一种AB胶灌装封装系统的制作方法
本发明涉及胶水灌装封装领域,特别是涉及一种ab胶灌装封装系统。
背景技术:
1、为了方便使用,目前,市场上的ab胶常常使用双管针筒进行包装,将a胶和b胶分别装在两个针筒内;使用时,按压活塞芯杆,将两个针筒内地a、b胶挤出混合。如图1所示,为了减少双管针筒材料的用量,我们设计了一种新型ab胶针筒,对活塞芯杆和双管针筒的部分结构采用镂空设计,从而减少材料用量,降低大规模生产成本。
2、采用镂空设计后,双管针筒分正反面,然而,现有的ab胶灌胶封装系统3无法区分双管针筒的正面和反面,上料时会上错方向,导致无法灌胶包装;并且现有的ab胶灌胶封装系统封装效率低,导致封装成本高。
技术实现思路
1、基于此,本发明的目的在于,提供一种ab胶灌装封装系统,其具有能够区别物料正反面上料,封装效率高的优点。
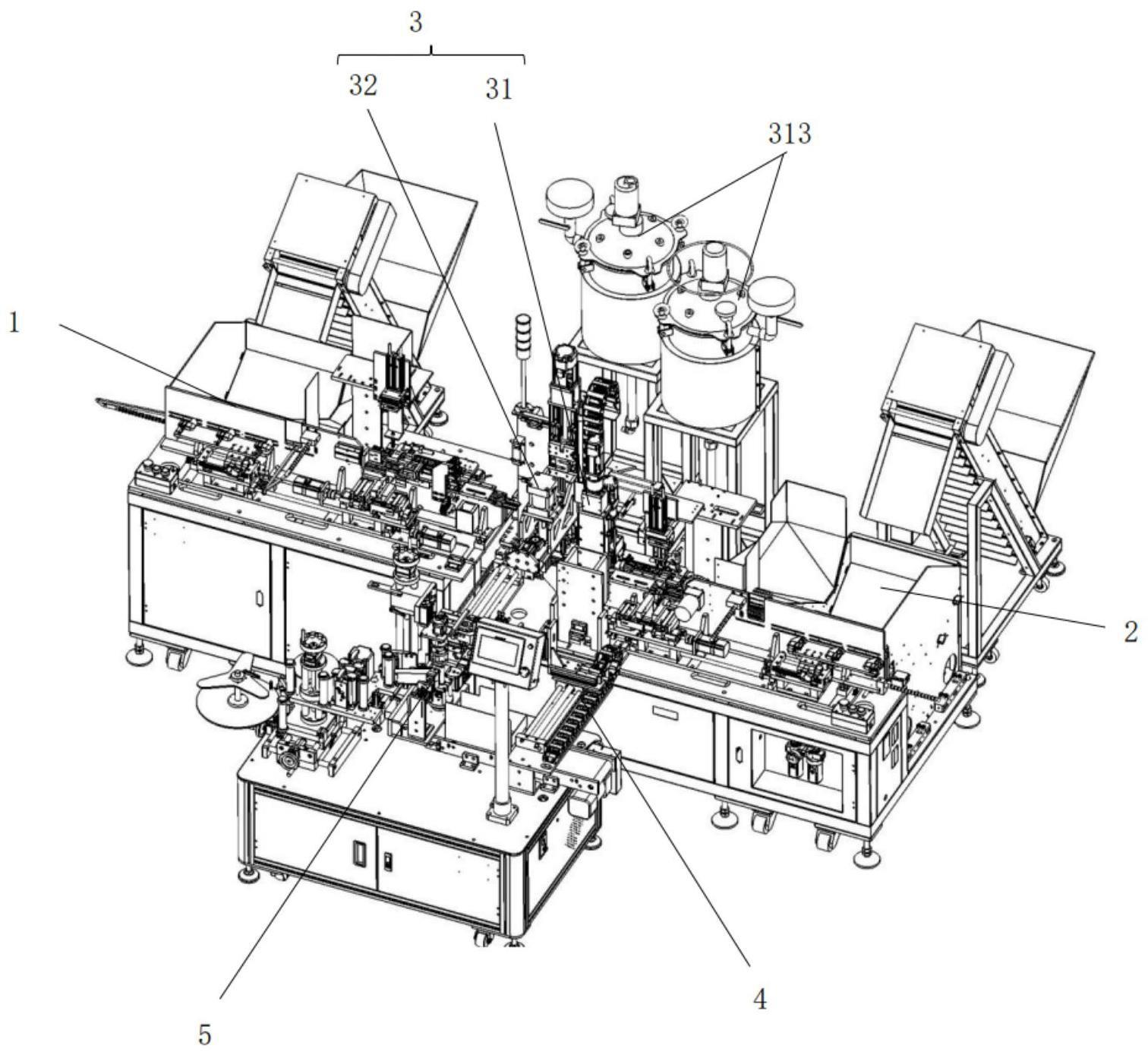
2、一种ab胶灌装封装系统,用于上料活塞芯杆的第一上料系统、用于上料针筒的第二上料系统、用于对针筒灌胶并封装活塞芯杆的灌胶封装系统和用于对封装完成的针筒贴标的自动贴标装置;所述第一上料系统包括第一物料轨道、第一定位装置和第一物料校正装置;所述第一定位装置设于所述第一物料轨道上,用于将物料定位至第一目标定位;所述第一物料校正装置包括检测装置和第一校正机械臂;所述检测装置设于所述第一目标定位旁侧;所述第一校正机械臂设于所述第一目标定位上方;所述第二上料系统包括第二物料轨道、第二定位装置和第二物料校正装置;所述第二定位装置设于所述第二物料轨道上,用于将物料定位至第二目标定位;所述第二物料校正装置包括检测装置和第二校正机械臂;所述检测装置设于所述第二目标定位旁侧;所述第二校正机械臂设于所述第二目标定位上方。
3、本发明所述的ab胶灌装封装系统,通过检测装置检测物料的正反面,在上料过程中对物料的正反面进行鉴别和校正,能够适应正反面不同的针筒和活塞芯杆。
4、进一步地,所述第一物料轨道包括第一夹持轨道、上料喷气装置、清料喷气装置和拦阻板;所述上料喷气装置设于所述第一夹持轨道的始端,喷气方向朝向所述第一夹持轨道末端;所述拦阻板设于所述第一夹持轨道上方;所述清料喷气装置的喷嘴设于所述拦阻板旁靠近所述第一夹持轨道始端的一侧,所述第二喷气装置的喷气方向朝向所述夹持轨道;所述第二物料轨道包括第二夹持轨道、上料喷气装置、清扫滚轮和拦阻板;所述上料喷气装置设于所述第二夹持轨道的始端,喷气方向朝向所述第二夹持轨道末端;所述拦阻板设于所述第二夹持轨道上方;所述清扫滚轮设于所述拦阻板旁侧靠近所述第二夹持轨道始端的一侧;所述清扫滚轮的转轴与所述第二夹持轨道平行,外周与所述第二夹持轨道相切。利用喷气装置上料,能够减少机械臂上料造成的物料卡顿,提高上料效率。
5、进一步地,所述第一定位装置包括第一定位臂、第二定位臂和第一夹紧电机;所述第一定位臂包括第一定位板和第一定位气缸;所述第一定位板与所述第一定位气缸的输出端连接;所述第二定位臂包括第二定位板和第二定位气缸;所述第二定位板与所述第二定位气缸的输出端连接;所述第一定位板和第二定位板插入所述第一夹持轨道下方、且位于所述拦阻板与第一夹持轨道末端之间;所述第一夹紧电机的输出端一端连接所述第一定位板,另一端连接所述第二定位板;所述第一定位板与第二定位板之间为所述第一目标定位;所述第二定位装置包括第三定位臂、第四定位臂和第三夹紧电机;所述第二定位装置与所述第一定位装置结构相同。
6、进一步地,所述第一定位装置还包括移位机械臂,所述移位机械臂包括移位压板、移位下压气缸和移位平行气缸,所述移位压板设于所述第一夹持轨道第一目标定位上方,所述移位压板与所述移位下压气缸的输出端连接,所述移位下压气缸与所述移位平行气缸的输出端连接;所述移位下压气缸的输出方向垂直朝向所述第一夹持轨道,所述移位平行气缸的输出方向与第一夹持轨道平行;所述第二定位装置还包括移位转动轮,所述移位转动轮设于所述第二夹持轨道上方、第二目标定位与所述拦阻板之间,外周与所述第二夹持轨道相切。
7、进一步地,所述第一上料系统和第二上料系统分别还包括送料装置;所述送料装置包括下夹持板、上夹持板、第二夹紧电机、送料固定导轨和十字送料气缸;所述送料固定导轨平行于所述第一或第二夹持轨道设于所述第一或第二夹持轨道旁侧;所述十字送料气缸设于所述送料固定导轨上;所述下夹持板设于所述十字送料气缸上;所述上夹持板可滑动地设于所述下夹持板上;所述上夹持板和所述下夹持板的两端设有朝向所述第一或第二夹持轨道的突出臂;所述下夹持板一端的突出臂与所述上夹持板一端的突出臂组成第一夹持臂,所述下夹持板另一端的突出臂与所述上夹持板另一端的突出臂组成第二夹持臂;所述第一夹持臂和第二夹持臂与所述第一或第二夹持轨道上表面相切;所述第二夹紧电机一端与所述下夹持板连接、另一端与所述上夹持板连接。
8、进一步地,所述检测装置包括检测气缸和检测杆;所述检测杆与所述检测气缸的输出端连接,所述检测杆朝向所述第一目标定位或第二目标定位的下方。
9、进一步地,所述第一物料校正装置还包括缓冲机械臂;所述第一校正机械臂包括第一校正垂直气缸、第一校正转动气缸和真空吸头;所述第一校正垂直气缸设于所述第一目标定位上方,所述第一校正转动气缸与所述第一校正垂直气缸输出端连接,所述真空吸头设于所述第一校正转动气缸输出端上;所述缓冲机械臂包括缓冲夹持臂和缓冲气缸;所述缓冲气缸设于所述第一夹持轨道上方,所述缓冲气缸的输出方向与所述第一夹持轨道平行,所述缓冲夹持臂与所述缓冲气缸的输出端连接;所述缓冲夹持臂设于所述真空吸头与所述第一目标定位之间。缓冲夹持臂能够对校正后放回的物料进行缓冲,防止物料损伤或损坏第一夹持轨道。
10、进一步地,所述灌胶封装系统包括封装水平导轨、封装垂直导轨、封装夹持臂和排气装置;所述封装水平导轨一端靠近所述第一夹持轨道末端,另一端靠近所述第二夹持轨道末端;所述封装垂直导轨设于所述封装水平导轨上,所述封装夹持臂设于所述封装垂直导轨上;所述排气装置包括排气平行气缸、排气垂直气缸、排气连接板和插针;所述排气平行气缸平行于所述夹持轨道设于所述夹持轨道旁侧;所述排气垂直气缸设于所述排气平行气缸上;所述排气连接板一端连接所述排气垂直气缸,另一端朝向所述封装装置下方;所述插针设于所述排气连接板的另一端。排气装置能够通过插针,使得封装过程中活塞芯杆与针筒之间存在供空气流出的缝隙,防止空气滞留在针筒内。
11、进一步地,所述灌胶装置包括灌装垂直导轨、双管灌胶头、胶水管道和至少两个存储罐;所述灌装垂直导轨设于所述第二夹持轨道旁侧;所述双管灌胶头包括两个灌胶喷嘴;所述双管灌胶头可滑动地设于灌装垂直导轨上,位于所述第二夹持轨道上方;两个所述灌胶喷嘴分别通过两段所述胶水管道和不同的所述储存罐连通;所述存储罐内部设有加热管,表面贴设加热膜;所述胶水管道表面贴设加热膜。胶水管道能够对流经胶水管道的胶水进行加热保温,防止胶水流过胶水管道时,由于胶水管道表面积大容易散热,导致胶水凝固堵塞。
12、进一步地,还包括翻转送料系统;所述翻转送料系统包括第一送料导轨和翻转机械臂;所述第一送料导轨的一端靠近所述第二夹持轨道末端,另一端靠近所述自动贴标装置;所述翻转机械臂可滑动地设于所述第一送料导轨上;所述翻转机械臂的顶端设有第一转动电机、所述第一转动电机输出端上设有送料夹持臂。翻转送料系统将封装完成的物料翻转后送至自动贴标装置,方便自动贴标装置进行固定和贴标。
13、为了更好地理解和实施,下面结合附图详细说明本发明。
- 还没有人留言评论。精彩留言会获得点赞!