一种电池片自动包装线的制作方法
本发明属于电池片包装线,更具体地说,涉及一种电池片自动包装线。
背景技术:
1、电池片一般分为单晶硅、多晶硅、和非晶硅 单晶硅太阳能电池是当前开发得最快的一种太阳能电池,它的构造和生产工艺已定型,产品已广泛用于空间和地面。这种太阳能电池以高纯的单晶硅棒为原料。为了降低生产成本,地面应用的太阳能电池等采用太阳能级的单晶硅棒,材料性能指标有所放宽。有的也可使用半导体器件加工的头尾料和废次单晶硅材料,经过复拉制成太阳能电池专用的单晶硅棒。
2、目前设备的自动化是衡量生产线自动化程度的关键指标,同时也是产品质量性能的重要保证。随着电子工业的发展以及最近几年太阳能产业的高速发展,需要大量的全自动生产设备。现有技术中,电池片制作完成后进行包装时,在处理分选机下料到包装线上料普遍采用人工收取料盒的方式。这种方式需要大量的人力,劳动强度大,效率低,且容易造成碎片。
3、如公号为cn108372962a的一种电池片全自动包装线及包装方法,其在全自动包装线设置在分选机之后,分选机包括用于传送满料盒的满料盒传送机构和用于传送空料盒的空料盒传送机构,全自动包装线包括用于传送满料盒的满料盒传送平台、包装平台、用于传送空料盒的空料盒传送平台、用于将满料盒从满料盒传送机构上自动传送到满料盒传送平台上以及将空料盒从空料盒传送平台上自动传送到空料盒传送机构上的agv小车。该全自动包装线从分选机上下料到电池片被传送到包装平台处整个过程中没有人为介入,这可降低电池片生产过程中的碎片率,提高设备的综合效率,同时可减低人的劳动强度及节省人力。
4、但是基于实际的使用过程中,大多电池片长度不同时分选装置就无法使用,需要对将包装线停下对分选装置进行更换,这种方式需要消耗大量的人力,劳动强度大,及其影响包装线的包装效率。
技术实现思路
1、本发明的目的是提供一种电池片自动包装线,使分选装置可以匹配更多规格的电池片,使包装线的使用更为方便,包装效率更高。
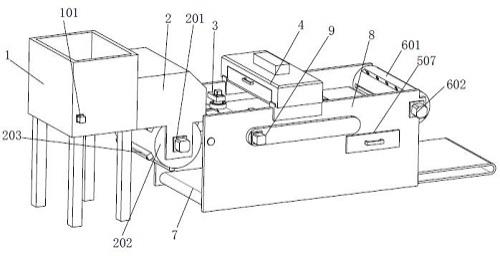
2、本发明采取的技术方案具体如下:一种电池片自动包装线,包括安装架设置在安装架内部的用于输送包装箱的第五输送装置,该包装线包括:
3、储料输料机构,设置于所述安装架一侧,用于对电池片进行存储输送;
4、分选机构,设置于所述安装架与所述储料输料机构之间,用于对电池片进行分选,使电池片有规律的进行输送;
5、对齐机构,设置于所述安装架内部,用于在电池片输送过程中使电池片位于输送装置中心处;
6、检测机构,设置于所述安装架顶部,用于对电池片进行检测,并对有瑕疵的电池片进行集中存储;
7、安装机构,设置于所述安装架内部,用于将检测后的电池片放置于包装箱内部;
8、所述分选机构包括分选仓、分选辊、分选板和第一电动推杆,所述分选仓固定安装在所述安装架一侧,所述分选仓内部开设有输送腔,并在输送腔所在的进料位置开设有进料口,通过进料口将电池片传输至输送腔内,所述分选辊转动连接在所述输送腔内部,所述分选辊内部开设有若干个活动腔,所述第一电动推杆固定安装在所述活动腔内部,所述分选板固定安装在所述第一电动推杆输出端,所述分选板通过所述第一电动推杆活动连接在所述活动腔内部,每组活动腔上均设置一组分选板,使所述分选板随第一电动推杆的升降同步实现在分选辊所在外弧形面开孔位置的伸缩,所述活动腔一侧开设有安装腔,使所述安装腔对分选板升降时分选辊的开孔底部形成交叉,所述安装腔内部安装活动连接有封堵板。
9、可选的,所述安装腔内部固定安装有第二弹簧,所述封堵板固定安装在所述第二弹簧一端,所述封堵板通过第二弹簧活动连接在所述安装腔内部。
10、可选的,所述分选板顶部固定安装有弧形板,所述封堵板底部开设有与所述弧形板相匹配的圆角。
11、可选的,所述分选仓一侧固定安装有第二伺服电机,所述分选辊固定安装在所述第二伺服电机输出端,所述输送腔内部转动连接有若干个滑轮轴,使多组滑轮轴整体形成倾斜面。
12、可选的,所述安装架内部安装有第二输送装置,所述第二输送装置内部开设有与所述分选板相匹配的凹槽,使第二输送装置沿凹槽的延伸方向往复传动。
13、可选的,所述储料输料机构包括储料箱、第一伺服电机、挡板和辊轴,所述储料箱固定安装在所述分选仓一侧,所述第一伺服电机固定安装在所述储料箱侧壁,所述第一伺服电机输出端固定安装有第一输送装置,所述第一输送装置位于所述储料箱内部,所述储料箱一侧开设有与所述进料口相对应的出料口,位于出料口一侧的所述储料箱内部沿竖直方向固定安装有第一弹簧,所述挡板通过所述第一弹簧实现在竖直方向升降运动连接,通过挡板的升降实现对出料口未知的开合,所述辊轴转动连接在所述挡板一侧。
14、可选的,所述对齐机构包括固定板、第三伺服电机、转轴、固定环和活动筒,所述固定板固定安装在所述安装架内壁,所述第三伺服电机固定安装在所述固定板顶部,所述转轴固定安装在所述第三伺服电机输出端,所述转轴转动连接在所述固定板底部,所述固定环固定安装在所述转轴侧壁,所述固定环与活动筒同心设置且之间形成间隙,位于间隙之间设置第三弹簧。
15、可选的,所述检测机构包括检测装置、活动架、支撑轴、固定架和导向板,所述安装架内部安装有第三输送装置,所述检测装置固定安装在所述安装架顶部,所述安装架位于所述第三输送装置顶部,所述安装架内部固定安装有第二电动推杆,所述活动架固定安装在所述第二电动推杆顶部,所述活动架位于所述第三输送装置一侧,所述支撑轴转动连接在所述活动架内部,所述固定架固定安装在所述活动架内部,所述固定架内部滑动连接有活动柱,所述导向板固定安装在所述活动柱一端,所述导向板顶部与所述固定架底部直接固定安装有第四弹簧,所述第四弹簧位于所述活动柱侧壁,所述安装架内部滑动连接有收纳盒,所述收纳盒位于所述活动架一侧。
16、可选的,所述安装机构包括第四输送装置、滚筒、第四伺服电机、第三电动推杆、压板和压力传感器,所述第四输送装置安装在所述安装架内部,所述第四输送装置位于所述活动架一侧,所述第四伺服电机固定安装在所述安装架一侧,所述滚筒固定安装在所述第四伺服电机输出端,所述滚筒转动连接在所述安装架内部,所述滚筒沿轴外壁开设有若干个夹持槽,所述第三电动推杆固定安装在所述滚筒内部,所述第三电动推杆输出端位于所述夹持槽内部,所述压板固定安装在所述第三电动推杆输出端,所述压力传感器固定安装在所述夹持槽内部,所述压力传感器设置有若干个,所述滚筒位于所述第五输送装置顶部。
17、可选的,所述安装架侧壁固定安装有驱动装置,驱动装置输出端分别与第二输送装置、第三输送装置和第四输送装置相连接,并作为驱动输出。
18、本发明取得的技术效果为:
19、(1)本方案通过设置分选机构,当需要包装的电池片长度改变使通过第一电动推杆带动分选板伸缩来调节分选辊侧壁凸出的分选板数量,从可以对不同长度的电池片进行分选,不需要再对分选装置进行更换,使分选装置可以匹配更多规格的电池片,使包装线的使用更为方便,包装效率更高;
20、(2)通过设置对齐机构,通过转轴转动可以带动固定环和活动筒一同转动,通过设置活动筒可以对电池片两侧进行挤压从而使电池片位于输送装置 中心处输送,防止电池片在检测时发送偏移;
21、(3)通过设置检测机构,通过检测装置可以对进过检测装置的电池片进行检测,通过当电池片检测没有问题后会通过支撑轴移动至下一步骤,如在检测的电池片有瑕疵的情况下,第二电动推杆会带动活动架向下移动,使导向板位于电池片一侧,使输送过程中的电池片可以进入收纳盒内部进行存储,通过拉出收纳盒可以对有瑕疵的电池片进行收集集中处理,之后第二电动推杆会升起使支撑轴与安装架内部的输送装置齐平;
22、(4)通过第一伺服电机运行可以带动第一输送装置运行,以此来对最低部的电池片进行输送,通过设置挡板和第一弹簧可以防止输送过程中有多个电池片滑出,通过设置辊轴可以使电池片输送更为顺畅。
- 还没有人留言评论。精彩留言会获得点赞!