带式输送机机头用异物检测、排出系统及其信号处理方法与流程
本发明涉及一种带式输送机机头用异物检测、排出系统及其信号处理方法。
背景技术:
1、皮带长异物是煤矿原煤提升系统较为头痛的难题,极易造成皮带撕裂生产事故及人员处理过程中产生安全事故,现场皮带在运输过程中,长异物容易混入其中,在皮带机头位置,由于物料运行方向发生改变,造成长异物极易在机头部位卡住造成皮带损伤或落入料仓堵塞卸料口。
2、2016.12.14公开的、公开号为cn 205805592 u的中国实用新型专利公开一件单体支柱捕捉器。单体支柱容易在响炮过程中被打倒而丢失。本单体支柱捕捉器包括胶带输送机、胶带输送机驱动电路、胶带输送机急停开关、吊挂架、高强度永磁铁,所述吊挂架包括两根支柱和固定在支柱顶端的横梁,所述两根支柱分别固定在配用胶带输送机两侧或配用胶带输送机的机架上,所述横梁的中部固定一个纵向固定杆,该纵向固定杆一端设有一个拉线开关,该拉线开关接在胶带输送机的急停电路上,纵向固定杆另一端设有一个滑轮,所述拉线开关配有复位弹簧,所述拉线开关的拉绳跨过所述滑轮后,悬挂在配用胶带输送机上方,所述高强度永磁铁就系在所述拉绳的末端。该装置可以在胶带输送机上层皮带上有单体支柱时,被高强度永磁铁吸柱,带动拉线开关,从而启动胶带输送机急停程序。该装置可以在感应到煤流中单体支柱时,自动启动胶带输送机急停程序,等待工作人员处理,但是不能自动清除煤流中的单体支柱或其他锚杆、锚索、钢带等铁器。
3、2022.02.11公开的、公开号为cn 215796383 u的中国实用新型专利公开了一种防止异物外伸的皮带输送机;包括皮带输送机;皮带输送机的机尾架上设置有杆件限制杆和卷拉辊筒组,杆件限制杆包括与机尾架连接的底座和固定在底座上的立杆;卷拉辊筒组包括辊筒架和上、下并列设置在辊筒架上的辊筒,辊筒架安装在机尾架上,辊筒的转轴与皮带输送方向平行,辊筒外包覆有橡胶辊皮,辊筒包括圆柱体筒身和一体连接的圆锥体筒尖,筒尖指向皮带流入方向,上、下的辊筒的筒身并拢,上、下的辊筒均与扭矩输入元件连接。
4、皮带输送机上锚杆等硬质杆类异物,经过该杆件限制杆的阻挡与碰撞,锚杆就会乖乖的缩回皮带中。对于锚索、钢带等异物,由于其本身具有一定的弹性,当触碰到杆件限制杆时折回,从杆件限制杆上通过后立刻弹出。针对此类弹性异物,在机尾架上设置有卷拉辊筒组,顺着皮带移动,超出长度的锚索、钢带等异物进入卷拉辊筒组的上下辊筒之间,随着皮带移动,同时两个辊筒也转动施力,将锚索、钢带从煤堆中拖出,掉落的锚索、钢带收纳入落料收集槽中。
5、该专利追求的是“铁不出头,安全不愁”,只是皮带输送机铁质异物不外伸,就达到其追求的“铁不出头,安全不愁”的目标。但是有些铁质异物在落在皮带输送机的上层皮带上,并不出头,该专利技术就会将其放过,不作任何处理。但是这些在皮带输送机的上层皮带上的不出头的铁质异物,随煤流经皮带输送机机头后,落入配用溜煤眼或溜煤槽,就会在配用溜煤眼或溜煤槽形成卡阻,影响溜煤,而较长锚杆一端在配用溜煤眼或溜煤槽,还有可能搭在皮带输送机机头,引起皮带输送机损伤。
6、现有技术缺乏一种能够检测随带式输送机上煤流移动的不出头的铁磁异物,并能自动排出其中大部分或部分铁磁异物,对于不能排出铁磁异物,又能及时发出报警,并对带式输送机和配用转载机进行急停处理的系统和技术。
技术实现思路
1、本发明要解决的技术问题是如何填补现有技术空白,提供一种能够检测随着带式输送机上的煤流移动的不出头铁磁异物,并能自动排出其中大部分或部分铁磁异物,对于不能排出铁磁异物,又能及时发出报警,并对带式输送机和配用转载机进行急停处理的带式输送机机头用异物检测、排出系统及其信号处理方法。
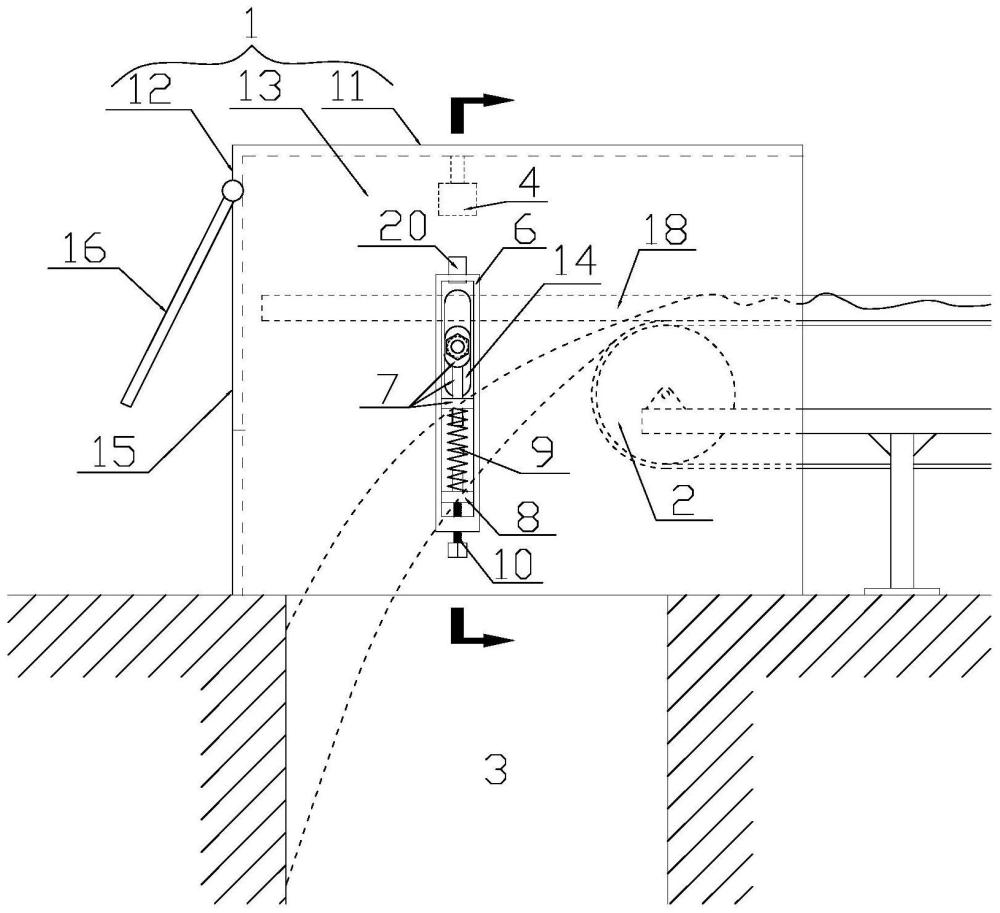
2、为解决上述技术问题,本带式输送机机头用异物检测、排出系统,包括机头保护罩、带式输送机机头、配用溜煤眼或溜煤槽和带式输送机控制器,所述配用溜煤眼或溜煤槽位于带式输送机机头的煤流落点下方, 所述机头保护罩包括顶板、背板及两侧板,两侧板分别位于带式输送机机头两侧,所述顶板的两侧边分别与两侧板的上边相连,所述背板上边与顶板后边相连,背板两侧边分别与两侧板的后边相连,带式输送机控制器包括plc,其特征在于:其还包括磁通感应元件和横托杆,所述机头保护罩的两侧板上分别开有相对的竖直滑槽,竖直滑槽周边的侧板上固定有一支撑框,该支撑框内设有上滑块和下滑块,二者均可在支撑框内上、下滑动,且二者之间设有螺旋支撑弹簧,支撑框顶部设有用于感应上滑块位置的位置传感器,支撑框底边上开有竖直螺纹孔,该竖直螺纹孔内旋设有调节螺钉,该调节螺钉上端抵在下滑块上,所述上滑块上开有通孔,并通过通孔套在所述横托杆的同侧端上,所述上滑块设置在竖直滑槽内,所述磁通感应元件固定在机头保护罩的顶板下方,位置传感器和磁通感应元件分别通过信号线与带式输送机控制器的plc的信号输入端相连,所述背板上开有窗口,位置传感器和磁通感应元件分别实时向plc发送上滑块位置感应信号和磁通检测信号。
3、磁通感应元件主体电磁线圈,当有铁磁异物(铁或磁铁)经过时,磁通感应元件即会感应到磁通发生变化。当有重物压在横托杆上时,上滑块受压下降,也可以被位置传感器感应到。
4、plc通过位置传感器和磁通感应元件实时传送的信号,综合判断机头保护罩是否有异物阻碍,是不铁磁等金属物,还是木棒、大块矸石或是其他异物,并分别不同情部分,分别处理。
5、磁通感应元件参见cn 105629313 b中的磁通感应线圈,带式输送机控制器参见cn212100722 u。位置传感器可选用红外线位置传感器或其他现有位置传感器。如此设计,结构简单,运行可靠。
6、作为优化,所述窗口设有挂帘或活动门,该挂帘或活动门上边铰接在窗口上沿上,并可向外掀起。如此设计,可以减少煤流中粉尘逸出机头保护罩。
7、作为优化,所述横托杆上还套有辊筒。如此设计,异物前段落在辊筒,并向前移动,辊筒随同转动,变滑动摩擦为滚动摩擦,阻力小。
8、本发明带式输送机机头用异物检测、排出系统的信号处理方法,plc收到磁通感应元件发来信号,进行如下处理:
9、当plc发现磁通检测信号瞬间变化(变化总时长不超过0.36秒,表现为尖峰信号),且此过程上滑块位置感应信号未变化,判断为有小型铁磁异物(如螺钉、螺帽)随煤流经过,并随煤流落入配用溜煤眼或溜煤槽,plc控制带式输送机控制器仅进行计数,小型铁磁异物由下游磁选工序或洗煤工序处理;
10、当plc发现磁通检测信号变化,并在3秒内恢复正常时,且此过程上滑块位置感应信号未变化,判断为有中等长度铁磁性异物(长度不超过1.2米)经过,且已经窗口排出,plc控制带式输送机控制器发出报警或计数,通知工作人员到窗口处收集中等长度铁磁性异物;
11、当plc发现磁通检测信号变化,并未在3秒内恢复正常时,且plc通过位置传感器发现上滑块位置降低,判断为有长铁磁异物(长度超过1.2米)或异形铁磁异物经过,但未能经窗口排出,且长铁磁异物或异形铁磁异物部分压在横托杆上, plc控制带式输送机控制器发出带式输送机急停信号和转载机急停信号,对带式输送机和配用转载机进行急停处理,并发出警报,通知工作人员处理;
12、当plc发现磁通检测信号未发生变化,但plc通过位置传感器发现上滑块位置降低,且3秒内不能恢复,判断为非铁磁异物(木棒、大块矸石或是其他非铁磁异物)部分压在横托杆上, plc控制带式输送机控制器发出带式输送机急停信号和转载机急停信号,对带式输送机和配用转载机进行急停处理,并发出警报,通知工作人员处理。
13、如此设计,通过简单的位置传感器和磁通感应元件,plc就能自动判断随煤流而来异物的性质,并分别作出处理。
14、本发明带式输送机机头用异物检测、排出系统及其信号处理方法结构简单,运行可靠,适合处理随着带式输送机上的煤流移动的不出头铁磁异物。
- 还没有人留言评论。精彩留言会获得点赞!