一种铝镁合金线加工收卷装置及其收卷方法与流程
本发明具体涉及收卷装置,具体是一种铝镁合金线加工收卷装置。
背景技术:
1、铝镁合金通常是指以镁为主要添加元素的铝合金,具有密度小、比强度高、散热性能好、弹性模量小、刚性好、长期使用不易变形、抗震力强、抗电磁干扰、电磁屏蔽性好、色泽鲜艳美观、耐腐蚀、能长期保持外观质量、是环保型材料、其废料可以回收利用等优点,广泛用于电子、汽车、航天等领域;铝镁合金线的主要元素是铝,然后再掺入少量的镁增加硬度;铝镁合金线的抗蚀性强,导热性能和强度较为突出;同时镁合金价格便宜,有利于深加工技术的开发。
2、中国专利公告号cn 214399350u一种铝镁合金丝加工用收卷装置,包括底座、第一电机、第二电机和承接辊,所述底座的左侧上方固定连接有第一支撑块,且第一支撑块的内侧转动连接有收卷辊,所述收卷辊的中侧外部缠绕连接有铝镁合金丝本体,且收卷辊的前侧固定安装有第二电机,所述底座的中侧上方固定连接有第二支撑块,且第二支撑块的内侧固定安装有衔接壳,所述衔接壳的内部连接有衔接辊,且衔接辊的前端固定安装有第一电机。
3、上述专利中的收卷装置为传统的收卷方式,在收卷的时候,首先人工缠绕第一道铝镁合金线,待第二道铝镁合金线将第一道铝镁合金线压持后,在自行缠绕,缠绕完毕之后需要人工剪断;每次更换收卷轮的时候就要人工辅助缠绕一圈,极大的降低了收卷效率。
4、为此我们提供一种铝镁合金线加工收卷装置,只需要首次收卷的时候进行一个走丝穿线,后续收卷的过程中只需要更换收卷轮即可,无需人工缠绕第一道线,极大的提高了铝镁合金线收卷的效率。
技术实现思路
1、本发明的目的在于提供一种铝镁合金线加工收卷装置及其收卷方法,从而解决背景技术提出的在收卷的时候,首先人工缠绕第一道铝镁合金线,待第二道铝镁合金线将第一道铝镁合金线压持后,在自行缠绕,缠绕完毕之后需要人工剪断;每次更换收卷轮的时候就要人工辅助缠绕一圈,极大的降低了收卷效率的技术问题。
2、为实现上述目的,本发明提供如下技术方案:
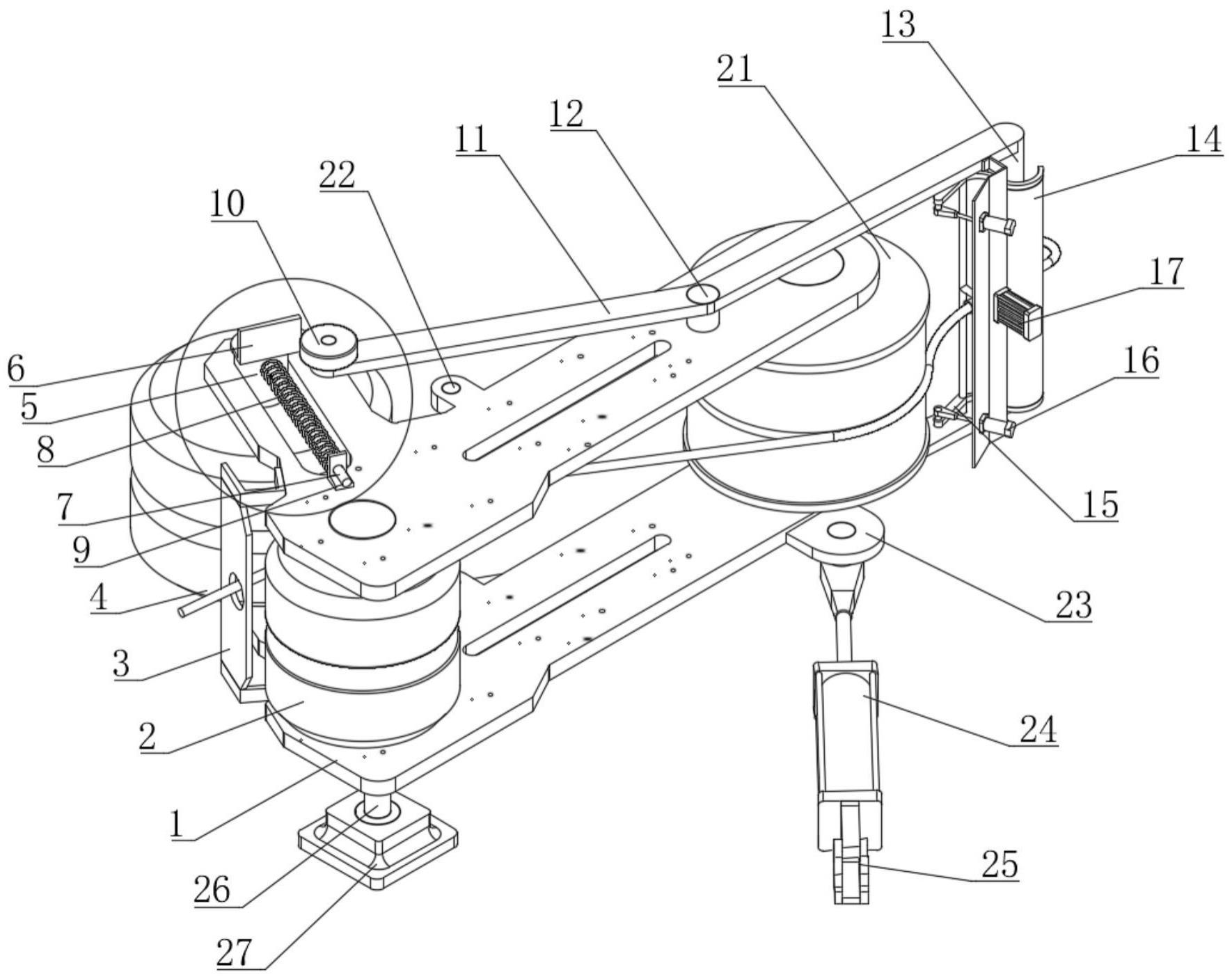
3、一种铝镁合金线加工收卷装置,包括两个呈对称设置的摆动板,两个摆动板之间活动连接有转轮,在转轮的一侧设置有活动轮;所述的活动轮通过轴承与滑动轴旋转连接,且滑动轴的两端滑动连接在摆动板上开设的滑槽内,并在滑动轴的两端通过螺栓固定有l固定板;所述的滑动轴两端沿其轴线垂直焊接有顶杆,该顶杆的另一端与l型固定座上的圆孔滑动连接,并在顶杆上套接有弹簧;
4、所述的l固定板的一侧设置有摆臂;两个所述的摆臂远离l固定板的一端共同连接有过渡杆和固定轴;所述的过渡杆的两端活动连接有摆杆;所述的摆杆的一端焊接有c型架,另一端的内侧焊接有凸起轴,在凸起轴上活动连接有鱼眼关节,该鱼眼关节配合安装在折弯气缸的缸杆上;所述的折弯气缸与支撑架固定连接,该支撑架两端与摆动板通过螺栓固定。
5、作为本发明的进一步技术方案,所述的摆臂与焊接在摆动板外侧的凸轴套接并活动连接,且在摆臂靠近l固定板的一端通过转轴活动连接有辅助轮;摆臂设置有辅助轮的一端的回转半径在l固定板滑移路径上。
6、作为本发明的进一步技术方案,所述的支撑架设有折弯气缸一侧的中间位置还固定安装有剪切气缸,该剪切气缸的缸杆贯穿至支撑架的另一端,并固定安装有裁切刀;所述的裁切刀具有刀刃的一侧设置有裁切模座;所述的裁切模座通过连接柱与固定轴焊接;所述的裁切刀和裁切模座位于过线筒的两侧,该过线筒与连接柱焊接。
7、作为本发明的进一步技术方案,所述的转轮和活动轮腰线位置开设有直径小于铝镁合金线直径的弧形槽;两个所述的摆动板设有转轮的一端通过螺栓连接有穿线板,在穿线板的中间位置开设有便于铝镁合金线穿过的通孔,该通孔与转轮和活动轮外侧开设的弧形槽等高设置。
8、作为本发明的进一步技术方案,两个所述的摆动板之间还旋转连接有中间辊,且在靠近过渡杆的一端活动连接有贴合轮。
9、作为本发明的进一步技术方案,位于下方的一个摆动板的外侧焊接有侧耳,该侧耳通过转轴活动连接有鱼眼关节,且鱼眼关节与调整气缸的缸杆端部配合连接;所述的调整气缸的尾端通过转轴连接有活动连接座。
10、作为本发明的进一步技术方案,设置有侧耳的摆动板底部焊接有旋转轴,该旋转轴位于转轮的下方,并且与带座轴承配合连接。
11、作为本发明的进一步技术方案,所述的活动轮与收卷轮贴合连接;所述的收卷轮自上至下贯穿开设有开口槽。
12、一种铝镁合金线加工收卷装置的收卷方法,包括步骤一,铝镁合金线的穿线,首先将铝镁合金线从穿线板上的通孔处穿入,然后绕过中间辊和贴合轮进入到过线筒中,再从过线筒处穿出,从过渡杆和c型架之间的缝隙处穿过,便实现了铝镁合金线的穿线;
13、步骤二,铝镁合金线端部的打弯,当铝镁合金线从过渡杆和c型架之间的缝隙处穿过后,折弯气缸的缸杆收缩,使得摆杆以固定轴为轴心翻转,设置在摆杆端部的c型架向过渡杆处扣合,从而实现了铝镁合金线的打弯;
14、步骤三,第一道铝镁合金线的缠绕,在收卷的时候,调整气缸的缸杆伸出,此时摆动板以底部的旋转轴为旋转中心开始旋转,率先与收卷轮相抵触的活动轮受挤压后带动滑动轴沿着滑槽压缩弹簧滑动,在滑动的同时l固定板顶着辅助轮带动摆臂向一侧偏转,此时折弯的铝镁合金线端部贴合在收卷轮的外表面,而收卷轮外部开设的开口槽在旋转的时候会钩住铝镁合金线折弯的端部,随着收卷轮的旋转,便可实现铝镁合金线的第一道绕线;
15、步骤四,铝镁合金线的收卷,活动轮与转轮贴合以后,能够对铝镁合金线进行夹紧,在收卷轮旋转的时候,与其摩擦连接的活动轮和转轮同时旋转,实现了对铝镁合金线的输送,继而实现了铝镁合金线的收卷;
16、步骤五,铝镁合金线剪断,收卷轮可与能够上下往复移动的收卷机配合安装,使得收卷轮上下往复动作,以保证收卷的有序性和整齐性;当收卷轮收卷完毕后,调整气缸的缸杆收缩,此时摆动板以底部的旋转轴为旋转中心向外侧旋转,活动轮逐渐与收卷轮分离,此时活动轮与转轮不再对铝镁合金线牵引和拉伸,剪切气缸的缸杆伸出,带动裁切刀在裁切模座的配合下对铝镁合金线剪切,从而完成了铝镁合金线剪断;由于铝镁合金线切断的位置位于过线筒的外侧,因此,只需更换收卷轮即可,无需在对铝镁合金线进行穿线。
17、与现有技术相比,本发明的有益效果是:
18、1.本发明,当铝镁合金线从过渡杆和c型架之间的缝隙处穿过后,折弯气缸的缸杆收缩,使得摆杆以固定轴为轴心翻转,设置在摆杆端部的c型架向过渡杆处扣合,从而实现了铝镁合金线的打弯
19、2.本发明,在收卷的时候,调整气缸的缸杆伸出,此时摆动板以底部的旋转轴为旋转中心开始旋转,率先与收卷轮相抵触的活动轮受挤压后带动滑动轴沿着滑槽压缩弹簧滑动,在滑动的同时l固定板顶着辅助轮带动摆臂向一侧偏转,此时折弯的铝镁合金线端部贴合在收卷轮的外表面,而收卷轮外部开设的开口槽在旋转的时候会钩住铝镁合金线折弯的端部,随着收卷轮的旋转,便可实现铝镁合金线的第一道绕线;
20、3.本发明,剪切气缸的缸杆伸出,带动裁切刀在裁切模座的配合下对铝镁合金线剪切,从而完成了铝镁合金线剪断;由于铝镁合金线切断的位置位于过线筒的外侧,因此,只需更换收卷轮即可,无需在对铝镁合金线进行穿线。
- 还没有人留言评论。精彩留言会获得点赞!