用于形成容器群的装置和方法与流程
本发明涉及一种用于在输送区域、特别是在灌装设备中形成容器群的装置以及一种用于操作这种装置的方法。
背景技术:
1、灌装设备用于将液体灌装到容器中,并对其进行分组和包装,以进行后续销售。在这种灌装设备中,会出现这样的情况,即单轨道流入的容器必须被分配到两个或多个轨道上,以进行进一步处理。在这样做时,既不能降低生产线的生产能力,又要保证容器的安全处理。在其他应用中,必须使容器群横向相对于输送方向移动到缓冲台上。这也应该尽可能地在不降低效率的前提下进行。
2、分配装置在现有技术中是已知的。de 202 00 794u1公开了一种将容器从单排进料输送机分配到多排出料输送机的装置。该装置使用制动元件,使随后的容器流相对于前面的容器流减速。由此在容器流中形成了受控间隙,从而可以切换卸料输送机的转辙元件。然而,在减速过程中,容器可能会发生动压损失。
3、fr 15 56106公开了另一种技术解决方案,它公开了一种在输送带的连续工位之间提供接收面的装置。在fr 15 56106中,通过缓冲输送装置,可以在整个过程中保持容器流的紧凑性。由于容器在任何时候都不会因为减速而在容器群之间形成间隙,因此可以防止动压损失的发生。相反,提供了缓冲面,在保持容器流的紧凑性的同时对其进行装载,而流出输送带上的容器则被横向推到接收面上。
技术实现思路
1、根据de 202 00 794u1的分配装置,本发明的任务是构造一种分配装置,该分配装置可以将容器群分配到多个轨道,其中尽管形成间隙,但容器上的动压却降低。
2、根据本发明,本发明的任务通过一种根据权利要求1所述的用于在输送区域、特别是在灌装设备中从连续的容器流形成具有预定的容器数量的容器群的装置得以解决。该装置包括用于接收容器流的流入输送带,该流入输送带能够以第一速度驱动;流出输送带,该流出输送带能够以大于第一速度的第二速度驱动;在该流入输送带与该流出输送带之间连接的输送带,该输送带被构造为能够暂时以至少第二速度驱动;以及驱动工位,用于使一个或多个分隔元件被运入容器流中。
3、其中驱动工位被构造为,为了在预定的容器数量流入后形成容器群,使分隔元件在流入输送带区域中被运入容器流中,并且在容器流中跟随的容器前方移动。只要后续的容器群还没有完全被运入到输送带上,被运入输送带区域中的分隔元件的速度就被控制为不超过第一速度,特别是比第一速度低最多2%的速度。
4、利用本发明,可以在不改变生产节拍的情况下,通过速度差在两批容器群之间产生间隙,这样即使输送带在下面以较快的速度运行,也可以通过分隔元件将容器群保持在较低的速度。同时,分隔元件还能稳定后续的容器群。
5、如果分隔元件的运行速度低于第一速度,则容器群可以保持在一起,因为容器会被输送带的略微超速推向分隔元件,而不会对容器产生任何明显的动压。与现有技术相比,容器群的速度不会减慢,而是始终至少以分隔元件的速度运行,分隔元件的速度优选地与系统其他工位确定的机器总功率一致。
6、如果分隔元件的运行速度低于第一速度v1,则意味着以第一速度v1运行的输送带(例如流入输送带)的运行速度略高于机器总功率的速度。
7、生产节拍可以理解为两个直接连续的容器群的第一个容器之间的持续时间。在该装置中,无论两个连续的容器群之间是否存在间隙,生产节拍都保持不变。例如,如上文所述,可选地,为了能够在随后的工位中使容器群横向于容器的输送方向移动,而无需停止随后的容器流,就需要这个间隙。
8、在一个实施方式中,驱动工位可以被构造为,当分隔元件之后的容器群完全被运入到输送带上时,特别是分隔元件之后的容器群一完全被运入到输送带,就使被运入到输送带上的分隔元件的速度加速到第二速度。
9、通过仅在容器群完全被运入到输送带上时提供超速,而后面的分隔元件和后面的容器流仍以较慢的速度运行,可以形成间隙,由于容器群中的所有容器同时加速,整个容器群仍保持在一起。
10、在一个实施方式中,输送带可以被构造为,当分隔元件加速到第二速度时,输送带至少始终以第二速度或比第二速度最多高出2%的速度驱动。此外,输送带可被构造为与分隔元件同时加速,或在分隔元件之前以相同的加速度曲线加速,例如最多只比分隔元件早1/10秒。在这种情况下,可确保容器群与加速的分隔元件一起加速,从而保持在一起。如果控制输送带的速度,使其大于分隔元件加速到第二速度时的第二速度,则当分隔元件以第二速度运行时,容器群也可在输送带区域内保持在一起。
11、然后,输送带的略微超速继续将容器推向分隔元件,而不会对容器产生任何明显的动压。
12、在一个实施方式中,装置具有用于产生单排、无间距的容器流的至少一个装置,特别是设置在流入输送带的上游之前或其上的传动带工位和/或一个或多个拆卸步骤。通过这种装置,可以以节省空间的方式消除容器流中存在的间距,可选地还可以向间距移动。
13、在一个实施方案中,流入输送带可包括至少一个装置,特别是一个传动带工位,用于在容器流中形成间隙,以在两个容器之间运入分隔元件。这样可以防止分隔元件进入到在两个容器之间时发生撞击、过度动压或其他损坏。该装置还可被构造为在分隔元件进入后由传动带工位再封闭间隙。
14、在另一个实施方案中,输送带可以包括多个、特别是至少三个连续的带段,其中每个带段可以介于第一速度和至少第二速度之间的速度驱动。带段顺序可以更精确地控制输送带各段的速度曲线。
15、在另一个实施方案中,多个带段中的每个带段可以被构造成,当容器群完全离开相关带段时,特别是容器群一完全离开相关带段,就使带段从至少第二速度减速到第一速度。通过这种方式控制带段,可以限制施加在由分隔元件制动的容器群上的动压。
16、在另一个实施方案中,驱动工位(a)被构造成,使第二速度比第一速度大不超过20%,优选地不超过10%。这样可以进一步限制分隔元件上的动压,并仍能达到所需的间隙尺寸。由于超速相对较低,如果需要将容器群制动到静止状态以横向移动,则不必对其进行过多的制动。
17、在另一个实施方案中,驱动工位可以被构造成,使被运入的分隔元件在流出输送带区域从容器流中被运出。此外,驱动工位还可以被构造成具有封闭的轨道曲线,这样分隔元件就可以在流入输送带的水平面再次被运入。
18、在另一实施方案中,驱动工位被构造成,使在小于容器群的预定容器数量的第二预定容器数量流入之后,每个容器群有至少一个另外的分隔元件被运入容器流中。容器群中的附加分隔元件可以进一步降低容器和前面的分隔元件上的动压。
19、在一个实施方案中,驱动工位可包括线性电机系统,特别是长定子线性电机系统,用于驱动每个分隔元件。这样就能对单个分隔元件进行精确而高效的控制。
20、此外,本发明还包括一种用于在输送区域、特别是在灌装设备中从连续的容器流形成具有预定的容器数量的容器群的方法,包括这些步骤:
21、a)使单排、特别是无间隔的容器流流入以第一速度驱动的流入输送带上,
22、b)在预定容器数量流入形成容器群后,使分隔元件被运入容器流中,其中分隔元件以不超过第一速度,特别是以比第一速度低最多2%的速度驱动,
23、c)使分隔元件和容器群中的后续容器流入到输送带上,输送带至少暂时以大于第一速度的第二速度驱动,其中分隔元件继续以不超过第一速度,特别是以比第一速度低最多2%的速度驱动,
24、d)当整个容器群流入到输送带上时,特别是整个容器群一流入到输送带,就使分隔元件加速到第二速度。
25、分隔元件的移动速度优选地与其他工位规定的机器功率所需的速度一致。
26、这种方法可以实现上述本发明的优点。特别是,这种方法也可以通过使用根据上述实施方式的装置来实现。
27、下面参照附图,通过有利的设计方案对本发明进行更详细的说明。在此所示的有利的改进方案或设计方案彼此独立,可根据应用中的需要任意地相互组合。
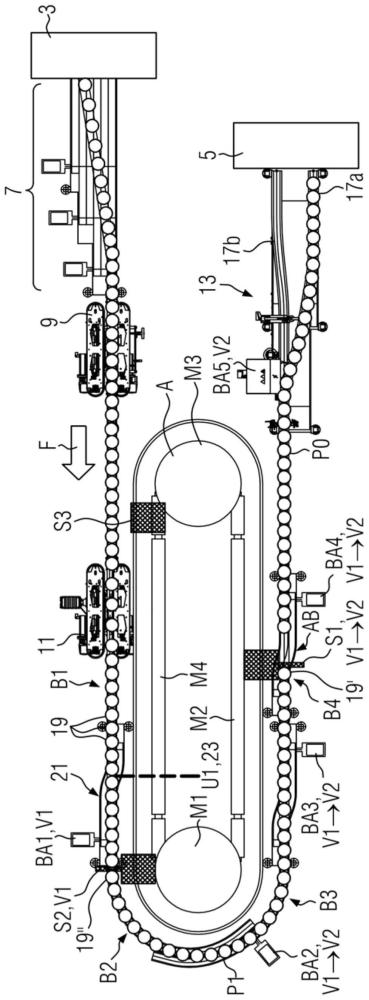
28、图1示出了根据本发明的设计方案的装置的俯视图。
29、图2a示出了根据本发明的用于形成容器群的方法的第一状态下的图1的装置的俯视图。
30、图2b示出了该方法的第二状态下的图1的俯视图。
31、图2c示出了该方法的第三状态下的图1的俯视图。
32、图2d示出了该方法的第四状态下的图1的俯视图。
33、图2e示出了该方法的第五状态下的图1的俯视图。
34、图2f示出了该方法的第六状态下的图1的俯视图。
35、图中相同的附图标记指的是本发明的相同元件。图中所示仅为本发明的示意图,不应对尺寸或比例作任何限制性解释。
36、图1示出了根据本发明的设计方案的用于形成容器群的装置1。例如,装置1可以位于灌装设备的输送区域。装置1位于上游容器工位3(例如瓶子检查设备或容器灌装机或贴标机)与下游容器工位5(例如缓冲工位或包装设备)之间。
37、从图1中可以看出,装置1包括流入输送带b1、输送带t和流出输送带b5。在本实施例中,输送带t包括三个连续的带段b2、b3和b4,当然也可以使用更多或更少的带段。因此,容器流中的容器可以沿着输送方向f从流入输送带b1流入到输送带t的带段b2、b3和b4上,然后再从那里到达流出输送带b5上。在本实施例中,流入输送带b1、流出输送带b5和带段b2至b4是连续的、无终端的输送带,其适用于输送容器,例如直立瓶子。然而,也可以使用其他类型的输送带。
38、两条连续的输送带之间的过渡段,即b1至b2、b2至b3、b3至b4和b4至b5这四个过渡段被设计成,两条连续的输送带的各末端重叠并排,即横向于输送方向f设置。例如,在带段b2与b3之间的过渡段,第一带段b2的末端区域b2a与第二带段的末端区域b3a重叠。例如,在重叠区域,可借助各导轨g1、g2、g3、g4使容器从一条输送带移动至另一条输送带。图1中标出了各过渡点u1、u2、u3、u4。
39、流入输送带b1、流出输送带b5和带段b2至b4分别由各自的输送带驱动装置ba1-ba5(例如电机)驱动。输送带的速度分别可以相互独立地控制或调节。速度可由中央控制单元控制或调节。
40、在本实施方式中,输送带驱动装置ba1的流入输送带b1被构造为以恒定速度v1驱动,该速度优选地被设定为不会降低整个系统的性能。流出输送带b5被设计为由输送带驱动装置ba5持续驱动达到第二速度v2,其中v2大于v1。优选地,速度差相对较小,最多20%,优选是10%,可选地,以使容器上的动压保持在较低水平。输送带驱动装置ba2、ba3和ba4被设计为,使带段b2至b4的速度介于第一输送带速度v1和至少第二输送带速度v1之间。
41、装置1还包括驱动工位a,其具有至少一个(本例中为三个)分隔元件s1、s2和s3,这些分隔元件例如呈桨叶状。分隔元件的数量可根据所需的特性(如容器群长度、轨道长度等)任意选择。
42、驱动工位a被设计为,使分隔元件s1-s3可以被运入到容器流中,其中被运入容器流的分隔元件s1-s3可以与容器流一起沿着由流入输送带b1、输送带t和流出输送带b5组成的容器轨道移动。然后,分隔元件移回流入输送带b1。
43、驱动工位a包括封闭的分隔元件轨道a1,沿着该轨道分隔元件s1、s2、s3被驱动。分隔元件轨道a1的形状与容器轨道的布置一致,由此分隔元件s1、s2、s3就能受控地进出容器流,并随容器流移动。在本实施方式中,布置为u形。
44、在其他实施方式中,容器轨道的布置也可以是圆弧形或带倒圆角的多边形。然后相应地形成分隔元件轨道a1。
45、在本实施方式中,驱动工位a1包括四个驱动装置m1、m2、m3、m4,尤其是电机装置,用于驱动分隔元件s1-s3。特别地,装置m2和m4在分隔元件轨道a1与流入输送带b1和流出输送带平行的直线路段上驱动分隔元件s1-s3。装置m1和m3为半圆形,连接两个直线路段。驱动工位被设计为,至多一个分隔元件s1、s2和s3分别位于四条轨道的其中一条轨道上。因此,分隔元件s1、s2、s3的速度可以相互独立地控制或调节。分隔元件被设计为,可以介于第一速度v1和第二速度v2之间的速度驱动这些分隔元件。
46、在替代性的实施方式中,驱动工位a1可以包括线性电机系统,用于沿整个分隔元件轨道a1驱动分隔元件s1-s3。在这种情况下,每个分隔元件都有相应的梭子,可以独立于定子上的其他梭子以可控或可调节的方式移动。由于线性电机系统只能为单个分隔元件s1-s3提供有限的制动功率,因此在这种系统中,容器群中需要使用更多的分隔元件,特别是每个容器需要一个分隔元件。
47、驱动工位a被设计为用于使分隔元件s1-s3被运入流入输送带b1区域的容器流中。驱动工位a进一步被设计为使分隔元件s1-s3可以从流出输送带b5区域的容器流中被运出。关于分隔元件s1-s3的运入和运出,可参考图2a至图2f所描述的方法进行详细说明。
48、根据一种变体,装置1可具有拆卸步骤装置7和/或第一传动带工位9和/或第二传动带工位11。
49、拆卸步骤装置7用于制动容器,从而可以减小容器之间的间距或距离,这在现有技术中是已知的。第一传动带工位9可用于通过进一步使容器流减速来封闭较大的间隙。例如,当瓶子检查装置分拣出有问题的容器时,就会出现这样的间隙。因此,借助拆卸步骤装置7和传动带工位9,就可以实现无间距的容器流,容器可以一个贴着一个地站立。
50、第二传动带工位11可以固定在流入输送带b1上。第二传动带工位11的作用是在无间距的容器流中提供间隙,从而简化分隔元件s1进入容器流的过程。通过第二传动带工位11后,容器和被运入的分隔元件再次一个贴着一个。
51、传动带工位9和11可以实现容器流的动态制动(也称为斜坡),不受容器特性的影响,并吸收动压。
52、根据另一种变体,装置1还可以具有转辙布置13,以便能够将在单轨上移动的容器分配到两条轨道上。转辙布置13连接在流出输送带b5的下游,以使容器群可以通过两条输送轨道17a、17b进入下游容器工位5。转辙布置13包括转辙元件15,其可以在两条输送轨道17a和17b之间切换。
53、下面参照图2a至图2e借助根据图1的装置1描述根据本发明的用于形成具有预定的容器数量的容器群的方法。图2a示出了用于形成容器群的方法的第一状态下的图1的装置的俯视图。
54、此外,如下文所述,传感器可设置在沿输送带的不同位置,以对经过的容器进行计数。例如,可在拆卸步骤装置7的区域安装传感器,以能够监测填充液位。另一传感器可以被设置在第一输送带工位9的区域,以能够对容器进行计数,并使分隔元件与容器流同步。此外,另一传感器可以被设置在第二输送带工位的区域,以能够对容器进行计数,并与过程同步。另一传感器可以被设置在从流入输送带b1到第一带段b2的过渡段。在此,可以对容器的数量进行计数,或者对被运入的分隔元件进行识别,以确定一批容器群是否已完全进入输送带t,然后相应地调节速度。
55、从图2a可看出,装置1的容器轨道上有连续的容器19流,形成容器流21。
56、容器19从上游容器工位3出发,沿输送方向f在连续的容器流21中被送到装置1的流入输送带b1上。容器流21中的间隔距离和缺陷点由拆卸步骤装置7和第一传动带工位9消除。
57、如图1所示,在本实施例中,驱动工位a使用三个分隔元件s1、s2和s3。在图2a中,分隔元件s1和s2在容器流21中处于被运入的状态,而分隔元件s3相对于容器流21处于被运出的状态。
58、流入输送带b1和流出输送带b5由各自的输送带驱动装置ba1、ba5以恒定的速度v1、v2驱动,其中v2可高达20%,特别是比v1大10%。
59、分隔元件s1通过驱动工位a被运入到容器群p1的前面,即直接被运入到容器群p1的第一容器19'的前面。由于容器群p1的最后的容器19”在输送方向f上通过了流入输送带b1和输送带t或第一带段b2的起始部分之间的过渡点u1,因此分隔元件s1之后的容器群p1完全位于输送带t上,或完全位于带段b2、b3和b4上。
60、可以在过渡点u1上使用传感器23来检测输送带t上容器群p1的完整程度。例如,可以是对通过的容器19进行计数的计数器,也可以是识别分隔元件的识别装置。可以沿容器群轨道设置其他传感器,用于支持或控制。
61、当容器群p1完全通过过渡点u1且流入到输送带t上时,输送带t同时从v1加速到v2,特别是通过控制单元由相应的带段b2、b3、b4的输送带驱动ba2、ba3、ba4加速。同时或稍有延迟(例如0.1秒),分隔元件s1也从v1加速到v2。输送带t和分隔元件s1以相同的加速度曲线加速。
62、在替代性的实施方案中,分隔元件s1的输出速度v1可以比第一速度v1低2%的速度运行。例如,可以0.98倍v1的速度驱动分隔元件s1。由于容器被移动较快的输送带压靠在分隔元件上,因此可以提高后续的、无间距的容器群p1的稳定性。然而,分隔元件s1的移动速度与其他工位、特别是工位3或5规定的机器功率相对应,因此流入输送带b1的运行速度会更快一些。此外,带段b2、b3、b4可以加速到比第二速度v2更大的速度,特别是比第二速度最多大2%的速度,以在分隔元件s1加速后立即使容器群保持稳定闭合。
63、在分隔元件s2之后的容器流21进入输送带t,但在图2a中,过渡点u1尚未通过装满预定的容器数量的下一批容器群。根据本发明,分隔元件s2以v1的速度移动,并且由此尽管带段b2、b3和b4被加速,但仍然保持容器流21无间隔。
64、如前所述的分隔元件s1,在替代性的实施方案中,分隔元件s2也可以比速度v1低2%的速度驱动。例如,分隔元件s2可以0.98倍v2(0.98*v2)的速度驱动。由此还可以确保后续的、无间隔的容器流21的稳定性。
65、图2a进一步示出了,容器群p0以预定的距离ab在容器群p1的前面。容器群p0已经离开输送带t,特别是在输送方向f上的最后的带段b4,因此它位于流出输送带b5和转辙布置13的输送轨道17a上。因此,容器群p0以v2的速度向下游容器工位5的方向输送。速度v2通常比速度v1大达到20%,特别是10%。
66、在一个实施例中,预定的距离ab可以是0.4米,具有预定的容器数量的容器群长度可以是5.5米。因此,两个分隔元件s1-s3之间的距离必须从5.5米增加到5.9米,即增加约7.3%。为了能够产生这样的间隙,速度v2相对于第一速度v1略有增加,例如增加10%。两个连续的容器群(此处为p0和p1)之间的速度增加必须保持在5.9米的距离内,这样容器群的生产节拍,例如在后续的工位5中横向移动容器群的生产节拍才会保持不变,并且可以产生0.4米的间隙。由此还可以防止容器群在进入后续的工位5之前堆积。
67、在第二传动带工位11的区域中可以看到,连续的容器在短时间内被拉开,但随后又再次一个接一个地移动。下面将结合图2d进行详细说明。第三分隔元件s3尚未被运入容器流中。
68、在图2b所示的状态下,输送带t的带段b2、b3、b4都以上述速度v2或可选地略微更快的速度运行。分隔元件s2继续以v1或可选地略微更低的速度移动,从而使容器流21与前面的容器群p1(其分隔元件s1以v2或可选地略微更低的速度运行)相比保持不变,这样就在容器群p1或容器群最后的容器19”与分隔元件s2和后续的容器流21之间形成了间隙l。
69、同时,容器群p1的起始部分从输送带t,特别是从输送方向f上的第三带段,即最后带段b4,流入到流出输送带b5上。
70、在容器群p1前面的容器群p0以v2离开输送轨道17a,可选地就要流入下游的容器工位5。
71、此外,尚未进入容器流21的分隔元件s3沿着分隔元件轨道a1进入传动带工位11的区域中。
72、在图2c所示的下一个状态中,分隔元件s1已从流出输送带b5区域的容器流中移出,并且在流入输送带b1的方向上返回移动,以为下一次进入做好准备。由于容器群p1的最后一个容器19”已通过流入输送带b1与带段b2之间的过渡点u2,因此容器群p1已离开输送带t的第一带段b2。
73、由此带段b2就可以从v2或可选地略微更大的速度减速回到v1。这样就可以减小以v1或可选地略微更低的速度移动的分隔元件s2的动压以及分隔元件s2之后的容器流21中的容器的动压。带段b3和b4继续以v2或可选地为了容器群的稳定的略微更大的速度运行。分隔元件s1继续以v2移动,从而增大了间隙l。此外,容器群p0的末端接近流出输送带b5的末端和转辙元件15。
74、在图2d所示的下一个状态中,容器群p1的起始部分到达转辙布置19。
75、如上所述,容器群p1与容器群p0之间产生的容器群距离ab取决于速度差v2和v1以及两个分隔元件之间保持速度差的时间间隔长度或距离。对此,加速度曲线也可以考虑在内。因此,容器群距离ab就可以达到所需的数值,该数值例如足以使已制动到静止状态的容器群横向于运输方向向下游移动,而无需制动后续的容器群。
76、从图2d还可以看出,在预定的容器数量流入到流入输送带b1后,最后被运出的分隔元件s3流入到容器流21中由传动带工位11引起的两个容器19”'和19””之间的间隙。为此,另一传感器24可以计数流入的容器19的数量。由此就形成了紧随容器群p1的容器群p2。
77、图2e示出了后续的状态,在该状态下,容器群p0完全流入输送轨道17a,在转辙元件15切换后,容器群p1流入到转辙布置13的第二输送轨道17b上。在图2e的状态中,容器群p1已完全离开输送带t的中间带段b3,其中容器群p1的容器19”已通过输送带b3和b4之间的过渡点u3。因此,带段b3被制动回到v1,就像之前的带段b2一样(见图2c),以降低容器和继续以v1或可选地略微更低的速度移动的分隔元件s2的动压。而部分容器群p1位于其上的带段b4继续以v2或可选地略微更高的速度运行。
78、如上所述,分隔元件s3以v1或可选地略微更低的速度直接在容器群p2的后面而在容器流21的前面一起移动,并且仍位于流入输送带b1的区域内。
79、在图2f所示的状态下,容器群p1的最后的容器19”已通过位于输送带b4与b5之间的输送带t的最后的过渡点u4。因此,容器群p1已完全通过输送带t。因此带段b4也可以从v2或可选地略微更大的速度减速回到v1。分隔元件s2继续以v1或可选地略微更低的速度移动。然而,容器群p2刚刚完全到达输送带t上,或与最后的容器19”'一起刚刚通过转运点u1到达仍以v1运行的带段b2上。
80、第一容器群p0不可见。例如,它可能已在工位5中制动,并放置在横向于行进方向的缓冲面上。制动不会影响第二容器群p1的流入,因为该第二容器群在第二输送轨道17b上移动。
81、然后根据图2a至图2f所示的状态,后续的容器群p2的过程从头开始进行。
82、装置1形成容器群p0、p1、p2,这些容器群以预定的容器群距离ab相互分隔。因此,容器群p0、p1、p2可以以节省空间、精确和安全的方式提供或分配到具有低动压的多个轨道。
83、附图标记
84、1装置
85、3上游容器工位
86、5下游容器工位
87、7拆卸步骤装置
88、9第一传动带工位
89、11第二传动带工位
90、13转辙布置
91、15转辙元件
92、17a、17b转辙布置的输送轨道
93、19、19'、19”、19”'、19””容器
94、21下游容器流
95、23传感器
96、24另外的传感器
97、a驱动工位
98、a1分隔元件轨道
99、ab容器群距离
100、b1流入输送带
101、b2输送带的第一带段
102、b2输送带的第二带段
103、b2输送带的第三带段
104、b5流出输送带
105、b2a、b3a输送带末端区域
106、ba1、ba2、ba3、ba4、ba5输送带驱动装置
107、f输送方向
108、g1、g2、g3、g4导轨
109、l间隙
110、m1、m2、m3、m4驱动装置
111、p0、p1、p2容器群
112、s1、s2、s3分隔元件
113、t输送带
114、u u1、u2、u3、u4输送带之间的过渡点
115、v1第一速度
116、v2第二速度
- 还没有人留言评论。精彩留言会获得点赞!