一种投放机及其控制方法与流程
本发明涉及包装设备,具体而言,涉及一种投放机及其控制方法。
背景技术:
1、在医药和食品包装领域,通常需要将包装材料与产品相关的说明书或标签一起装入盒子中,以确保产品的安全和完整。然而,在国内的包装机械中,经常面临一个挑战,那就是处理大尺寸的说明书或标签往往无法在包装机上进行直接的在线折叠和装箱操作。通常需要操作员手动折叠大尺寸说明书,由于手工操作的不确定性,每个操作员的折叠和调整方式可能会有所不同,导致了产品包装的不一致性,并且长时间的重复任务导致操作员疲惫,增加了错误的风险。还有操作员需要花费大量时间来处理大尺寸的说明书,生产线的生产速度会受到限制,增加了生产成本。
2、因此,有必要设计一种投放机及其控制方法用以解决当前包装技术中存在的问题。
技术实现思路
1、鉴于此,本发明提出了一种投放机及其控制方法,旨在解决当前包装技术中说明书投放依靠人力,生产速度慢且存在疲劳风险,增加了生产成本的问题。
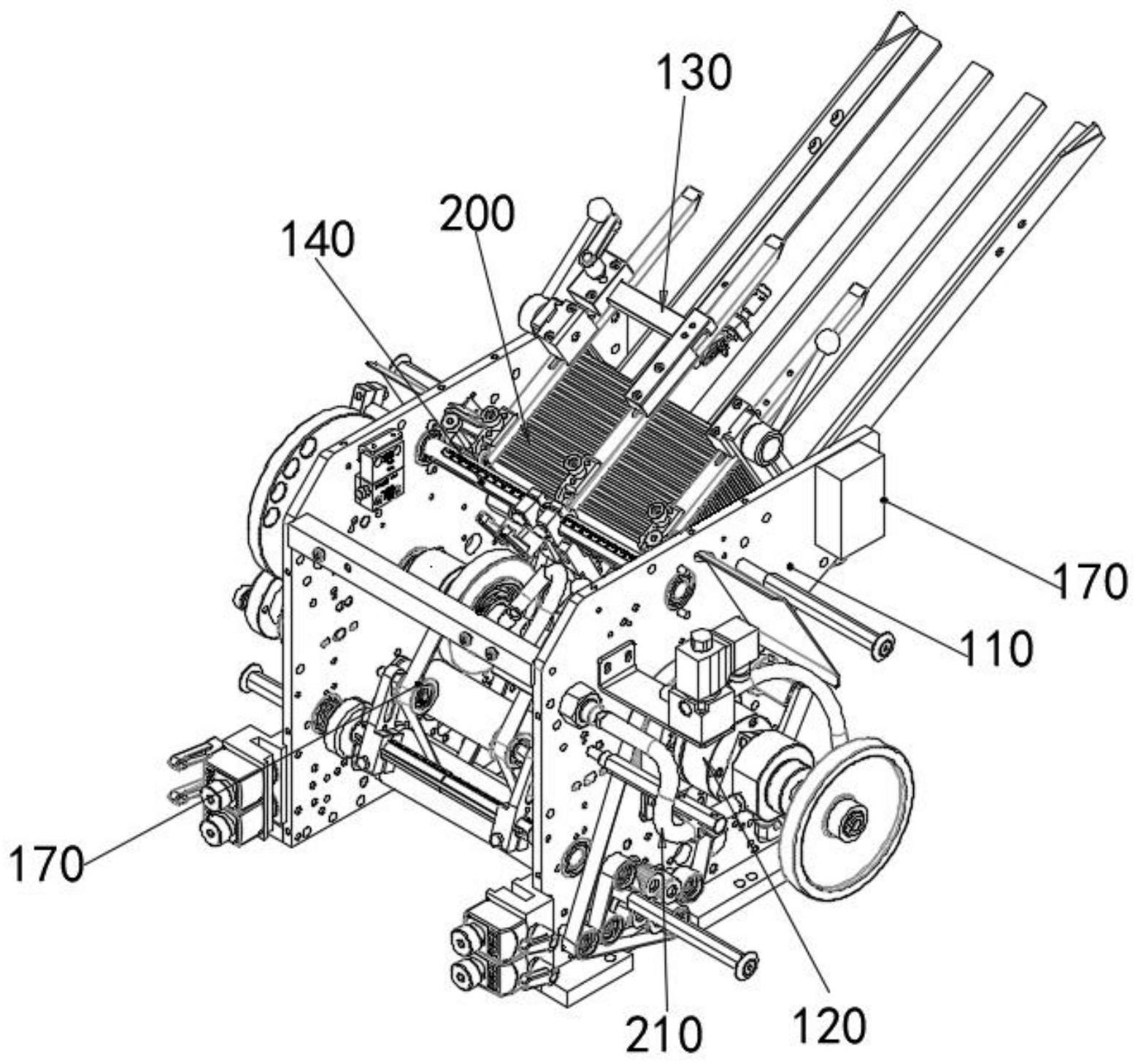
2、一个方面,本发明提出了一种投放机,包括:
3、支撑装置;
4、动力装置,穿设在所述支撑装置上,所述动力装置包括动力轮、传动气缸、传动轴、传动齿轮和压紧轮,所述压紧轮穿设在所述传动轴上且跟随所述传动轴转动,所述压紧轮用于压紧预折好的说明书;
5、装纸装置,用于盛放所述预折好的说明书,所述装纸装置包括锁紧块、定位块、导向轮和可移动框架,所述锁紧块用于锁紧摆放后的所述预折好的说明书;
6、吸纸装置,固定在所述装纸装置的一侧,所述吸纸装置用于将单张所述预折好的说明书送至压纸装置,所述吸纸装置包括吸纸吸盘、吸纸传动杆、调距连接杆、凸轮传动盘,所述吸纸吸盘通过胶管与所述传动气缸连接,所述凸轮传动盘通过传动皮带与所述传动齿轮连接,以使得所述凸轮传动盘跟随所述传动齿轮转动;
7、摆动装置,包括摆动臂、第一摆动连杆、第二摆动连杆、第三摆动连杆和摆动齿轮,所述摆动齿轮与所述传动齿轮通过所述传动皮带连接,以使得所述摆动齿轮跟随所述传动齿轮转动;
8、压纸装置,固定设置在所述压紧轮的一侧,所述压纸装置包括固定连杆和压紧从动轮;
9、输出装置,包括第一输出辊和第二输出辊,所述第一输出辊通过第一皮带与所述压紧轮连接,所述第二输出辊通过第二皮带与所述压紧从动轮连接;
10、控制模块,与所述动力轮、传动气缸、锁紧块和调距连接杆电连接;所述控制模块包括:
11、采集单元,被配置为获取所述装纸装置内盛放的所述预折好的说明书的总质量,根据所述总质量确定所述锁紧块的锁紧力;
12、所述采集单元还被配置为采集单张所述预折好的说明书的尺寸数据,根据所述尺寸数据确定所述吸纸吸盘的初始吸附力以及所述调距连接杆中分别与所述凸轮传动盘和吸纸传动杆连接处的距离数据;
13、调整单元,被配置为采集所述预折好的说明书的表面粗糙度,根据所述表面粗糙度对所述初始吸附力进行调整,获取调整后的吸附力;
14、所述调整单元还被配置为采集吸纸吸盘吸附时接触所述预折好的说明书的接触温度,根据所述接触温度判断是否对所述调整后的吸附力进行二次调整;
15、判断单元,被配置为当确定所述调整单元是否对所述调整后的吸附力进行二次调整后,所述判断单元采集所述预折好的说明书接触所述压紧轮时脱离所述吸纸吸盘的脱离时间,根据所述脱离时间判断是否对调整后的吸附力进行校正;
16、所述判断单元还被配置为采集所述预折好的说明书经过所述输出装置后的图像数据,根据所述图像数据判断所述预折好的说明书是否完成折叠,当判定所述预折好的说明书未完全折叠时,获取所述预折好的说明书的硬度数据,根据所述硬度数据对所述动力轮的转速进行修正,并控制所述动力轮以修正后的转速继续运行。
17、进一步的,所述采集单元根据所述总质量确定所述锁紧块的锁紧力,包括:
18、预先设定第一预设质量g1、第二预设质量g2和第三预设质量g3,且g1<g2<g3;预先设定第一预设锁紧力n1、第二预设锁紧力n2和第三预设锁紧力n3,且n1<n2<n3;所述采集单元根据总质量g0与各预设质量的大小关系确定所述锁紧块的锁紧力;
19、当g1≤g0<g2时,所述采集单元确定所述锁紧块的锁紧力为n3;
20、当g2≤g0<g3时,所述采集单元确定所述锁紧块的锁紧力为n2;
21、当g3≤g0时,所述采集单元确定所述锁紧块的锁紧力为n1。
22、进一步的,所述采集单元根据所述尺寸数据确定所述吸纸吸盘的初始吸附力以及所述调距连接杆中分别与所述凸轮传动盘和吸纸传动杆连接处的距离数据,包括:
23、预先设定第一预设尺寸q1、第二预设尺寸q2和第三预设尺寸q3,且q1<q2<q3;预先设定第一预设吸附力w1、第二预设吸附力w2和第三预设吸附力w3,且w1<w2<w3;预先设定第一预设距离l1、第二预设距离l2和第三预设距离l3,且l1<l2<l3;所述采集单元根据尺寸数据q0与各预设尺寸的大小关系确定所述吸纸吸盘的初始吸附力以及所述调距连接杆中分别与所述凸轮传动盘和吸纸传动杆连接处的距离数据;
24、当q1≤q0<q2时,所述采集单元确定所述吸纸吸盘的初始吸附力f=w1,所述调距连接杆中分别与所述凸轮传动盘和吸纸传动杆连接处的距离数据为l1;
25、当q2≤q0<q3时,所述采集单元确定所述吸纸吸盘的初始吸附力f=w2,所述调距连接杆中分别与所述凸轮传动盘和吸纸传动杆连接处的距离数据为l2;
26、当q3≤q0时,所述采集单元确定所述吸纸吸盘的初始吸附力f=w2,所述调距连接杆中分别与所述凸轮传动盘和吸纸传动杆连接处的距离数据为l3。
27、进一步的,当所述采集单元确定所述吸纸吸盘的初始吸附力f=wi,所述调距连接杆中分别与所述凸轮传动盘和吸纸传动杆连接处的距离数据为l i后,i=1,2,3,所述调整单元采集所述预折好的说明书的表面粗糙度,根据所述表面粗糙度对所述初始吸附力进行调整,获取调整后的吸附力,包括:
28、所述调整单元还被配置为预先设定第一预设粗糙度ra1、第二预设粗糙度ra2和第三预设粗糙度ra3,且ra1<ra2<ra3;预先设定第一预设调整系数a1、第二预设调整系数a2和第三预设调整系数a3,且a1<a2<a3;根据表面粗糙度ra0与各预设粗糙度的大小关系选取调整系数对初始吸附力f=wi进行调整,获取调整后的吸附力;
29、当ra1≤ra0<ra2时,所述调整单元选取所述第一预设调整系数a1对初始吸附力wi进行调整,获取调整后的吸附力△f=wi*a1;
30、当ra2≤ra0<ra3时,所述调整单元选取所述第二预设调整系数a2对初始吸附力wi进行调整,获取调整后的吸附力△f=wi*a2;
31、当ra3≤ra0时,所述调整单元选取所述第三预设调整系数a3对初始吸附力wi进行调整,获取调整后的吸附力△f=wi*a3。
32、进一步的,所述调整单元还被配置为采集吸纸吸盘吸附时接触所述预折好的说明书的接触温度,根据所述接触温度判断是否对所述调整后的吸附力进行二次调整,包括:
33、预先设定温度阈值tmax,所述调整单元根据接触温度t0与所述温度阈值tmax的大小关系判断是否对调整后的吸附力△f=wi*ai进行二次调整;
34、当t0≥tmax时,所述调整单元判定对调整后的吸附力△f=wi*ai进行二次调整;
35、当t0<tmax时,所述调整单元判定不对调整后的吸附力△f=wi*ai进行二次调整。
36、进一步的,当所述调整单元判定对调整后的吸附力△f=wi*ai进行二次调整时,所述调整单元还被配置为预先设定第一预设接触温度t1和第二预设接触温度t2,且t1max<t1<t2;根据接触温度t0与各预设温度的大小关系对调整后的吸附力△f=wi*ai进行二次调整,包括:
37、当tmax≤t0<t1时,所述调整单元选取所述第一预设调整系数a1对所述调整后的吸附力△f=wi*ai进行二次调整,获取二次调整后的吸附力△f=wi*ai*a1;
38、当t1≤t0<t2时,所述调整单元选取所述第二预设调整系数a2对所述调整后的吸附力△f=wi*ai进行二次调整,获取二次调整后的吸附力△f=wi*ai*a2;
39、当t2≤t0时,所述调整单元选取所述第三预设调整系数a3对所述调整后的吸附力△f=wi*ai进行二次调整,获取二次调整后的吸附力△f=wi*ai*a3。
40、进一步的,当确定所述调整单元是否对所述调整后的吸附力进行二次调整后,所述判断单元采集所述预折好的说明书接触所述压紧轮时脱离所述吸纸吸盘的脱离时间,根据所述脱离时间判断是否对调整后的吸附力进行校正,包括:
41、预先设定脱离时间阈值smax,所述判断单元根据脱离时间s0与所述脱离时间smax的大小关系判断是否对调整后的吸附力进行校正;其中,若吸附力进行二次调整,则对二次调整后的吸附力△f=wi*ai*ai进行校正;若吸附力不进行二次调整,则对调整后的吸附力△f=wi*ai进行校正,i=1,2,3;
42、当s0≥smax时,所述判断单元判定对调整后的吸附力f进行校正;
43、当s0<smax时,所述判断单元判定不对调整后的吸附力f进行校正。
44、进一步的,当所述判断单元判定对调整后的吸附力△f进行校正时,包括:
45、预先设定第一预设脱离时间s1和第二预设脱离时间s2,且smax<s1<s2;预先设定第一预设校正系数b1、第二预设校正系数b2和第三预设校正系数b3,且b1<b2<b3;根据所述脱离时间s0与各预设脱离时间的大小关系,选取校正系数对所述调整后的吸附力△f进行校正,获取校正后的吸附力;
46、当smax≤s0<s1时,选取所述第三预设校正系数b3对所述调整后的系数力△f进行校正,获取校正后的吸附力△f*b3;
47、当s1≤s0<s2时,选取所述第二预设校正系数b2对所述调整后的系数力△f进行校正,获取校正后的吸附力△f*b2;
48、当s2≤s0时,选取所述第一预设校正系数b1对所述调整后的系数力△f进行校正,获取校正后的吸附力△f*b1。
49、进一步的,所述判断单元还被配置为获取所述预折好的说明书的硬度数据,根据所述硬度数据对所述动力轮的转速进行修正,并控制所述动力轮以修正后的转速继续运行,包括:
50、采集所述动力轮的实时转速z0,预先设定第一预设修正系数c1、第二预设修正系数c2和第三预设修正系数c3,且c1<c2<c3;预先设定第一预设硬度d1、第二预设硬度d2和第三预设硬度d3;根据所述预折好的说明书的硬度数据d0与各预设硬度的大小关系选取修正系数对所述实时转速z0进行修正,获取修正后的转速;
51、当d1≤d0<d2时,选取所述第三预设修正系数c3对所述实时转速z0进行修正,获取修正后的转速z0*c3;
52、当d2≤d0<d3时,选取所述第二预设修正系数c2对所述实时转速z0进行修正,获取修正后的转速z0*c2;
53、当d3≤d0时,选取所述第一预设修正系数c1对所述实时转速z0进行修正,获取修正后的转速z0*c1。
54、与现有技术相比,本发明的有益效果在于:通过设置吸纸装置中的调距连接杆以及智能调控吸纸吸盘的吸附力实现了对不同尺寸说明书的抓取,保证了说明书能顺利从装纸装置中脱离进入压纸装置;通过设置摆动装置实现了将说明书有效的压附在压紧轮上,确保了说明书能平稳的进行压紧输送,在摆动装置的加持下说明书开口较大较厚的情况下依然能高速平稳的进行吸纸输送,减少了装置运行失误的情况,并且摆动装置通过皮带与传动齿轮同步运动,提升了装置运行的同步性;通过控制模块根据不同的情况自动调整吸附力和其他参数,适应了不同的说明书和包装要求,提高了机器的适应性和可控性;检测说明书是否完全折叠,并根据硬度数据对动力轮的转速进行修正,确保了高质量的折叠投放;该装置提升了包装技术中投放说明书的自动化,减少了对操作员的依赖,从而降低了人力成本,加速了包装过程,提高了生产效率。
55、另一方面,本发明还提出了一种投放机用控制方法,包括:
56、获取装纸装置内盛放的预折好的说明书的总质量,根据所述总质量确定锁紧块的锁紧力;
57、采集单张所述预折好的说明书的尺寸数据,根据所述尺寸数据确定吸纸吸盘的初始吸附力以及调距连接杆中分别与凸轮传动盘和吸纸传动杆连接处的距离数据;
58、采集所述预折好的说明书的表面粗糙度,根据所述表面粗糙度对所述初始吸附力进行调整,获取调整后的吸附力;
59、采集吸纸吸盘吸附时接触所述预折好的说明书的接触温度,根据所述接触温度判断是否对所述调整后的吸附力进行二次调整;
60、当确定是否对所述调整后的吸附力进行二次调整后,采集所述预折好的说明书接触压紧轮时脱离所述吸纸吸盘的脱离时间,根据所述脱离时间判断是否对调整后的吸附力进行校正;
61、采集所述预折好的说明书经过输出装置后的图像数据,根据所述图像数据判断所述预折好的说明书是否完成折叠,当判定所述预折好的说明书未完全折叠时,获取所述预折好的说明书的硬度数据,根据所述硬度数据对动力轮的转速进行修正,并控制动力轮以修正后的转速继续运行。
62、可以理解的是,上述一种投放机及控制方法具备相同的有益效果,在此不再赘述。
- 还没有人留言评论。精彩留言会获得点赞!