一种工艺贮柜出料体积流量的控制方法及控制装置与流程
本发明属于烟草制丝的,具体地说,涉及一种工艺贮柜出料体积流量的控制方法及控制装置。
背景技术:
1、工艺贮柜是卷烟厂的一种用来贮存烟丝的设备,工艺贮柜作为一个存储单元,一般由柜体、底带、出料耙辊等部分组成,为后续加工工序提供充足的烟叶或烟丝,是精细加工工序的前端工艺单元,对于整个产线的生产有着极为重要的作用。
2、在现有生产控制中,有的工艺贮柜按照光电管检测到有物料就给一个固定速度出料,但是出料流量是多少并不知道,并且由于工艺贮柜的结构特点,使得工艺贮柜内存储的物料厚度高低不同,尤其是在柜头和柜尾的区域,固定速度就会导致工艺贮柜的出料流量不稳定,可能出现高于后续流量需求或低于后续流量需求的情况,不能满足后续加工工序的流量需求,从而使加工精度不能满足工艺指标,严重影响产品质量。
3、同时,为确保流量的充足供应,人工设定的底带频率通常要远大于最佳频率,无法实现整线上各环节物料流量的最佳匹配。
4、有鉴于此特提出本发明。
技术实现思路
1、本发明要解决的技术问题在于克服现有技术的不足,提供一种工艺贮柜出料体积流量的控制方法,利用散体流量计获取公共输送带上烟草物料的实际体积流量,能够得到真实的、精确度较高的体积流量数值,并根据公共输送带上烟草物料的实际体积流量对公共输送带的传送频率进行校正,得到公共输送带的实时传送频率,再根据工艺贮柜内烟草物料的实时厚度、标准厚度,公共输送带的实时传送频率、标准传送频率,工艺贮柜的底带的标准传送频率计算得到工艺贮柜的底带的实时传送频率,通过前馈加反馈的控制方式,调整公共输送带与工艺贮柜的底带的频率,实现工艺贮柜出料体积流量的可调可控。
2、为解决上述技术问题,本发明采用技术方案的基本构思是:一种工艺贮柜出料体积流量的控制方法,包括:
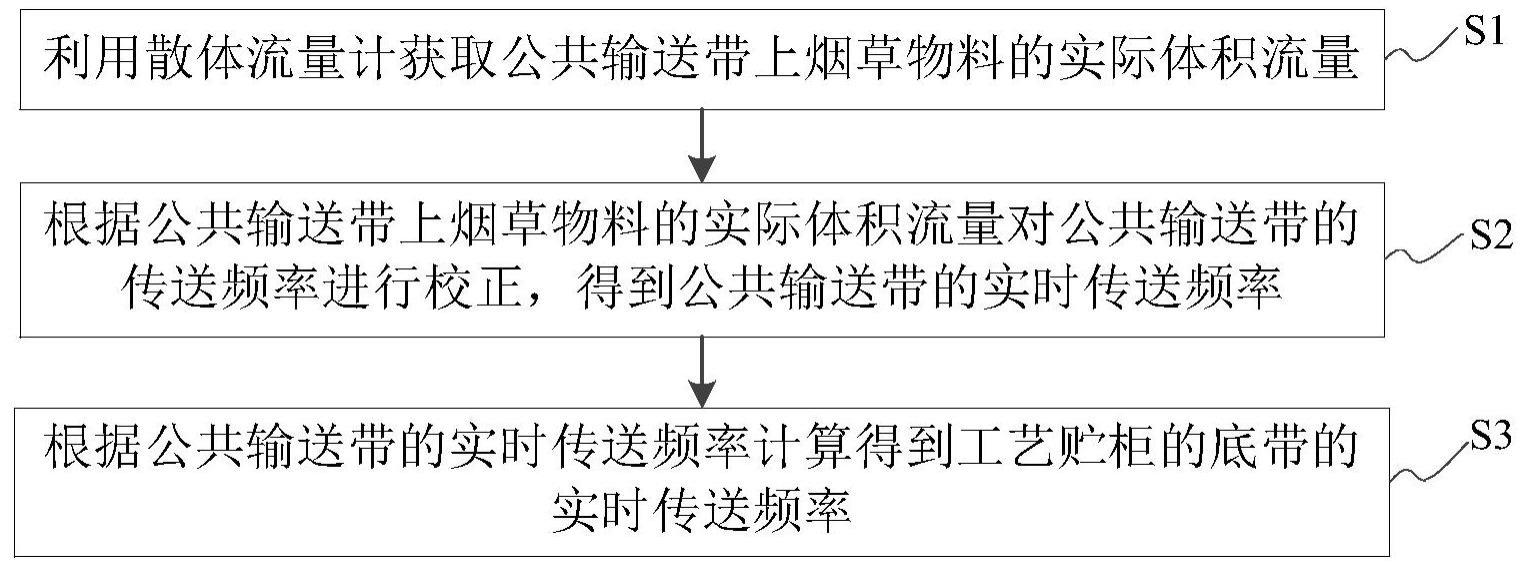
3、利用散体流量计获取公共输送带上烟草物料的实际体积流量;
4、根据公共输送带上烟草物料的实际体积流量对公共输送带的传送频率进行校正,得到公共输送带的实时传送频率;
5、根据公共输送带的实时传送频率计算得到工艺贮柜的底带的实时传送频率。
6、进一步的,还包括:
7、根据公共输送带上烟草物料的预设体积流量、标准体积流量,公共输送带的标准传送频率计算得到公共输送带的传送频率;
8、所述公共输送带的传送频率f1_1为:
9、f1_1=vf_sp/vf_sp_0﹡f1_0;
10、其中,vf_sp为公共输送带上烟草物料的预设体积流量;vf_sp_0为公共输送带上烟草物料的标准体积流量;f1_0为公共输送带的标准传送频率。
11、进一步的,根据公共输送带上烟草物料的实际体积流量对公共输送带的传送频率进行校正,包括:
12、计算公共输送带上烟草物料的实际体积流量与预设体积流量的体积差值;
13、根据体积差值计算得出公共输送带的传送频率的校正值。
14、进一步的,根据体积差值计算得出公共输送带的传送频率的校正值,包括:
15、对体积差值进行pid计算得出校正值,所述校正值f1_2为:
16、f1_2=pid(vf_sp-vf_pv);
17、其中,vf_pv为公共输送带上烟草物料的实际体积流量。
18、进一步的,还包括:
19、利用校正值对公共输送带的传送频率进行校正后得到公共输送带的实时传送频率;
20、所述公共输送带的实时传送频率f1为:
21、f1=f1_1+f1_2=vf_sp/vf_sp_0﹡f1_0+pid(vf_sp-vf_pv)。
22、以上方案中,利用散体流量计测量的公共输送带上烟草物料的实际体积流量与预设体积流量的体积差值计算得到校正值,并对公共输送带的传送频率进行校正得到公共输送带的实时传送频率,属于制丝线上的反馈校正。
23、进一步的,根据公共输送带的实时传送频率计算得到工艺贮柜的底带的实时传送频率,包括:
24、获取工艺贮柜内烟草物料的实时厚度;
25、根据工艺贮柜内烟草物料的实时厚度、标准厚度,公共输送带的实时传送频率、标准传送频率,工艺贮柜的底带的标准传送频率计算得到工艺贮柜的底带的实时传送频率。
26、进一步的,所述工艺贮柜的底带的实时传送频率f2为:
27、f2=(f1/f1_0)﹡(h2_0/h2)﹡f2_0;
28、其中,f2_0为工艺贮柜的底带的标准传送频率;h2_0为工艺贮柜内烟草物料的标准厚度;h2为工艺贮柜内烟草物料的实时厚度。
29、以上方案中,利用工艺贮柜内烟草物料的实时厚度、公共输送带的实时传送频率等计算得到工艺贮柜的底带的实时传送频率,进而对工艺贮柜的底带的传送频率进行调整,属于制丝线上前馈加反馈的校正。
30、通过调整公共输送带与工艺贮柜的底带的频率,实现工艺贮柜出料体积流量的可调可控,同时,实现工艺贮柜出料体积流量与公共输送带上烟草物料的体积流量的匹配,防止烟草物料的堆积、输送停滞造成批次内物料水分的波动、底带频繁启停造成工艺贮柜内烟草物料的高度起伏波动从而影响形成均质化的物料输送,进一步减少造碎,整体上提高烟草物料的质量。
31、需要说明的是,公共输送带上烟草物料的标准体积流量、公共输送带的标准传送频率、工艺贮柜内烟草物料标准厚度、工艺贮柜的底带的标准传送频率等标准值是技术工人根据实际经验以及数据处理模型得来的。
32、一种工艺贮柜出料体积流量的控制装置,采用如上所述的一种工艺贮柜出料体积流量的控制方法,所述装置包括:
33、多个并列设置的工艺贮柜,用于储存不同批次的烟草物料;
34、每个工艺贮柜设有至少一个底带,每个工艺贮柜的底带非同时工作,所述底带用于出料;
35、公共输送带,与每个工艺贮柜的底带相连,用于输送物料;
36、所述公共输送带上设有散体流量计,用于获取公共输送带上烟草物料的实际体积流量。
37、以上方案中,所述散体流量计采用的是旋转激光,能够对公共输送带上的烟草物料进行全方位的测量,分辨率是每0.1度左右一个数据,经过点云计算处理,能准确测量到真实的体积流量数值、物料厚度等,且精确度较高。
38、进一步的,还包括支架,所述支架的下方固定设置,支架的上方横架在所述公共输送带的上方,与所述公共输送带非接触;
39、所述散体流量计设于所述支架上,位于所述公共输送带的上方。
40、以上方案中,通过设置支架,将散体流量计架设在所述公共输送带的上方,便于测量公共输送带上烟草物料的有关数据;使支架与所述公共输送带非接触,是为了避免公共输送带在输送过程中产生的振动对散体流量计的测量产生不良影响,提高测量的精确度。
41、进一步的,所述工艺贮柜的内部的上方设有激光线扫描仪,用于获取工艺贮柜内烟草物料的实时厚度。
42、以上方案中,激光线扫描仪是从工艺贮柜的顶端向下扫描烟草物料,能够得到出料截面的多个厚度值,然后计算平均厚度即为实时厚度;与传统光栅比较,光栅只能得到一个最高点的数据,无法得到平均值。
43、采用上述技术方案后,本发明与现有技术相比具有以下有益效果:
44、1、本发明提供了一种工艺贮柜出料体积流量的控制方法,利用散体流量计获取公共输送带上烟草物料的实际体积流量,能够得到真实的、精确度较高的体积流量数值,并根据公共输送带上烟草物料的实际体积流量对公共输送带的传送频率进行校正,得到公共输送带的实时传送频率,再根据工艺贮柜内烟草物料的实时厚度、标准厚度,公共输送带的实时传送频率、标准传送频率,工艺贮柜的底带的标准传送频率计算得到工艺贮柜的底带的实时传送频率,通过前馈加反馈的控制方式,调整公共输送带与工艺贮柜的底带的频率,实现工艺贮柜出料体积流量的可调可控,无需人工操作,提高了出料体积流量控制的精确度和整线的智能化程度。
45、2、本发明的控制方法中通过调整公共输送带与工艺贮柜的底带的频率,实现工艺贮柜出料体积流量的可调可控,同时,实现工艺贮柜出料体积流量与公共输送带上烟草物料的体积流量的匹配,防止烟草物料的堆积、输送停滞造成批次内物料水分的波动、底带频繁启停造成工艺贮柜内烟草物料的高度起伏波动从而影响形成均质化的物料输送,进一步减少造碎,整体上提高烟草物料的质量。
46、3、本发明中通过在公共输送带的上方设置散体流量计,散体流量计采用的是旋转激光,能够对公共输送带上的烟草物料进行全方位的测量,分辨率是每0.1度左右一个数据,经过点云计算处理,能准确测量到真实的体积流量数值,在实际制丝生产线上,散体流量计算测量出的累计质量流量与批次累计产量的差值在理想的误差范围内,精确度较高。
47、4、本发明中通过在每个工艺贮柜内设置一个激光线扫描仪,在降低成本的基础上实现制丝线上体积流量的前馈校正,消除工艺贮柜内物料厚度变化对体积流量的扰动问题;通过在公共输送带上设置一个散体流量计,精准测量公共输送带上物料的体积流量,实现制丝线上体积流量的反馈校正,进而实现一个散体流量计就能控制多个工艺贮柜,从整体上降低了成本;并且将公共输送带和工艺贮柜的底带设置成变频控制,通过调整其运行频率,改变线速度,从而实现对体积流量的调整。
48、5、本发明中通过设置支架,将散体流量计架设在所述公共输送带的上方,便于测量公共输送带上烟草物料的有关数据;使支架与所述公共输送带非接触,是为了避免公共输送带在输送过程中产生的振动对散体流量计的测量产生不良影响,提高测量的精确度。
49、下面结合附图对本发明的具体实施方式作进一步详细的描述。
- 还没有人留言评论。精彩留言会获得点赞!