物料输送装置、电池的组装系统、生产线及组装方法与流程
本技术涉及电池组装,尤其涉及一种物料输送装置、电池的组装系统、生产线及组装方法。
背景技术:
1、电池装配需要安装多个元器件,例如防爆阀、扎带等。相关技术中,各元器件通过对应的输送结构输送至预装位置,再进行装配。由于各元件器的输送结构不同且无法通用,导致电池装配涉及的输送结构种类多且复杂。
技术实现思路
1、有鉴于此,本技术实施例期望提供一种物料输送装置、电池的组装系统、生产线及组装方法,能够适应各类电池装配物料的运输。
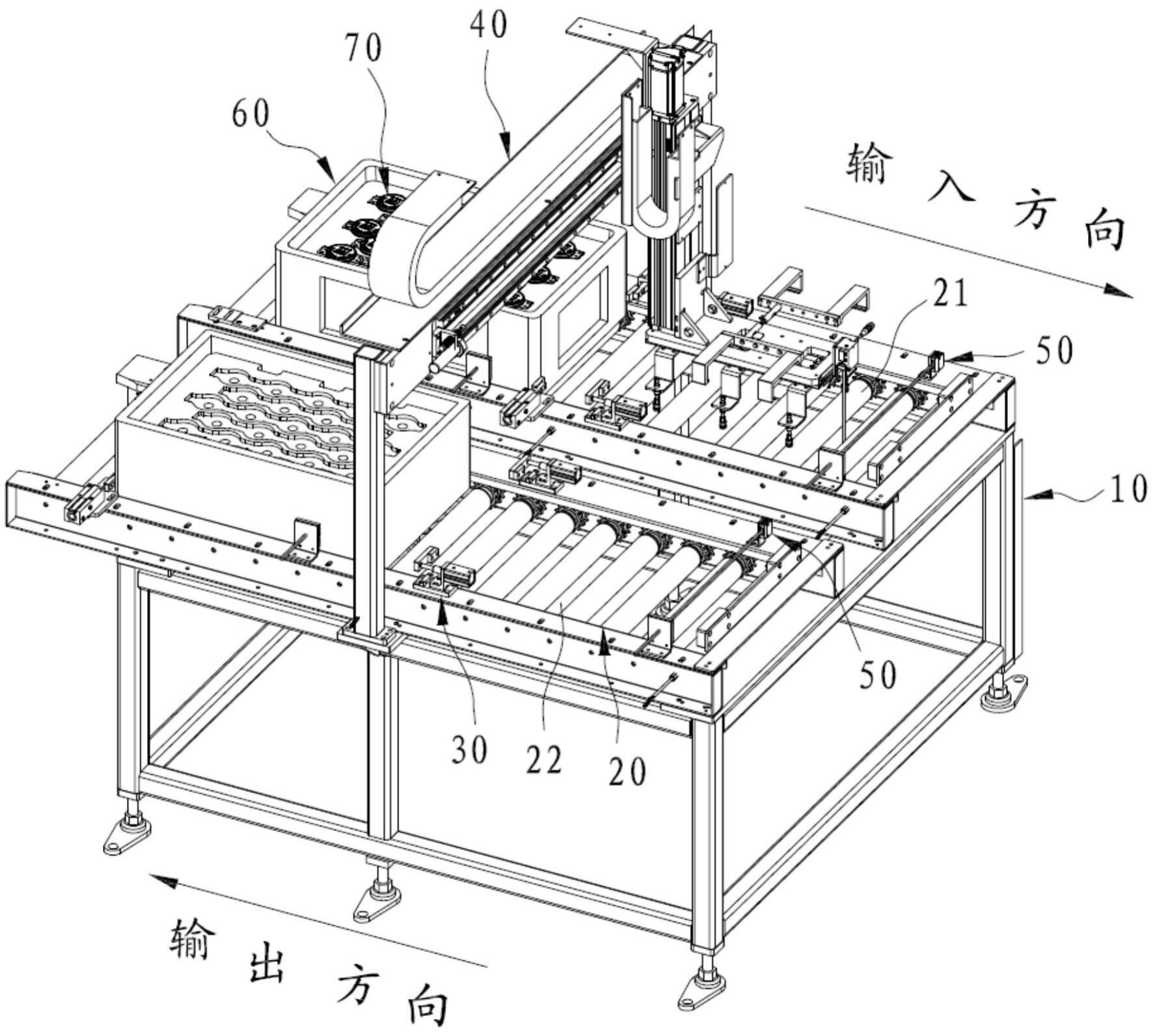
2、为达到上述目的,本技术实施例第一方面提供一种物料输送装置,包括台架、输送机构、限位机构以及搬运机构;
3、所述输送机构包括设置于所述台架上的两个输送通道,两个所述输送通道之一为输入通道,用于输送承载所述物料的箱体;两个所述输送通道另一为输出通道,用于输送空载的所述箱体;
4、所述限位机构设置在所述台架或所述输送机构上,用于在所述输入通道上限位出沿输入方向排列的等待位和取料位、在所述输出通道上限位出沿输出方向排列的转移位和移出位;
5、所述搬运机构设置在所述输送机构或所述台架上,用于将位于所述取料位的所述箱体搬运至所述转移位。
6、本技术实施例的物料输送装置,承载物料的箱体自输入通道流入,在进入取料位前,在等待位被处于等待位的限位机构限位,以控制物料流入速度,在解除限位后流入取料位,在取料位被处于取料位的限位机构限位,以便于取走物料。待取料位的箱体内的物料被全部取走,解除限位并通过搬运机构将空载的箱体搬运至输出通道的转移位,被处于转移位的限位机构限位,待解除限位后流入移出位,被处于移出位的限位机构限位,以此控制物料流出速度,在解除限位后流出输出通道。电池装配的各类物料均可以装载至箱体内并由物料输送装置进行输送,物料输送装置的通用性好。
7、一些实施方案中,所述输入通道和所述输出通道并排设置在所述台架上,所述输入方向与所述输出方向相反。
8、如此,箱体进入输入通道的位置和箱体流出输出通道的位置处于台架的同一侧,降低了箱体进入输入通道的位置或箱体流出输出通道的位置两者之间的距离,从而方便箱体的运输。
9、一些实施方案中,所述等待位和所述移出位沿垂直于所述输送通道延伸方向上对齐,所述等待位和所述移出位形成第一列区域;
10、所述取料位和所述转移位沿垂直于所述输送通道延伸方向上对齐,所述取料位和所述转移位形成第二列区域;
11、所述搬运机构设置在所述第一列区域和所述第二列区域之间。
12、通过使取料位和转移位沿垂直于输送通道延伸方向上对齐,使得取料位和转移位之间的路径短,能够提高搬运机构的搬运箱体的效率。搬运机构设置在第一列区域和第二列区域之间,以使得搬运机构避让在取料位的箱体中抓取物料的机械手。
13、一些实施方案中,所述限位机构包括固定限位组件以及活动限位组件;
14、所述固定限位组件能够对所述箱体进行限位,分别设置在所述取料位远离所述等待位的一侧,以及所述转移位远离所述移出位的一侧;
15、所述活动限位组件能够对所述箱体进行限位或避让,分别设置在所述等待位靠近所述取料位的一侧,以及所述移出位远离所述转移位的一侧。
16、通过固定限位组件阻挡箱体移出输入通道或输出通道。活动限位件能够阻挡箱体使箱体处于等待位或移出位,并且能够避让以不阻挡箱体的移动,以控制物料流入和流出的速度。
17、一些实施方案中,所述固定限位组件包括第一限位件和缓冲件,所述缓冲件设置在所述第一限位件面向所述箱体的一侧,用于与所述箱体接触。
18、缓冲件用于降低箱体被限位时的冲击力,以此降低限位过程对箱体内部的物料造成震动,同时降低碰撞过程中对箱体的损伤。
19、一些实施方案中,所述活动限位组件包括第一驱动件和第二限位件,所述第一驱动件与所述第二限位件驱动连接;
20、所述第一驱动件能够驱动所述第二限位件伸出,以对所述箱体进行限位;所述第一驱动件能够驱动所述第二限位件缩回,以对所述箱体进行避让。
21、通过第一驱动件驱动第二限位件伸出,以对箱体进行限位,通过第一驱动件驱动第二限位件缩回,以解除对箱体的限位。如此实现对箱体的限位或避让。
22、一些实施方案中,所述限位机构还包括定位组件,能够对所述箱体进行定位或避让,分别设置在所述取料位靠近所述等待位的一侧,以及所述转移位靠近所述移出位的一侧,用于对所述箱体施加朝向对应的所述固定限位组件方向的作用力,以对所述箱体进行定位。
23、通过定位组件对箱体施加朝向对应的固定限位组件方向的作用力,以对处于取料位和转移位的箱体进行定位,以方便机械手获取处于取料位的箱体的物料。
24、一些实施方案中,所述定位组件包括第二驱动件和第三限位件,所述第二驱动件与所述第三限位件驱动连接;
25、所述第二驱动件能够驱动所述第三限位件旋转进入所述箱体的移动路径,并缩回以对所述箱体施加作用力;所述第二驱动件能够驱动所述第三限位件伸出解除对所述箱体施加作用力,并旋出所述箱体的移动路径中,以对所述箱体进行避让。
26、通过使第二驱动件驱使第三限位件旋转进入箱体的移动路径中,并缩回以对箱体施加作用力,而与对应的固定限位组件配合实现对箱体的定位。通过使第二驱动件驱使第三限位件伸出解除对箱体施加作用力,并旋出箱体的移动路径中,从而实现对箱体避让。
27、一些实施方案中,所述物料输送装置还包括多个第一检测机构,分别用于检测所述等待位、所述取料位、所述转移位和所述移出位上是否存在所述箱体。
28、当处于取料位的第一检测机构获得箱体的检测信号,上述检测信号能够用于触发定位组件以对处于取料位的箱体进行定位,以及触发对外部的机械手的取料动作的控制。当处于等待位的第一检测机构获得箱体的检测信号,上述检测信号用于触发活动限位组件以对处于等待位的箱体进行限位。当处于转移位的第一检测机构获得箱体的检测信号,上述检测信号用于触发定位组件以对处于转移位的箱体进行定位。当处于移出位的第一检测机构获得箱体的检测信号,上述检测信号用于触发活动限位组件以对处于移出位的箱体进行限位。
29、一些实施方案中,所述搬运机构包括横架、抓取机构、调整机构以及第二检测机构;
30、所述横架设置在所述输送机构或所述台架上;
31、所述抓取机构用于抓取所述箱体;
32、所述调整机构设置在所述横架上,与所述抓取机构连接,用于调整所述抓取机构的位置;
33、第二检测机构设置在所述抓取机构上或所述横架上,用于检测所述箱体的料盘的高度。
34、通过设置在横架上的调整机构调整抓取机构的位置,以此在取料位和转移位之间移动抓取机构。
35、一些实施方案中,所述抓取机构包括座板、第一抓取机构以及第二抓取机构;
36、所述座板与所述调整机构连接;
37、所述第一抓取机构用于抓取所述箱体的料盘;
38、所述第二抓取机构用于抓取所述箱体的料框,所述第一抓取机构、所述第二抓取机构和所述第二检测机构均设置在所述座板上,所述第二抓取机构位于所述第一抓取机构的上方。
39、根据第二检测机构检测的料框内料盘的高度信息,调整第一抓取机构的高度以准确抓取料箱中的料盘。在第一抓取机构抓取箱体的料盘时,处于第一抓取机构上方的第二抓取机构不易与箱体的料框干涉。
40、一些实施方案中,所述第一抓取机构包括两个连接滑轨、多个连接架以及吸盘;
41、两个所述连接滑轨间隔设置在所述座板上;
42、多个所述连接架具有延伸方向与所述连接滑轨垂直的长条孔,所述连接架通过所述长条孔与所述连接滑轨紧固连接;以及
43、每个所述连接架上均设置有所述吸盘,用于吸取所述料盘。
44、如此,吸盘在长条孔和连接滑轨延伸范围内调节。通过使长条孔延伸方向与连接滑轨垂直,能够在长条孔与连接滑轨长度一定的情况下,增加调节范围。
45、一些实施方案中,所述第二抓取机构包括夹持件以及调节件;
46、所述夹持件用于夹持所述料框;
47、所述调节件设置于所述座板上,所述调节件的两端分别连接所述夹持件,以调节两个所述夹持件的距离。
48、通过调节件调节两个夹持件的距离,实现对料框的夹持。
49、一些实施方案中,所述输送通道包括:
50、间隔设置的两个导向边框,设置在所述台架上;
51、多个输送滚筒,与所述导向边框可转动连接,至少部分位于两个所述导向边框之间,用于输送所述箱体;以及
52、第四驱动件,与所述输送滚筒驱动连接。
53、输送滚筒两端分别可转动的设置在一个导向边框上,第四驱动件驱动各输送滚筒转动,以此实现对箱体的运输。
54、本技术实施例第二方面提供一种电池的组装系统,包括:
55、上述任一实施例的物料输送装置,用于输送所述电池的物料以待取料;
56、安装机构,用于抓取所述物料并进行安装;以及
57、机械手,与所述安装机构连接,用于调整所述安装机构的姿态。
58、通过机械手与安装机构连接,能够将安装机构移动至物料输送装置的取料位处,并配合安装机构抓取物料;也能够将安装机构和物料移动至电池安装工位,与安装机构配合将物料进行装配。
59、一些实施方案中,所述物料为防爆阀,所述安装机构为第一安装机构,包括第一连接座、第一相机、第一夹爪组件以及拧紧机构;
60、所述第一连接座用于与所述机械手连接;
61、所述第一相机设置于所述第一连接座,用于获取所述防爆阀的位置信息;
62、所述第一夹爪组件设置于所述第一连接座,用于夹取所述防爆阀;
63、所述拧紧机构设置于所述第一连接座,用于拧紧安装所述防爆阀的螺钉。
64、第一相机用于获取防爆阀的位置信息,以此确认防爆阀的位置。第一夹爪组件夹取处于取料位的防爆阀,拧紧机构用于对处于装配位的防爆阀进行拧紧安装。如此,实现对防爆阀的夹取与安装。
65、一些实施方案中,所述拧紧机构为两个,两个所述拧紧机构对应设置在第一夹爪组件的两侧,其中至少一个所述拧紧机构相对于另一个拧紧机构的位置能够调整。
66、通过设置两个拧紧机构,使两个拧紧机构对应设置在第一夹爪组件的两侧,以此能够同时对防爆阀两侧的螺钉进行拧紧,提高装配效率。至少一个拧紧机构相对于另一个拧紧机构的位置能够调整,以此适配不同尺寸的防爆阀。
67、一些实施方案中,所述第一安装机构还包括:
68、第一变距机构,设置于所述第一连接座上,与所述第一夹爪组件连接,用于调节所述第一夹爪组件在所述第一连接座的位置;以及
69、第二变距机构,设置于所述第一连接座上,其中一个所述拧紧机构与所述第一连接座固定连接,其中另一个拧紧机构与所述第一连接座活动连接,能够在所述第二变距机构的驱动下调节位置。
70、通过第一变距机构调节第一夹爪组件相对第一连接座的位置,使得两个拧紧机构能够在第一夹爪组件不松开防爆阀的基础上,实现对防爆阀两侧的拧紧固定。
71、一些实施方案中,所述第一夹爪组件包括:
72、第一升降组件,设置于所述第一连接座上;
73、夹持驱动件,设置于所述第一升降组件上,能够在所述第一升降组件驱动下升降;以及
74、两个夹爪,设置于所述夹持驱动件,能够在所述夹持驱动件驱动下相对移动以夹持所述防爆阀,所述夹爪远离夹持驱动件一端设有弧形槽。
75、第一升降组件驱动夹持驱动件与夹爪下降,夹持驱动件驱动相对两个夹爪相对移动以此夹持防爆阀,第一升降组件驱动夹持驱动件与夹爪上升,直至移动至装配位,第一升降组件驱动夹持驱动件与夹爪下降,以安装防爆阀。通过弧形槽的弧形侧壁与防爆阀的弧形侧壁适配,提高夹持的稳定性。
76、一些实施方案中,所述物料为扎带,所述安装机构为第二安装机构,包括:
77、第二连接座,用于与所述机械手连接;
78、第二相机,设置于所述第二连接座,用于获取所述扎带的位置信息;
79、第二夹爪组件,设置于所述第二连接座,用于夹取所述扎带。
80、第二相机用于获取扎带的位置信息,以此确认扎带的位置。第二夹爪组件夹取处于取料位的扎带或在电池装配位将扎带安装并释放,如此,实现对扎带的夹取与安装。
81、本技术实施例第三方面提供一种电池的生产线,包括:
82、上述任一项实施例的组装系统;以及
83、安装台,具有用于放置所述电池的安装位,所述机械手能够将具有所述物料的所述安装机构移动至所述安装位,并调整所述安装机构的姿态以将所述物料进行装配。
84、本技术实施例第四方面提供一种电池的组装方法,应用于上述任一项实施例的组装系统,所述组装方法包括:
85、所述输送机构将所述物料输送至所述取料位;
86、所述安装机构对所述物料拍照,以获取所述物料的位置信息;
87、所述机械手基于所述位置信息,调整所述安装机构的位置;
88、所述安装机构抓取所述物料转移至安装工位并安装所述物料;
89、待所述取料位的物料取完后,所述搬运机构将所述箱体搬运至所述转移位。
90、一些实施方案中,待所述取料位的物料取完后,所述搬运机构将所述箱体搬运至所述转移位的步骤,包括:
91、待所述取料位的所述箱体的料框内上层料盘的物料取完后,所述搬运机构将空的上层所述料盘搬运至所述转移位的所述料框内;
92、待所述取料位的所述料框内的所述料盘被全部搬运至所述转移位的所述料框内,所述输送机构将所述转移位的所述料框移出所述转移位;或,待所述取料位的料框内仅具有一个空的所述料盘,所述输送机构将所述转移位的所述料框移出所述转移位;
93、所述搬运机构将处于所述取料位的所述料框搬运至所述转移位。
- 还没有人留言评论。精彩留言会获得点赞!