管制瓶检测上料系统的上料方法与流程
本发明属于管制瓶转运领域,具体涉及到管制瓶的上料方法。
背景技术:
1、管制瓶一般指外观为管状,用于盛装物品;管制瓶生产完成后,需要对管制瓶外观尺寸、气密性、完整度以及是否存在污垢进行检测,一批生产出来的管制瓶数量较多,需要用到自动化机械来实现持续性检测,在检测前,需要将摆放杂乱的待检测瓶转移到检测的自动化机械中。为了让检测节奏连续,待检测瓶到达检测位置之前还需要一段检测线。我们将待检测瓶转运到检测线上之前的结构称为上料系统。
2、如图2所示,现在管制瓶上料系统基本上只有一个转运的抓料机械手,抓料机械手包括多轴运动的机械臂,机械臂下方连接一个架体,一般架体下方连接多个抓取单体,多个抓取单体排成两列且等距离的安装于机械臂下方。
3、为了便于下一步检测需要,检测线通常采用链条传动方式转运管制瓶,链条上安装支撑夹用于承载管制瓶,抓料机械手将管制瓶转运到支撑夹上的过程中,抓料机械手需要经过抓取管制瓶,抓料机械手移动、放下管制瓶到支撑夹、抓料机械手往返到管制瓶位置再次抓取的过程。因为每一个步骤之间只能顺次进行。所以当后方支撑夹上缺少管制瓶后,只能等待抓料机械手再次夹取管制瓶到支撑夹上,才能进行下一步检测,使得检测效率较低。
技术实现思路
1、本技术的目的是提供一种管制瓶检测上料系统的上料方法,在以解决管制瓶的检测效率较低的问题。
2、为了解决上述问题,本技术提供的管制瓶检测上料系统的上料方法,包括独立执行的抓料步骤、暂存步骤和上料步骤,
3、所述抓料步骤包括:
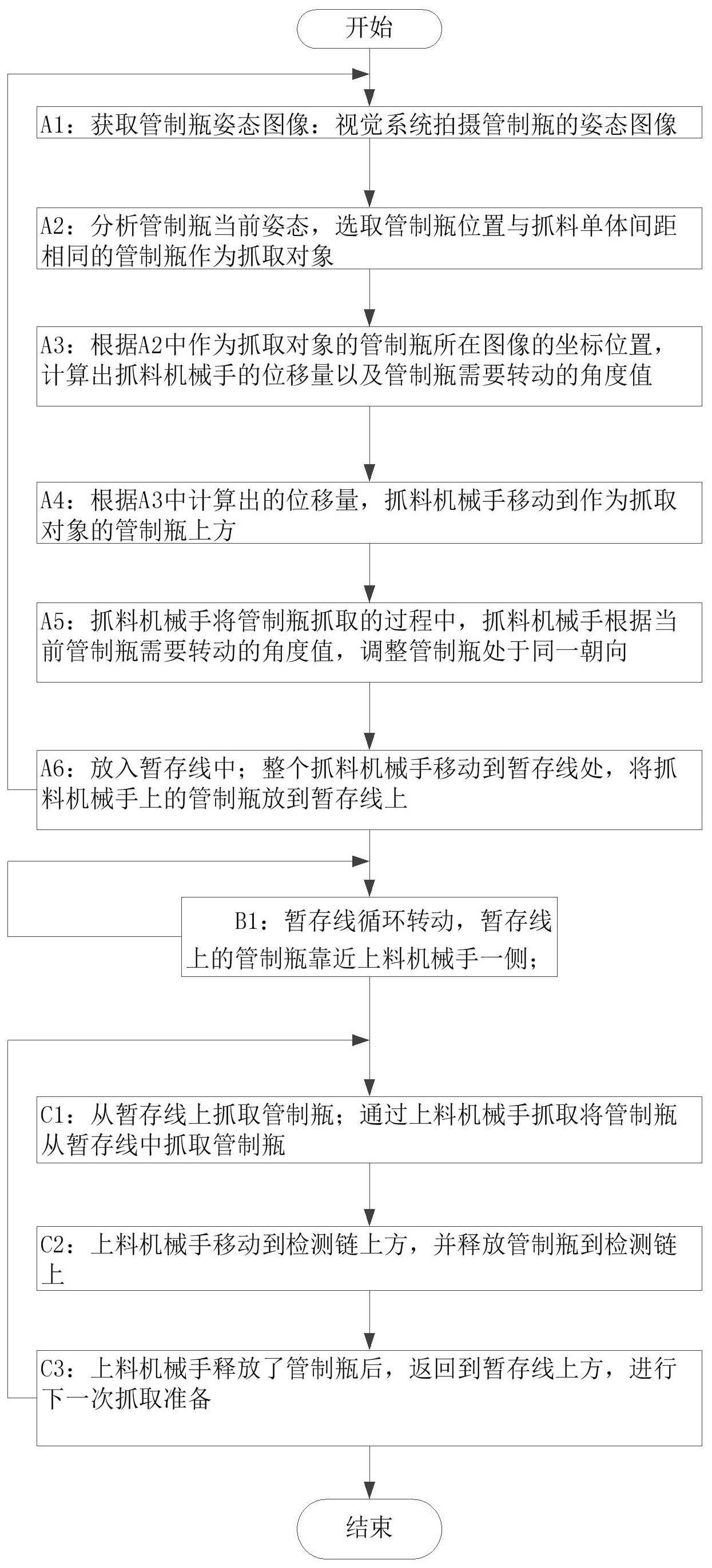
4、a1:获取管制瓶姿态图像:视觉系统拍摄管制瓶的姿态图像;
5、a2:分析管制瓶当前姿态,选取管制瓶位置与抓料单体间距相同的管制瓶作为抓取对象;
6、a3:根据a2中作为抓取对象的管制瓶所在图像的坐标位置,计算出抓料机械手的位移量以及管制瓶需要转动的角度值;
7、a4:根据a3中计算出的位移量,抓料机械手移动到作为抓取对象的管制瓶上方;
8、a5:抓料机械手将管制瓶抓取的过程中,抓料机械手上的抓取单体根据当前管制瓶需要转动的角度值,调整管制瓶处于同一朝向;
9、a6:放入暂存线中;整个抓料机械手移动到暂存线处,将抓料机械手上的管制瓶放到暂存线上;
10、重复步骤a1至步骤a6;
11、b1:暂存线循环转动,暂存线上的管制瓶靠近上料机械手一侧;
12、重复步骤b1动作;
13、所述上料步骤包括:
14、c1:从暂存线上抓取管制瓶;通过上料机械手抓取将管制瓶从暂存线中抓取管制瓶,
15、c2:上料机械手移动到检测链上方,并释放管制瓶到检测链上;
16、c3:上料机械手释放了管制瓶后,返回到暂存线上方,进行下一次抓取准备;
17、重复步骤c1到步骤c3。
18、本技术通过上述方法对管制瓶进行上料处理,将上料系统分为三段路径,第一段是通过抓料机械手从待检测处抓取管制瓶放到放置槽上。第二段是暂存线通过传输带让放置槽移动到上料机械手处。第三段是上料机械手从放置槽上获取管制瓶,并将管制瓶转运到检测链上;整个过程完成管制瓶的上料。
19、本方案的有益效果:本技术通过三段路径将总路径进行了拆分,第一段为抓料机械手的路径,相比以前只有一个抓料机械手来完成三段路径来说,其实际是现在抓料机械手的路径大大缩短,只需要将管制瓶直接转运到暂存线上即可,对于抓料机械手来说,送料路径的减短,其返回的路径也减少;因此对于抓料机械手来说,在原来同等运动速度上,抓料机械手的上料效率将提高3倍以上。如果抓料机械手的路径进一步减少,抓料机械手的上料效率还会相应提高。
20、因为抓料机械手、上料机械手和暂存线均独立执行,三段路径可以在同一时间内同时运行,互补干扰,形成三段独立的循环运动,有效提升整个上料的效率。
21、优选的,在步骤a1中,所述抓料机械手包括双排设置有八个抓取单体。这样抓料机械手可以一次性抓取八个管制瓶,八个管制瓶分为两排布置,当抓料机械手将管制瓶到达暂存位置后,直接将八个管制瓶放置到暂存线的两侧,这样上料机械手可以交替在暂存线两侧抓取管制瓶单体,上料机械手来回的运动,均被利用,进一步提高转运的效率。
22、优选的,在步骤a2中,所述抓取单体包括吸附管瓶的吸盘,以及与吸盘一端同轴固定的连接管;所述连接管与吸盘连通,所述连接管同轴连接一个带动其同轴转动的贯穿式步进电机。通过吸盘抓取管制瓶的方式,有效利用负压的力量,快速吸取和释放管制瓶。另外采用贯穿式步进电机带动其转动,该步进电机内部空心,可以直接安装连接管,节省了安装空间,并且转动是连接管做中心,转动更加平稳。
23、优选的,在步骤a1中的视觉系统包括摄像头和上位机,所述摄像头固定安装在抓料机械手上方位置,摄像头用于获取管制瓶的图像;所述上位机中安装有用于处理视觉信号的处理系统,当摄像头拍摄到管制瓶的图像后,先确定需要抓取的管制瓶,通过处理系统分析出该管制瓶距离抓料机械手的位移量以及管制瓶需要调整的角度值,处理系统控制抓料机械手移动到管制瓶位置执行抓取动作,并控制抓料机械手移动到暂存线位置处;在移动的过程中,调整管制瓶的角度,使得管制瓶处于同一方向。
24、优选的,在步骤a4中,抓料机械手转移单个管制瓶的平均速率大于等于15个/分钟。抓料机械手一次性抓取八只,及平均每分钟就可以完成130个管制瓶的抓取,足以满足后续小于120个/分钟的转移需求。
25、优选的,在步骤b1中,所述传输带包括两条平行的链条,所述链条上平行固定有多个放置槽,所述相邻两个放置槽之间的距离与抓料机械手上的相邻抓取单体之间间隔距离相同。
26、相邻两个放置槽之间的距离与抓料机械手上的相邻抓取单体之间间隔距离相同,这样抓料机械手直接夹取管制瓶和直接放置管制瓶,避免抓料机械手调整夹取姿态和释放姿态的时间浪费。
27、优选的,在步骤c2中,所述检测链有两条,两条检测链处于上料机械手两侧,上料机械手两端的抓取头到达检测链上的移动距离相同。通过两条检测链,每条检测链每分钟只需要检测不少于60个,两条检测链每分钟就可以达到120个以上。
28、上料机械手两端的抓取头到达检测链上的移动距离相同,上料机械手两边的抓取单体就可以交替进行夹取和释放管制瓶。有效利用了上料机械手的运动轨迹。
29、优选的,在步骤c1至步骤c3中,所述上料机械手为ppu机械手,ppu机械手下方安装有一根连杆,连杆的两端分别安装有一侧抓取头,其中一侧抓取头处于检测链位置时,另一侧抓取头则处于放置槽位置。
30、pppu机械手是一个能够快速移动的拾取装置,是通过带动的凸轮结构装置,其移动速度能够达到0.3米/秒,该速度满足了快速抓取的需求;但是单向距离取决于凸轮的半径,因此只有使用在短距离传输,从这一点也可以看出,不能单纯通过ppu机械手代替原来的抓料机械手。
31、另外利用ppu机械手往复运动的特性,通过在ppu机械手下方安装有一根连杆,连杆的两端分别安装有抓取头,当一侧抓取头处于检测链位置时,另一侧抓取头则处于放置槽位置,也就是说,当一侧抓取头从放置槽上抓取管制瓶时,另一侧抓取头释放管制瓶到检测链上。这样让ppu机械手的进给和后退均能实现一次管制瓶的抓取,提高了上料机械手的效率。
32、优选的,从步骤c1到步骤c3的过程中,ppu机械手转移单个管制瓶的平均速率大于等于120个/分钟。这样使得上料机械手能够完成后续120个/分钟检测速率的要求。
33、最后,在步骤b1中,在所述链条下方固定有一个回收滑道,回收滑道连接到放置待检测管制瓶位置处;回收滑道是防止放置槽内的管制瓶未来得及转运,导致管制瓶掉落放置槽外,造成资源的浪费问题。
- 还没有人留言评论。精彩留言会获得点赞!