞杆伸出端之间通过连杆组件连接。
11、所述夹持移袋组件包括有往复移动的移动座,所述移动座的上端面两端分别固定安装有推动气缸,所述推动气缸的活塞杆伸出端安装有固定座,所述移动座的上端面两端分别固定安装有固定座,所述固定座的内侧面两端分别铰接有两组相对翻转的夹持块,所述夹持块的翻转通过夹持气缸驱动,所述移动座在主机框架上铺设的导轨上导向移动,所述导轨沿着包装袋的灌装缝合线路从取袋工位的出料端延伸至缝合工位的进料端,所述移动座的往复移动通过齿轮传动链带动。
12、所述缝合工位包括有铺设在输送机构上方的夹口整形机构和封包机,所述封包机位于夹口整形机构的出料端,所述夹口整形机构包括有袋整形支架,所述袋整形支架上两侧安装有两组并列相互配合的张紧带轮,所述同侧的张紧带轮之间通过传送带传动连接,所述夹口整形机构的上当架设有用于对袋口端口部进行导向的夹口整形弯板,所述夹口整形弯板的出料端设置有缝包机。
13、所述夹口整形机构与输送机构之间架设有用于对包装袋袋身部位进行输送导向的护栏板,所述护栏板和夹口整形弯板的进料端分别向外弯折构成喇叭形进口。
14、所述输送机构包括有相互配合的托辊组件和输送带组件,所述托辊组件和输送带组件均为多组间隔配合设置。
15、所述托辊组件包括有托辊组件一和托辊组件二,所述托辊组件一位于灌装工位下方,包括有固定框架,所述固定框架内分布有间隔设置的转轴,所述转轴上套装有导向滚筒,所述滚筒之间分别设置有可升降的墩袋组件;所述托辊组件二位于灌装工位出料端与缝合工位进料端的过渡处以及缝合工位中循环输送带组件之间过渡处,所述托辊组件二包括有转轴,所述转轴上套装有改向滚筒,所述改向滚筒的直径大于导向滚筒的直径。
16、所述墩袋组件包括有多个托杆,相邻导向滚筒之间分别设置有一个托杆,所述托杆的两端均通过连接杆连接组成一个整体,两端部的托杆底端分别连接有导杆,所述托杆的上下移动通过中部底端的升降气缸驱动;所述输送带组件包括有循环输送带,所述循环输送带的上输送端面与下输送端面之间设置有支撑板。
17、与现有技术相比,本发明的有益效果是:
18、本发明结构根据人体工程学原理(工人在坐着的状态下,前臂、腕和手可以平放在物料包装袋垛上),将供袋机构上的袋托盘高度与工人坐姿的状态下可以把前臂、腕和手平放在物料包装袋垛上的高度(此高度可调节),这样工人可以在坐姿的状态下将臂下的物料包装袋向前推至供袋位置;
19、由开袋机构、供袋机构、接袋机构自动完成从灌装到封包工序,结构设计合理,通过接袋机构实现了取袋工位至灌装工位和缝合工位的同步过渡对接,整个过程中只需要一个工人就能完成从灌装到封包的全部过程,解决了用工多操作劳动强度大效率低下的问题,同时工人可以采用坐姿的状态进行操作可以降低劳动强度。
- 还没有人留言评论。精彩留言会获得点赞!