堆垛控制方法、装置、终端设备以及存储介质与流程
本技术属于板材堆垛,尤其涉及堆垛控制方法、装置、终端设备以及存储介质。
背景技术:
1、热轧钢卷在使用之前,需要将其切成一块一块的钢板,以便于进一步加工和使用。横切生产线,是指热轧钢卷在进行冷却以及矫平后,按指定尺寸,横切成若干块钢板,并成垛包装的生产流水线。
2、在以往的横切生产线中,一般横切线设计的切割尺寸较长,便于客户购买后对钢材进行按需加工成所需的尺寸。随着钢材市场竞争越发激烈,为满足客户对于横切短板的需求,部分厂家在对钢板进行切割时,就根据客户的需求将钢卷加工成短板。但与横切生产线相对应的堆垛生产线仍为长板生产线,钢板切割完成后,在对短板进行堆垛时,堆垛机一定时间内能够堆垛的钢板数量不变,导致堆垛机的效率不高,生产线节奏减慢,产能下降。对于其他类似的板材加工生产线而言,这一问题同样存在。
3、因此,需要提出一种能够提高堆垛效率的堆垛方法,以提高板材加工生产线产能。
技术实现思路
1、本技术实施例提供了堆垛控制方法及装置,可以解决在对板材进行堆垛时,堆垛效率较低的问题。
2、第一方面,本技术实施例提供了一种堆垛控制方法,包括:
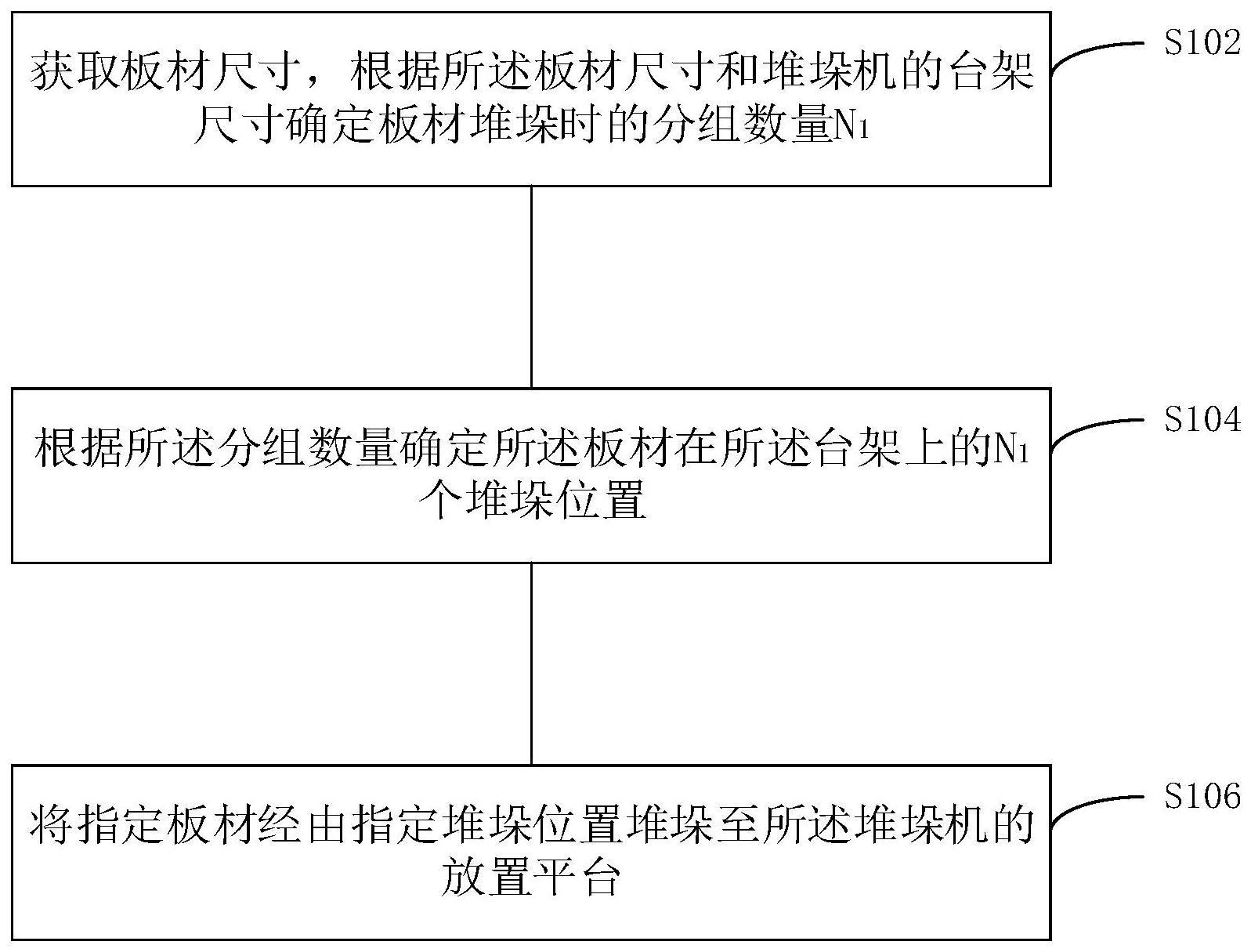
3、获取板材尺寸,根据所述板材尺寸和堆垛机的台架尺寸确定板材堆垛时的分组数量n1;其中,n1为正整数,且n1小于lb/la,la和lb分别为所述板材和所述台架在第一方向上的尺寸,所述第一方向为所述台架的长度方向;
4、根据所述分组数量确定所述板材在所述台架上的n1个堆垛位置;
5、将指定板材经由指定堆垛位置堆垛至所述堆垛机的放置平台。
6、上述方法通过根据板材的尺寸信息以及堆垛机的台架尺寸对堆垛位置进行分组,使在进行分组时,能够根据板材的具体尺寸,确定分组数量,并根据分组数量对板材进行分组堆垛,解决了因为板材加工尺寸导致需要堆垛的板材数量增多,进而导致堆垛的速度无法满足板材加工速度的问题。同时,由于分组的数量是根据板材的尺寸和堆垛机台架的尺寸确定的,因此,本方法能够适应不同尺寸的加工要求,即使板材的尺寸发生改变,也可以根据本方法在确定分组数量后,确定堆垛位置,进行分组堆垛,使本方法能够适应于不同的生产加工要求。
7、在第一方面的一种可能的实现方式中,所述板材通过传送装置传送至所述堆垛位置;所述传送装置设置在所述台架上,且所述传送装置和所述放置平台沿重力方向依次设置;
8、所述将指定板材经由指定堆垛位置堆垛至所述堆垛机的放置平台的步骤包括:
9、确定传送状态下的所述传送装置移动所述指定板材至所述指定堆垛位置,则将所述指定堆垛位置处的所述传送装置切换为开放状态;
10、其中,传送状态下的所述传送装置用于沿所述第一方向传送所述板材,开放状态的所述传送装置用于提供放置通道,所述放置通道为允许所述板材通过的自所述堆垛位置至所述放置平台的通道。
11、上述方法通过采用具有传送状态和开放状态两种状态的传送装置,在对板材进行传送的同时对板材进行堆垛。通过将传送装置转化为开放状态,进而提供放置装置,使得板材在传送装置上到达指定位置时,可以直接由传送状态转化为开放状态,将板材进行堆垛,便于直接根据堆垛位置进行分组堆垛。
12、在第一方面的一种可能的实现方式中,所述板材通过吸附装置移动至所述放置平台;
13、所述将指定板材经由指定堆垛位置堆垛至所述堆垛机的放置平台的步骤包括:
14、通过吸附装置吸附位于所述指定堆垛位置的所述指定板材,并移动至所述放置平台。
15、以往在通过传送装置对板材进行下料堆垛时,需要借助挡板进行拦截,而在挡板对板材进行拦截时,板材和挡板会发生碰撞,导致板材变形。上述方法在以往的堆垛机上增加吸附装置,通过吸附装置将板材直接转移到放置平台,无需设置挡板,避免了挡板和板材发生碰撞,导致板材变形的问题。同时,通过吸附装置将板材转移至放置平台上,可以将板材更准确地放置到所述放置平台进行堆垛。
16、在第一方面的一种可能的实现方式中,所述通过吸附装置吸附位于所述指定堆垛位置的所述指定板材的步骤前,还包括:
17、通过吸附装置吸附处于运动状态的所述指定板材,并控制吸附有所述指定板材的所述吸附装置减速运行,以使到达所述指定堆垛位置处的所述指定板材速度为零。
18、上述方法通过吸附装置将所述板材放置到放置平台,并控制吸附装置减速运行,解决了以往的堆垛时利用传送装置,对板材进行堆垛时,由于板材在传送装置上运行,具有一定初速度,需要靠压盘、挡板等减速装置对板材进行减速,而在通过压盘减速的过程中,由于压盘对板材施加一定的压力,板材和传送装置之间摩擦力增大,导致板材表面容易出现划痕的问题,或者,在通过挡板对板材进行减速时,板材和挡板发生撞击,导致板材发生变形的问题。
19、在第一方面的一种可能的实现方式中,所述放置平台为可升降平台;所述将指定板材经由指定堆垛位置堆垛至所述堆垛机的放置平台的步骤后,还包括:
20、在放置平面高度约束下,根据所述指定板材的厚度和/或质量,调整所述放置平台的高度;
21、其中,所述放置平面高度约束是指所述放置平面的高度坐标保持预设值,所述放置平面是指所述放置平台上堆垛的所述板材的最高平面。
22、上述方法通过调整放置平台高度,减少板材在经所述堆垛位置堆垛至放置平台时,重力的冲击,减少板材在重力作用下造成的变形等情况。同时,在放置平面高度约束下,根据指定板材的厚度和/或质量调整放置平台的高度,使得在对放置平台的高度进行调整时,能够更为准确地确定放置平台调整高度,使板材在进行下落时,重力冲击尽可能地缩小,同时根据厚度和质量进行调整,避免放置平台超重,或者调整得不准确。
23、在第一方面的一种可能的实现方式中,所述根据所述板材尺寸和堆垛机的台架尺寸确定板材堆垛时的分组数量n1的步骤后包括:
24、根据所述放置平台的可升降距离l以及所述板材在第二方向上的尺寸lc确定单组预设堆垛数量n2,n2为正整数,n2小于l/lc,所述第二方向为所述放置平台的升降方向,所述单组预设堆垛数量为所述放置平台上对应于所述堆垛位置的每组板材的预设堆垛数量;或,
25、根据所述放置平台的载重、所述指定板材的质量、以及所述分组数量n1确定所述单组预设堆垛数量n2。
26、上述方法通过根据放置平台的可升降空间以及板材的厚度确定放置平台上,每组板材的可堆垛数量,使得板材能够在满足升降的基础上,尽可能多的堆垛板材。根据板材的的载重,以及板材的质量以及分组数量确定板材的堆垛数量,能够在尽可能多的堆垛板材的同时,防止放置平台超载,造成危险或者事故。
27、在第一方面的一种可能的实现方式中,将指定板材经由指定堆垛位置堆垛至所述堆垛机的放置平台的步骤后还包括:
28、确定所述放置平台上n1组板材的已堆垛数量均等于n2,将所述放置平台上的板材移出,或者,移动所述放置平台至指定位置。
29、上述方法通过确定放置平台上单组板材数量已经达到单组预设堆垛数量后,将所述板材移出,进行下一次堆垛,使板材的堆垛过程具有持续性,避免板材堆垛后,移开不及时导致板材的堆垛效率下降。
30、第二方面,本技术实施例提供了一种堆垛控制装置,包括:
31、分组模块,用于获取板材尺寸,根据所述板材尺寸和堆垛机的台架尺寸确定板材堆垛时的分组数量n1;其中,n1为正整数,且n1小于lb/la,la和lb分别为所述板材和所述台架在第一方向上的尺寸,所述第一方向为所述台架的长度方向;
32、堆垛位置确定模块,用于根据所述分组数量确定所述板材在所述台架上的n1个堆垛位置;
33、放置模块,用于将指定板材经由指定堆垛位置堆垛至所述堆垛机的放置平台。
34、第三方面,本技术实施例提供了一种终端设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述第一方面中任一项所述的堆垛控制方法。
35、第四方面,本技术实施例提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述第一方面中任一项所述的堆垛控制方法。
36、第五方面,本技术实施例提供了一种计算机程序产品,当计算机程序产品在终端设备上运行时,使得终端设备执行上述第一方面中任一项所述的堆垛控制方法。
37、可以理解的是,上述第二方面至第五方面的有益效果可以参见上述第一方面中的相关描述,在此不再赘述。
- 还没有人留言评论。精彩留言会获得点赞!